



Wiercenie dużych otworów w grubej stali.
-
bear
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1298
- Rejestracja: 15 gru 2014, 23:03
- Lokalizacja: Łódź
Re: Wiercenie dużych otworów w grubej stali.
Na olx jest wystawiony taki "przyrząd". Nawet na yt jest film jak wiertarką stołową to wycina krążek 100mm i powiem szczerze że idzie całkiem sprawnie.

-
Bartollini
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 185
- Rejestracja: 06 lis 2012, 16:59
- Lokalizacja: Wkz
-
pitsky
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 516
- Rejestracja: 06 maja 2005, 09:58
- Lokalizacja: Lublin
Re: Wiercenie dużych otworów w grubej stali.
https://youtu.be/kqr8VwdcOWk
W stali 16mm fi 109 na wiertarce!
W stali 16mm fi 109 na wiertarce!
Ostatnio zmieniony 25 kwie 2021, 21:30 przez pitsky, łącznie zmieniany 1 raz.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8194
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Wiercenie dużych otworów w grubej stali.
Ja jak nie miałem numeryczności to rysowałem cyrklem okrąg , dosunąłem frez do trasy i ręcznie w/g niej dwoma korbkami kręciłem na raz.
.... wychodziło nieźle.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
strikexp
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 4685
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Re: Wiercenie dużych otworów w grubej stali.
Najpierw się śmiałem że to gówno do drewna. No ale wersja do stali robi wrażenie. Zasada działania podobna do wytaczadła, tylko inne noże.
Jednak ma to moim zdaniem tą wadę, że wymaga wolnoobrotowej maszyny. A z tym nie tak łatwo.
Jednak ma to moim zdaniem tą wadę, że wymaga wolnoobrotowej maszyny. A z tym nie tak łatwo.
-
 TOP67
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2224
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Wiercenie dużych otworów w grubej stali.
Podstawowa różnica jest zupełnie gdzie indziej. Wytaczadło wymaga sztywnej maszyny, a w balerince jest otwór prowadzący i można jej użyć na wiertarce stołowej. Nic nie stoi na przeszkodzie, żeby taki otwór zrobić w poniżej materiału, wtedy można roztaczać istniejące otwory mniejszym wiórem i z większą prędkością.
-
 MrWaski
MrWaski
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 427
- Rejestracja: 26 sty 2020, 10:16
- Lokalizacja: Słocina
Re: Wiercenie dużych otworów w grubej stali.
Też miałem podobne wyzwanie z otworem pod silnik i załatwiłem temat frezem na stole obrotowym.
Żeby frez założony w Zosi miał łatwiej, wywierciłem kilkanaście otworów po obwodzie, o fi większym od freza (pewność frezowania przeciwbieżnego).
Wyszło tak:
Żeby frez założony w Zosi miał łatwiej, wywierciłem kilkanaście otworów po obwodzie, o fi większym od freza (pewność frezowania przeciwbieżnego).
Wyszło tak:
Ostatnio zmieniony 25 kwie 2021, 22:31 przez MrWaski, łącznie zmieniany 1 raz.
-
Cięciwa
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 122
- Rejestracja: 25 gru 2020, 10:14
- Lokalizacja: prawie w centrum Polski
Re: Wiercenie dużych otworów w grubej stali.
Jak nie miałem porządnej wiertarki to takie otwory, ok 100mm, robiłem na tokarce. Otwornica na trzpieniu w uchwyt a duży detal podparty konikiem.
-
pavyan
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 789
- Rejestracja: 12 paź 2018, 21:36
Re: Wiercenie dużych otworów w grubej stali.
Jak już wspomniał Strikexp, przy takich średnicach otworów ważny staje się problem dostępności stosunkowo wolnych obrotów w maszynie (50-100/min).
Jeśli takie obroty są, to można wykonać duże otwory na frezarce z pomocą bardzo prostego "wytaczadła", o stałej średnicy wytaczania. Otwór nie będzie zbyt dokładny, ale odpowiednio podszlifowując nóż można dostać dokładność w okolicy kilku dziesiątych milimetra (a w Twoim przypadku tolerancja średnicy 100mm nie jest kluczowa, to nie jest otwór pod łożysko - bo do tego nada się tylko wytaczadło nastawne).
