



Mam do wykonania wieloklin taki jak na fotce.
Obecnie mam przepychacz wykonany ze stali NC4. Przeciskacz jest wytoczony, potem frezowany potem hartowanie w piecu i na koniec odpuszczanie.
Niestety prasa 12t (chińska) ledwo daje radę przepchnąć.
Jak można lepiej wykonać taki przepychacz by to sprawnie się odbywało.
Czy ma ktoś doświadczenie z przepychaczami?
wykonanie wieloklinu przepychacz przeciskacz


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 5597
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Jeszcze napisz jaki to gabaryt (na foto może wyglądać na fi 20)

widzisz różnice ?
U Ciebie są raptem 4 stopnie z mojego amatorskiego doświadczenia wynika ze nalepie idzie jak zbiera po ok. 0,02 a Twój ile bierze na raz?
zęby muszą mieć taki zarys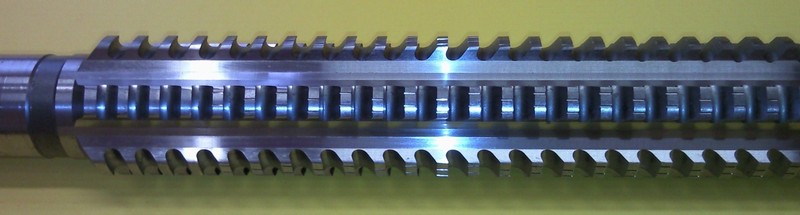
widzisz różnice ?
U Ciebie są raptem 4 stopnie z mojego amatorskiego doświadczenia wynika ze nalepie idzie jak zbiera po ok. 0,02 a Twój ile bierze na raz?
zęby muszą mieć taki zarys
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
einstein
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 593
- Rejestracja: 08 sty 2009, 11:53
- Lokalizacja: Gdynia
- Kontakt:
Masz dobre oko, fi jest 18. Wgryzanie zaczyna się od 16.5mmadam Fx pisze:Jeszcze napisz jaki to gabaryt (na foto może wyglądać na fi 20)
Te długie to przeciągacze, ale bez specjalnego sprzętu to nimi nie pójdzie, dlatego wolę przepychać.
Co do techniki wykonania, to czy dało by się zaszlifować zęby, czy to będzie mało realne?
Ilość stopni próbowałem zwiększać do około 5, ale szału nie było.
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5597
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Na każdy ząb przypada u ciebie po parę dyszek no to nic dziwnego że ciężko idzie (każdy kto manualnie dłutował rowek wie ile siły trzeba by zebrać na raz parę setek
To że na foto przeciągacze to bez różnicy zasada ta sama dużo rowków o odpowiedniej głębokości (by schwał się wiór) i prawidłowym zarysie.
Czy ten przepychacz uratujesz hmm jak ostrzyłeś po obróbce cieplnej to i teraz można naostrzyć i zrobić dodatkowe rowki
To że na foto przeciągacze to bez różnicy zasada ta sama dużo rowków o odpowiedniej głębokości (by schwał się wiór) i prawidłowym zarysie.
Czy ten przepychacz uratujesz hmm jak ostrzyłeś po obróbce cieplnej to i teraz można naostrzyć i zrobić dodatkowe rowki
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
Mariuszczs
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2380
- Rejestracja: 04 mar 2008, 08:14
- Lokalizacja: Sulmierzyce
-
einstein
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 593
- Rejestracja: 08 sty 2009, 11:53
- Lokalizacja: Gdynia
- Kontakt:
Zrobiliśmy kilka przepychaczy i ostatni miał 5 lub 6 schodków. W każdym razie na pewno mniej niż te z fotek Adama.Mariuszczs pisze:W jakim sensie około 5 stopni ? Trudno policzyć ?
Nie mogę zrobić zbyt długiego przeciskacza, bo nie mam kła do podzielnicy by podeprzeć detal.
Zrobię więcej schodków, ale miałbym pytanie do bardziej doświadczonych, czy naciąć zęby na frezarce, czy szlifierka była by lepsza (nie mam doświadczenia w szlifowaniu narzędzi, musiałbym komuś zlecić).
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11917
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
http://sciaga.pl/tekst/42945-43-przeciagacze
http://en.wikipedia.org/wiki/Broaching_ ... working%29
https://www.youtube.com/watch?feature=p ... OGIr2vnj0c
a może lepiej byłoby zrobić za pomocą tzw "rotary broaching"?
https://www.youtube.com/watch?feature=p ... UEcagEmmZo

http://blog.hurco.com/blog/bid/236010/R ... quare-hole
http://mikesworkshop.weebly.com/rotary-broaching.html
http://en.wikipedia.org/wiki/Broaching_ ... working%29
https://www.youtube.com/watch?feature=p ... OGIr2vnj0c
a może lepiej byłoby zrobić za pomocą tzw "rotary broaching"?
https://www.youtube.com/watch?feature=p ... UEcagEmmZo
http://blog.hurco.com/blog/bid/236010/R ... quare-hole
http://mikesworkshop.weebly.com/rotary-broaching.html
Ostatnio zmieniony 05 sty 2015, 12:29 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman

-
Mariuszczs
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2380
- Rejestracja: 04 mar 2008, 08:14
- Lokalizacja: Sulmierzyce






