



")
O0001 (Program number)
N005 T01 M06 (Place 1.0 inch milling
cutter in spindle)
N010 G90 G54 S700 M03 T02 (Select
abs. mode, coordinate system, start
spindle, and get the next tool ready)
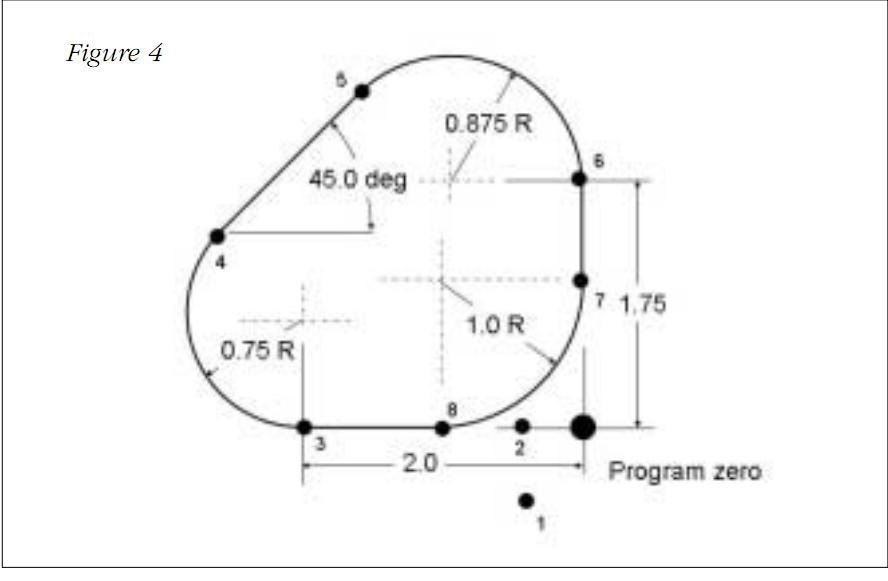
N015 G00 X-0.5 Y-0.6 (Rapid to point
1)
N020 G43 H01 Z-0.6 (Rapid to work
surface in Z)
N025 G41 G01 D31 Y0 F5.0 (Instate
cutter comp to point 2)
N030 G16 X-2.0 Y0.75 A270.0 Q0.75
(Instate polar coordinates, feed to
point 3)
N040 G02 A135.0 R0.75 (Circular
move to point 4)
N045 G01 X-0.875 Y1.75 A135.0
Q0.875 (Feed to point 5)
N050 G02 A0 R0.875 (Circular move to
point 6)
N055 G01 X-1.0 Y1.0 A0 Q1.0 (Feed to
point 7)
N060 G02 A270.0 R1.0 (Circular move
to point 8...)
N065 G00 G16 Z0.1 (Rapid out in Z,
cancel polar coordinates)
N070 G40 (Cancel cutter comp.)
N075 G91 G28 Z0 M19 (Return to tool
change position, orient spindle)
N080 M01 (Optional stop)
(mam w robocie dwie maszyny na fanucu ale żadna tego programu nie kupuje)
potrzebuje informacji na temat jak przybierać np 1 stopień po określonym łuku lub jak wykonać pełne koło



")

")