Zrobiłem sobie kiedyś takie niby-wytaczadło stałe, i czasem używam - jeśli potrzeba, wiercę nowy otwór na odpowiednim promieniu, wstawiam nóż, ostrzę i jazda. Mocuję całość w zacisku ⌀20mm, ale większa średnica mocowania będzie lepsza. Niestety, aby wykonać taką tarczę, potrzebna jest tokarka i gruby plaster z większego stalowego wałka jako materiał.
Poniżej uproszczony rysunek "wycinacza" do Twojego otworu, nóż jest dociskany w otworze wkrętem z boku (nie jest narysowany, i powinien mieć spłaszczenie pod wkrętem żeby nie mógł się obrócić). Noże wykonuję np. ze złamanych gwintowników HSS. Oczywiście trzeba mieć jakieś pojęcie o teorii skrawania i geometrii ostrza, by odpowiednio naostrzyć i ustawić nóż, by nie przycierał tyłkiem.
Na czerwono narysowałem ewentualny (solidny) trzpień pilotujący, który może być integralny lub wciśnięty w ciasny otwór. Przy dużych średnicach może być potrzebny.
Jeśli takie obroty są, to można wykonać duże otwory na frezarce z pomocą bardzo prostego "wytaczadła", o stałej średnicy wytaczania. Otwór nie będzie zbyt dokładny, ale odpowiednio podszlifowując nóż można dostać dokładność w okolicy kilku dziesiątych milimetra (a w Twoim przypadku tolerancja średnicy 100mm nie jest kluczowa, to nie jest otwór pod łożysko - bo do tego nada się tylko wytaczadło nastawne).
Zrobiłem sobie kiedyś takie niby-wytaczadło stałe, i czasem używam - jeśli potrzeba, wiercę nowy otwór na odpowiednim promieniu, wstawiam nóż, ostrzę i jazda. Mocuję całość w zacisku ⌀20mm, ale większa średnica mocowania będzie lepsza. Niestety, aby wykonać taką tarczę, potrzebna jest tokarka i gruby plaster z większego stalowego wałka jako materiał.
Poniżej uproszczony rysunek "wycinacza" do Twojego otworu, nóż jest dociskany w otworze wkrętem z boku (nie jest narysowany, i powinien mieć spłaszczenie pod wkrętem żeby nie mógł się obrócić). Noże wykonuję np. ze złamanych gwintowników HSS. Oczywiście trzeba mieć jakieś pojęcie o teorii skrawania i geometrii ostrza, by odpowiednio naostrzyć i ustawić nóż, by nie przycierał tyłkiem.
