



Witam wszystkich,
zlecam wycinanie elementów ze stali nierdzewnej firmie we Wrocławiu, jednak zaczyna mnie wkurzać czas realizacji. I tutaj pojawia się moje pytanie: czy jestem w stanie zastąpić laser wypalarką plazmową? Głównie tne nierdzewne blachy od 1 mm do 10 mm, elementy i tak potem są spawane, szlifowane lub trawione zatem warstwa tlenków nie jest problemem.
Z jaką dokładnością można ciąć plazmą i czy cięte elementy nadają się bez przeszkód do gięcia na prasie krawędziowej?
Jaka jest średnica najmniejszego otworu jaki można wypalić na plaźmie?
Jeśli plazma do moich zastosowań jest w stanie zastąpić laser to zabieram się za projekt oraz budowę.
Pozdrawiam
Olenek
Wypalarka plazmowa 3000x1500 vs laser
-
Olenek
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 8
- Posty: 27
- Rejestracja: 16 gru 2011, 13:31
- Lokalizacja: Wrocław
Znalazłem na forum taki temat:
https://www.cnc.info.pl/topics57/wycina ... t33831.htm
Uzyskałem odpowiedzi na większość pytań.
Tutaj nie chodzi tylko o precyzje plazmy, czasem mam naprawde jeden mały element i jest problem ze zleceniem tego. Mam dość proszenia się, dzwonienia i przypominania.
Generalnie chciałbym mieć możliwość cięcia u siebie. Myślałem, że plazmą utne z taka sama dokladnoscia co laserem, moze troche wolniej. Po przeczytaniu watku na forum juz nie jestem taki pewien czy da się to zrobić.
laser bylby idealny lecz jest w porownaniu do plazmy bardzo drogi.
Pozdrawiam
Olenek
https://www.cnc.info.pl/topics57/wycina ... t33831.htm
Uzyskałem odpowiedzi na większość pytań.
Tutaj nie chodzi tylko o precyzje plazmy, czasem mam naprawde jeden mały element i jest problem ze zleceniem tego. Mam dość proszenia się, dzwonienia i przypominania.
Generalnie chciałbym mieć możliwość cięcia u siebie. Myślałem, że plazmą utne z taka sama dokladnoscia co laserem, moze troche wolniej. Po przeczytaniu watku na forum juz nie jestem taki pewien czy da się to zrobić.
laser bylby idealny lecz jest w porownaniu do plazmy bardzo drogi.
Pozdrawiam
Olenek
-
Olenek
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 27
- Rejestracja: 16 gru 2011, 13:31
- Lokalizacja: Wrocław
Witam,
Mam kolejne pytanie. Czy w plaźmie można wymienić żródło na laser. Chodzi mi o to czy budując stół można później wymienić żródło?
Jeśli to jest możliwe to zabieram się za budowe. Nie chodzi mi tutaj o uzyskanie jakiś oszczędnośći tylko satysfakcji.
Z tego co sie orientuje to na plazme wystarczy 40k (bez źródła). O laserze będę myślał potem (jeśli montaż będzie możliwy)
Pozdrawiam
Olenek
Mam kolejne pytanie. Czy w plaźmie można wymienić żródło na laser. Chodzi mi o to czy budując stół można później wymienić żródło?
Jeśli to jest możliwe to zabieram się za budowe. Nie chodzi mi tutaj o uzyskanie jakiś oszczędnośći tylko satysfakcji.
Z tego co sie orientuje to na plazme wystarczy 40k (bez źródła). O laserze będę myślał potem (jeśli montaż będzie możliwy)
Pozdrawiam
Olenek
")
-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 3572
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
założyć laser w miejsce plazmy.
Nie bardzo to się da zrobić chociaż dla upartego człowieka to jest to wykonalne.
Laser w przeciwieństwie do plazmy potrzebuje nie tylko styku START CUT.
Ale taj jak kolega bart_ws napisał ... lepiej kupić używany niż bawić się w jakieś przeniesienia , zamiany źródeł.
pokaż co byś chciał za jakość osiągnąć na plazmie , może nie będzie tak wymagająca i jakieś źródełko z palnikiem chłopaki Ci pomogą dobrać.
Nie bardzo to się da zrobić chociaż dla upartego człowieka to jest to wykonalne.
Laser w przeciwieństwie do plazmy potrzebuje nie tylko styku START CUT.
Ale taj jak kolega bart_ws napisał ... lepiej kupić używany niż bawić się w jakieś przeniesienia , zamiany źródeł.
pokaż co byś chciał za jakość osiągnąć na plazmie , może nie będzie tak wymagająca i jakieś źródełko z palnikiem chłopaki Ci pomogą dobrać.
