

")
Zaraz napiszę mój proces technologiczny. Podzieliłem sobie wszystko na 3 części eby było mi łatwiej: toczenie, szlifowanie, frezowanie. Póki co chcę dograć toczenie.
[ Dodano: 2015-10-28, 11:19 ]
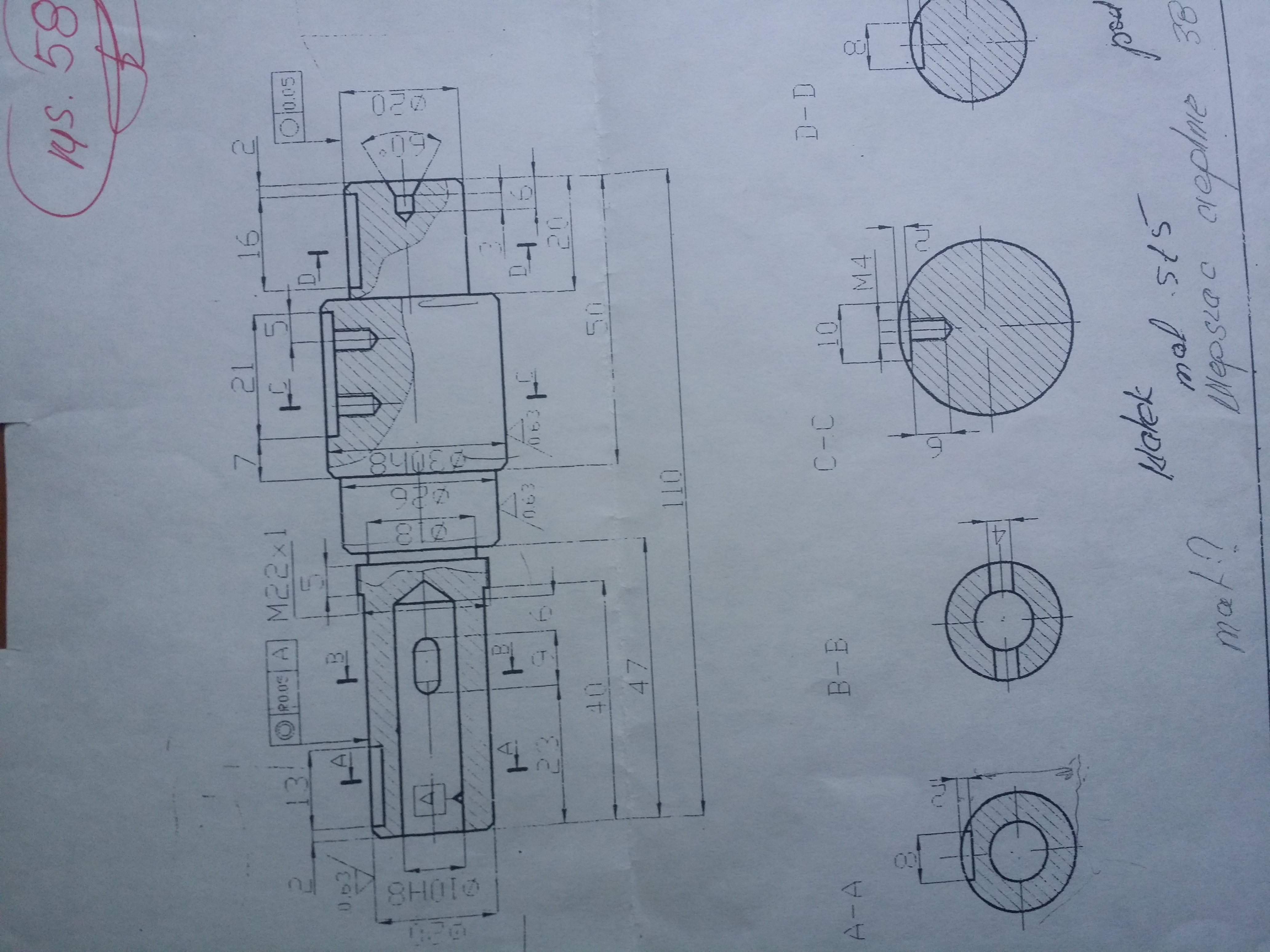
Materiał St5 finalnie ulepszany cieplnie do 38-40HRC. Produkcja jednostkowa.
010 Pobrać materiał:
1.Rozdzielnia./Magazyn.
020 Ciąć pręt f32 na 150 mm:
1.Piła taśmowa - Taśma do stali.
030 Toczyć:
1.Pobrać detal i zamocować w zacisku - Zacisk d=32mm.
2.Planować czoło i toczyć profil zewnętrzny zgrubnie - Nóż./Płytka.
3.Planować czoło i toczyć profil zewnętrzny wykańczająco zachowując wymiary według szkicu - Nóż./Płytka.
4.Toczyć przejście 2 mm - Nóż przecinak.
5.Toczyć gwint M22x1 - Nóż./Płytka.
6.Odciąć detal - Nóż przecinak.
7.Sprawdzić - suwmiarka.
040 Myć:
1.Środek myjący, sprężone powietrze.
050 Kontrola:
1.Sprawdzić średnicę i wymiary - Suwmiarka.
2.Sprawdzić wygląd zewnętrzny - Wzrokowo.
3.Zatępić krawędzie oraz usunąć chropowatości - Pilnik, skrobak.
055 Myć:
1.Środek myjący, sprężone powietrze.
060 Ulepszać ciepnie w próżni chłodząc gazem.
070 Wiercić:
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Wykonać nakiełek A3.15 - Nawiertak 3.15, oprawka, zacisk, tulejka, konik tokarski.
4.Wiercić otwór f6 na głębokość 38 - Wiertło 6.
5.Powiercić otwór do f9 - wiertło9.
6.Rozwiercanie na wymiar f10 (+0,022) - rozwiertak 10.
080 Toczyć (wymiar z rysunku 28 w uchwycie):
1.Toczyć średnicę zewnętrzną f20 (+0,3) - Nóż./Płytka.
2.Toczyć średnicę f18 - Nóż./Płytka.
3.Toczyć średnicę f26 (+0,3) - Nóż./Płytka.
4.Odmocować i sprawdzić - Klucz do zacisku, suwmiarka.
090 Toczyć (wymiar z rysunku 40 w uchwycie):
1.Detal zamocować w zacisku.
2.Planować czoło - Nóż./Płytka.
3.Toczyć średnicę zewnętrzną f20 - Nóż./Płytka.
4.Toczyć średnicę zewnętrzną f30 (-0,033) - Nóż./Płytka
100 Wiercić:
1.Wykonać nakiełek A2.5 - Nawiertak 2.5, oprawka, zacisk, tulejka, konik tokarski.
2.Wiercić otwór f3 na głębokość 6 - Wiertło 3.
3.Fazować 60' na głębokość 3mm - Botek 60'.
Proszę uprzejmie o sprawdzenie procesu.


")