Na czerwono narysowałem ewentualny (solidny) trzpień pilotujący, który może być integralny lub wciśnięty w ciasny otwór. Przy dużych średnicach może być potrzebny.
- Załączniki
-
Pomogłem? Kliknij, proszę :-)
-
 Rafalgl
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1238
- Rejestracja: 24 gru 2020, 01:43
Re: Wiercenie dużych otworów w grubej stali.
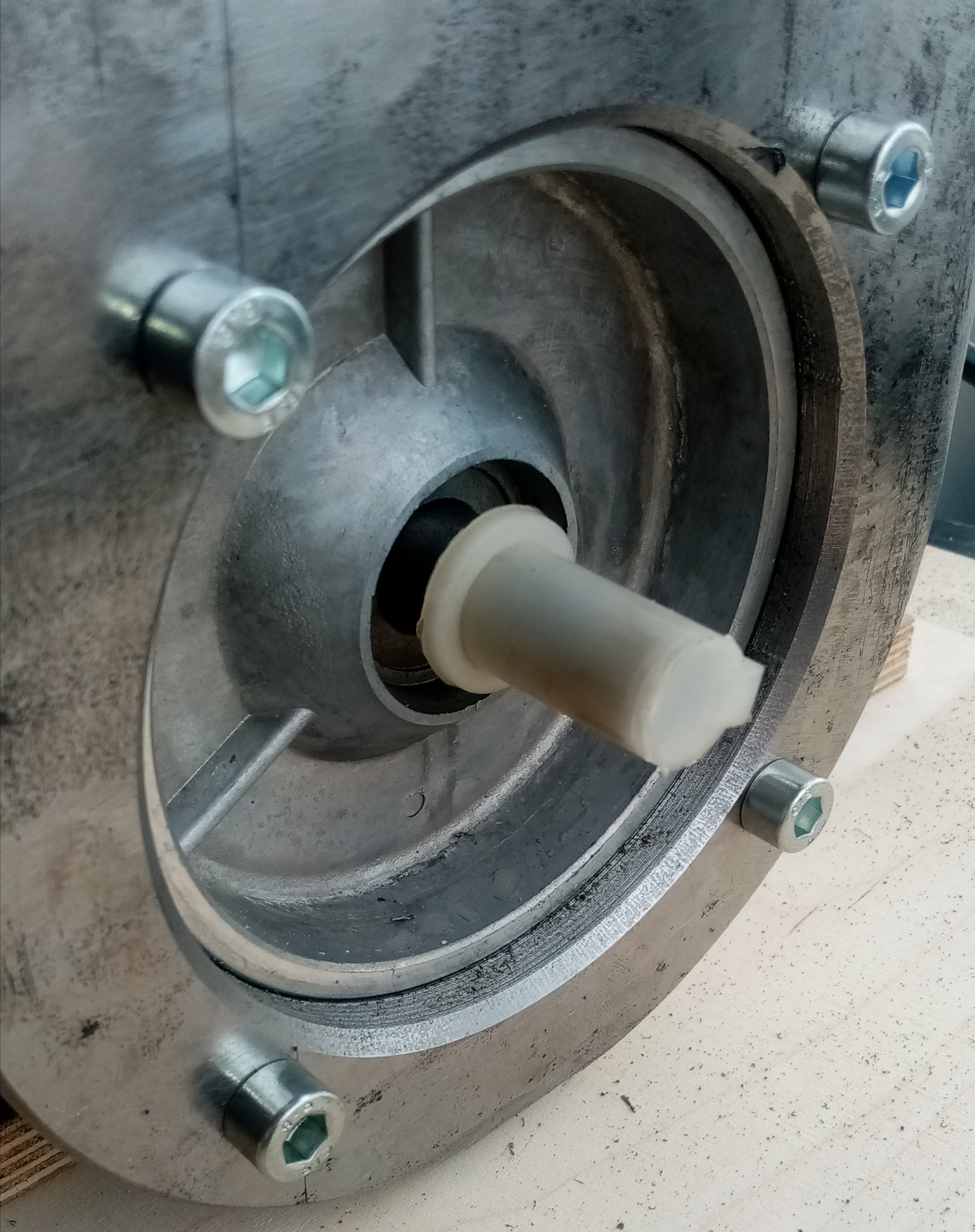
Dzięki za wszystkie cenne rady! Obeszło sie bez wytaczadła Ostatecznie zrobiłem to tak - wyrysowałem okrąg cyklem, w środku niego wyznaczyłem i wierciłem otwory mocujące do stołu obrotowego. Zamocowałem płytę śrubami bezpośrednio do stołu, oddzielając ją jedynie podkładkami. Następnie frezem gryzakiem fi 6 powoli zbierałem po kilka mm materiału na obrót. Na koniec oblecalem fazownikiem, odcialem a pilnikiem usunalem zadziory i wyszło to tak
Ostatecznie zrobiłem to tak - wyrysowałem okrąg cyklem, w środku niego wyznaczyłem i wierciłem otwory mocujące do stołu obrotowego. Zamocowałem płytę śrubami bezpośrednio do stołu, oddzielając ją jedynie podkładkami. Następnie frezem gryzakiem fi 6 powoli zbierałem po kilka mm materiału na obrót. Na koniec oblecalem fazownikiem, odcialem a pilnikiem usunalem zadziory i wyszło to tak
 Ostatecznie zrobiłem to tak - wyrysowałem okrąg cyklem, w środku niego wyznaczyłem i wierciłem otwory mocujące do stołu obrotowego. Zamocowałem płytę śrubami bezpośrednio do stołu, oddzielając ją jedynie podkładkami. Następnie frezem gryzakiem fi 6 powoli zbierałem po kilka mm materiału na obrót. Na koniec oblecalem fazownikiem, odcialem a pilnikiem usunalem zadziory i wyszło to tak
Ostatecznie zrobiłem to tak - wyrysowałem okrąg cyklem, w środku niego wyznaczyłem i wierciłem otwory mocujące do stołu obrotowego. Zamocowałem płytę śrubami bezpośrednio do stołu, oddzielając ją jedynie podkładkami. Następnie frezem gryzakiem fi 6 powoli zbierałem po kilka mm materiału na obrót. Na koniec oblecalem fazownikiem, odcialem a pilnikiem usunalem zadziory i wyszło to tak
Kto pyta, nie błądzi.






