czyzak pisze:Witam, pracuję na wykrawarce CNC AMADA AC 255NT. Mam za zadanie robić podkładki z blachy stalowej 1.5mm o średnicy wewnętrznej 21mm i zewnętrznej 40mm.
Najpierw gdy wykrawam średnice wewnętrzne wszystko jest ok, ale gdy zmienię narzędzie na FI 40mm, detale które wypadają posiadają średnicę ok, ale są zagięte. Jeśli chcę zmierzyć grubość dwóch podkładek powinny mieć 3 do 3.2mm a mają dwie razem nawet 4mm. Nawet gdybyśmy je chcieli prostować na prasie hydraulicznej to wtedy zwiększa się średnica zewnętrzna do niecałych 41mm co jest nieakceptowalne.
Proszę o pomoc, dlaczego tak się dzieje.
Narzędzie do wykrawania ma parametry: stempel 39.7mm, matryca 40mm (luz 0mm), gdubośc blachy 1.5mm S235JR
[ Dodano: 2017-07-18, 07:25 ]
Tutaj próbka z materiału 1mm

Witam,
widzę, że muszę się wypowiedzieć na temat, który znam doskonale.
Mianowicie - wykrawarka, to nie prasa hydrauliczna lub mimośrodowa, gdzie zakłada się specjalnie do każdego detalu robione narzędzia/formy, itp.
W takich narzędziach projektuje się już płyty dociskowe, odbieraki, płyty odchylne, które niwelują (zwłaszcza w podkładkach) odkształcenia.
Narzędzia w wykrawarkach wyglądają tak:
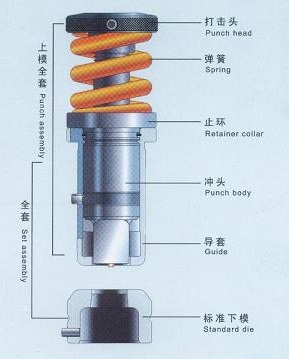
Takie narzędzia (matryce) są zaprojektowane do odprowadzania odpadu po wykrojeniu, a taki nie musi wyglądać idealnie.
Dlatego w wykrawanych podkładkach na wykrawarkach rewolwerowych są odkształcenia, ponieważ wykrawanego detalu nie ma co podtrzymywać podczas wykrawania. I nie zmieni tego nawet zmniejszenie, bądź zwiększenie luzu na matrycy - nawet nagrzewanie się detalu podczas wykrawania nie powoduje odkształceń.
To po pierwsze.
Po drugie, za dużą siłę zadajecie prasie hydraulicznej, bo prasa wam te podkładki prasuje, a nie prostuje. Jeśli już chcecie mieć "proste" podkładki, użyjcie prasy balansowej, gdzie sam ruch balansu po śrubie (bez przykładania siły) wyprostuje odkształcenie.
Czy jeszcze są jakieś pytania?








")

")


")
")





