no to okazało się ze armatke masz ceramiczną oby nie z węglika.. czyli szukamy wiertła diamentowego

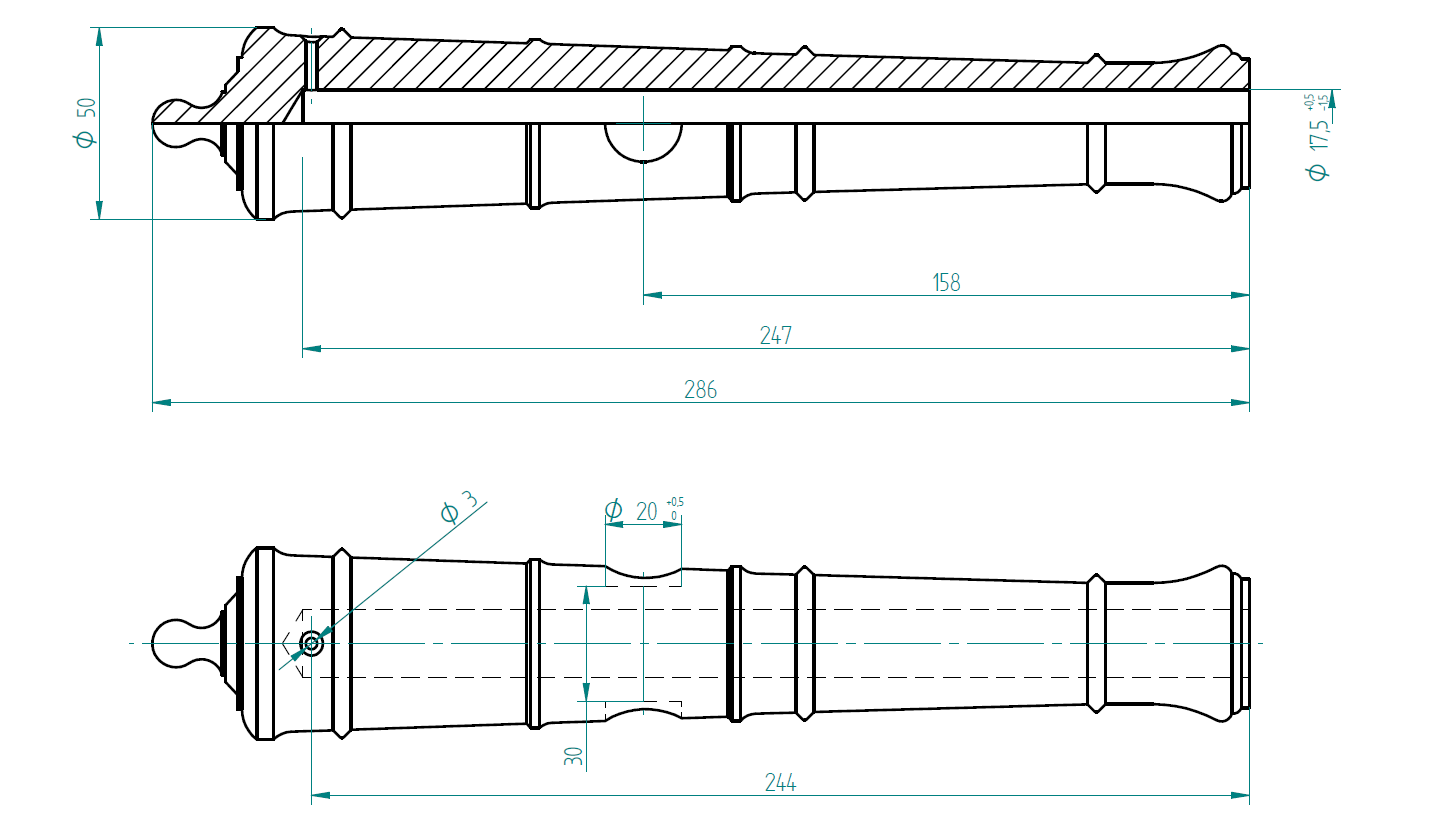
a tak na serio te armaty mają byc sprawne? tzn będziesz ladował czarnym prochem i strzelał bo widze otwór zapłonowy? jak tak to dno chyba powinno byc okrągłe lub płaskie
na wylocie lufy musi tez byc odpowiednio duza faza chyba 60* albo okrągła , ma ona bardzo duzy wpływ na celnosc (tgz korona lufy)
Ostatnio zmieniony 08 cze 2016, 22:50 przez
Armstec, łącznie zmieniany 2 razy.


")


")
")
")