Pozdrawiam robaczki kolorowe :)
-
Olenek
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 27
- Rejestracja: 16 gru 2011, 13:31
- Lokalizacja: Wrocław
Witam,
na plaźmie chciałbym ciąć blachy nierdzewne max do 20mm (jakość cięcia w tym przypadku nie musi być jakaś duża). Głównie będą cięte blachy nierdzewne od 2-10 mm i zależy mi na tym aby jakość cięcia była w miare dobra oraz jak najmniejsze ukosowanie (w przypadku blach grubszych niż 5mm). Skłaniam się ku Hypertherm'owi jakiemuś jako źródło.
Podsumowując. Chce ciąć blachę 1-10mm z jak najmniejszym ukosowaniem i jak największą jakością. Dokładność na poziomie 0,2mm
Pozdrawiam
Olenek
P.S. Podoba mi się jakość elementów na tym filmiku (może się nie znam, ale chyba są ok)
na plaźmie chciałbym ciąć blachy nierdzewne max do 20mm (jakość cięcia w tym przypadku nie musi być jakaś duża). Głównie będą cięte blachy nierdzewne od 2-10 mm i zależy mi na tym aby jakość cięcia była w miare dobra oraz jak najmniejsze ukosowanie (w przypadku blach grubszych niż 5mm). Skłaniam się ku Hypertherm'owi jakiemuś jako źródło.
Podsumowując. Chce ciąć blachę 1-10mm z jak najmniejszym ukosowaniem i jak największą jakością. Dokładność na poziomie 0,2mm
Pozdrawiam
Olenek
P.S. Podoba mi się jakość elementów na tym filmiku (może się nie znam, ale chyba są ok)
-
Olenek
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 27
- Rejestracja: 16 gru 2011, 13:31
- Lokalizacja: Wrocław
Witam,
decyzja podjęta - budujemy. Co z tego wyjdzie zobaczymy.
Dokładność rzędu 0,2mm jest wystarczająca.
Pierwszym problemem jest sposób rozwiązania systemu przesuwu liniowego. Podoba mi się rozwiązanie kolanorękiego, ale nie jestem pewien co zastosować:
-wałek liniowy z łożyskiem w obudowie SME
-prowadnice szynowe HGR z wózkiem HGW.
Chciałbym, aby system przesuwu był zintegrowany ze stołem. Stół wodny w celu zminimalizowania zadymienia i zapylenia.
Poniżej jest jedno z rozwiązań, które mi się podoba. Problemem jest utrzymanie czystośći na prowadnicach.

To rozwiązanie jest już chyba trochę lepsze jeśli chodzi o możliwość uszkodzenia i czystość prowadnic:

Czy silnik krokowy jako napęd bramy można montować w dowolnej pozycji czy raczej montuje się je w poziomie?
Proszę o komentarze i rzeczową dyskusję.
Pozdrawiam
Olenek
[ Dodano: 2013-05-04, 13:09 ]
Czy są listwy zębate, które maja otwory montażowe z boku a nie od spodu? W znaczący sposób ułatwiłoby to montaż na belce.
Dzisiaj wieczorem postaram sie podesłać jakąś koncepcje przesuwu bramy.
1 sinik ok 5Nm do przesuwu po jednej stronie wystarczy. W jaki sposób można uniknąć skoszenia bramy? Czy to już same prowadnice liniowe eliminują?
Czy lepiej żeby silnik bezpośrednio miał zębatke na osi, która będzie poruszać sie po listwie zębatej czy zrobić jakieś przełożenie?
Pozdrawiam
Olenek
[ Dodano: 2013-05-04, 21:05 ]
Witam,
zamieszczam rozwiązanie, które na szybko narysowałem. Rozwiązanie ma racje bytu pod warunkiem możliwości montażu listwy zębatej bokiem. Jeśli nie to przesunę listwę zębatą pod profil.
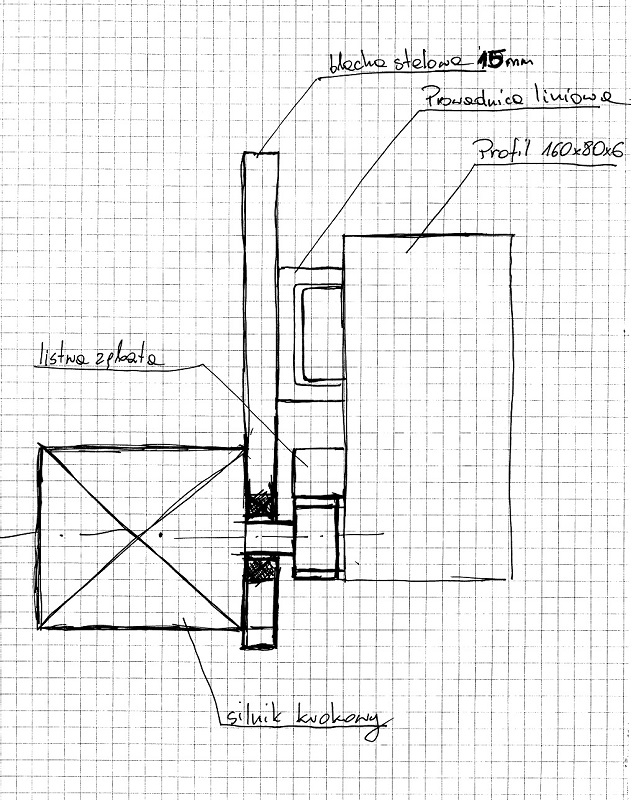
Czy nie powinno być przełożenia pomiędzy silnikiem krokowym a zębatką poruszającą się po listwie?
Czy profil 160x80x6 przy polu roboczym plazmy nie będzie za mały/duży?
Pozdrawiam
Olenek
decyzja podjęta - budujemy. Co z tego wyjdzie zobaczymy.
Dokładność rzędu 0,2mm jest wystarczająca.
Pierwszym problemem jest sposób rozwiązania systemu przesuwu liniowego. Podoba mi się rozwiązanie kolanorękiego, ale nie jestem pewien co zastosować:
-wałek liniowy z łożyskiem w obudowie SME
-prowadnice szynowe HGR z wózkiem HGW.
Chciałbym, aby system przesuwu był zintegrowany ze stołem. Stół wodny w celu zminimalizowania zadymienia i zapylenia.
Poniżej jest jedno z rozwiązań, które mi się podoba. Problemem jest utrzymanie czystośći na prowadnicach.
To rozwiązanie jest już chyba trochę lepsze jeśli chodzi o możliwość uszkodzenia i czystość prowadnic:
Czy silnik krokowy jako napęd bramy można montować w dowolnej pozycji czy raczej montuje się je w poziomie?
Proszę o komentarze i rzeczową dyskusję.
Pozdrawiam
Olenek
[ Dodano: 2013-05-04, 13:09 ]
Czy są listwy zębate, które maja otwory montażowe z boku a nie od spodu? W znaczący sposób ułatwiłoby to montaż na belce.
Dzisiaj wieczorem postaram sie podesłać jakąś koncepcje przesuwu bramy.
1 sinik ok 5Nm do przesuwu po jednej stronie wystarczy. W jaki sposób można uniknąć skoszenia bramy? Czy to już same prowadnice liniowe eliminują?
Czy lepiej żeby silnik bezpośrednio miał zębatke na osi, która będzie poruszać sie po listwie zębatej czy zrobić jakieś przełożenie?
Pozdrawiam
Olenek
[ Dodano: 2013-05-04, 21:05 ]
Witam,
zamieszczam rozwiązanie, które na szybko narysowałem. Rozwiązanie ma racje bytu pod warunkiem możliwości montażu listwy zębatej bokiem. Jeśli nie to przesunę listwę zębatą pod profil.
Czy nie powinno być przełożenia pomiędzy silnikiem krokowym a zębatką poruszającą się po listwie?
Czy profil 160x80x6 przy polu roboczym plazmy nie będzie za mały/duży?
Pozdrawiam
Olenek
-
Olenek
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 27
- Rejestracja: 16 gru 2011, 13:31
- Lokalizacja: Wrocław
Witam,
dzisiaj przeczytałem jeszcze raz cały temat kolanorekiego na temat budowy jego wypalarki i jestem kolejny raz pod wrażeniem.
Zastanawiam się nad rozwiązaniem osi X w podobny sposób
. Boje się jedynie liniowości tego rozwiązania w przypadku prowadnic ze zintegrowanym stołem
Widziałem, że w wypalarce jest zastosowany jeden krokowiec napędzający obie strony. Dobre rozwiązanie, myślę, że w znaczny sposób zmnimalizuje możliwość koszenia bramy.
Zerknąłem też na stronę kamara. Ma tam prostą wypalarkę z fajnymi rozwiązaniami.
Może dzisiaj wieczorem wrzuce jeszcze jakies przemyślenia.
Pozdrawiam
Olenek
dzisiaj przeczytałem jeszcze raz cały temat kolanorekiego na temat budowy jego wypalarki i jestem kolejny raz pod wrażeniem.
Zastanawiam się nad rozwiązaniem osi X w podobny sposób
. Boje się jedynie liniowości tego rozwiązania w przypadku prowadnic ze zintegrowanym stołem
Widziałem, że w wypalarce jest zastosowany jeden krokowiec napędzający obie strony. Dobre rozwiązanie, myślę, że w znaczny sposób zmnimalizuje możliwość koszenia bramy.
Zerknąłem też na stronę kamara. Ma tam prostą wypalarkę z fajnymi rozwiązaniami.
Może dzisiaj wieczorem wrzuce jeszcze jakies przemyślenia.
Pozdrawiam
Olenek
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 16258
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Tu masz dokladniej pokazane.Olenek pisze:
Zerknąłem też na stronę kamara.
https://www.cnc.info.pl/topics57/chinsk ... 690,20.htm






