")
Chodzi o migrację z programu camview-emc, który zawsze był trudny w instalacji i kapryśny w działaniu, a obecnie w ogóle nie jest wspierany, na coś lepszego.
Podgląd z kamery w oknie linuxcnc załatwia Mplayer, pozostaje problem przycisków którymi da się cały proces uprościć do kilku kliknięć.
Cóż, pomimo stu odsłon tamtego wątku, chyba nikt nie ma ochoty się tym zająć, więc nie pozostało mi nic innego jak zarwać noc i sprawę popchnąć do przodu.
Opis problemu :
Materiał na stole obrabiarki można ustawić na bazach i wtedy program musi wcelować tam gdzie powinien, albo materiał ustawić jak popadnie i w programie dokonać odpowiednich poprawek.
Ustawianie na bazach często nie wchodzi w grę, bo albo jest uciążliwe, jak szarpanie się z arkuszem blachy ważącym tonę, albo po prostu niemożliwe, bo na przykład mamy do dyspozycji ścinek materiału o nieregularnych kształtach ...
Z pomocą przychodzi polecenie G10 L2, które umożliwia przesunięcie początku układu współrzędnych w aktualne położenie narzędzia. Ale problemem pozostaje ustalenie o jaki kąt należy ten układ współrzędnych obrócić.
Rozwiązanie :
Na maszynie montujemy kamerę, albo laser, albo dowolny wskaźnik lub czujnik i oczywiście instalujemy program.
Najpierw zadajemy offset narzędzia "kamera", normalnie, przez G43, potem przesuwamy kamerę czujnik dokładnie w to miejsce, gdzie przed zmianą narzędzia było wrzeciono czy palnik.
Służy do tego przycisk "cam on".
Mówiąc inaczej kamera będzie patrzyła dokładnie w to miejsce, na które powinno "patrzeć" narzędzie.
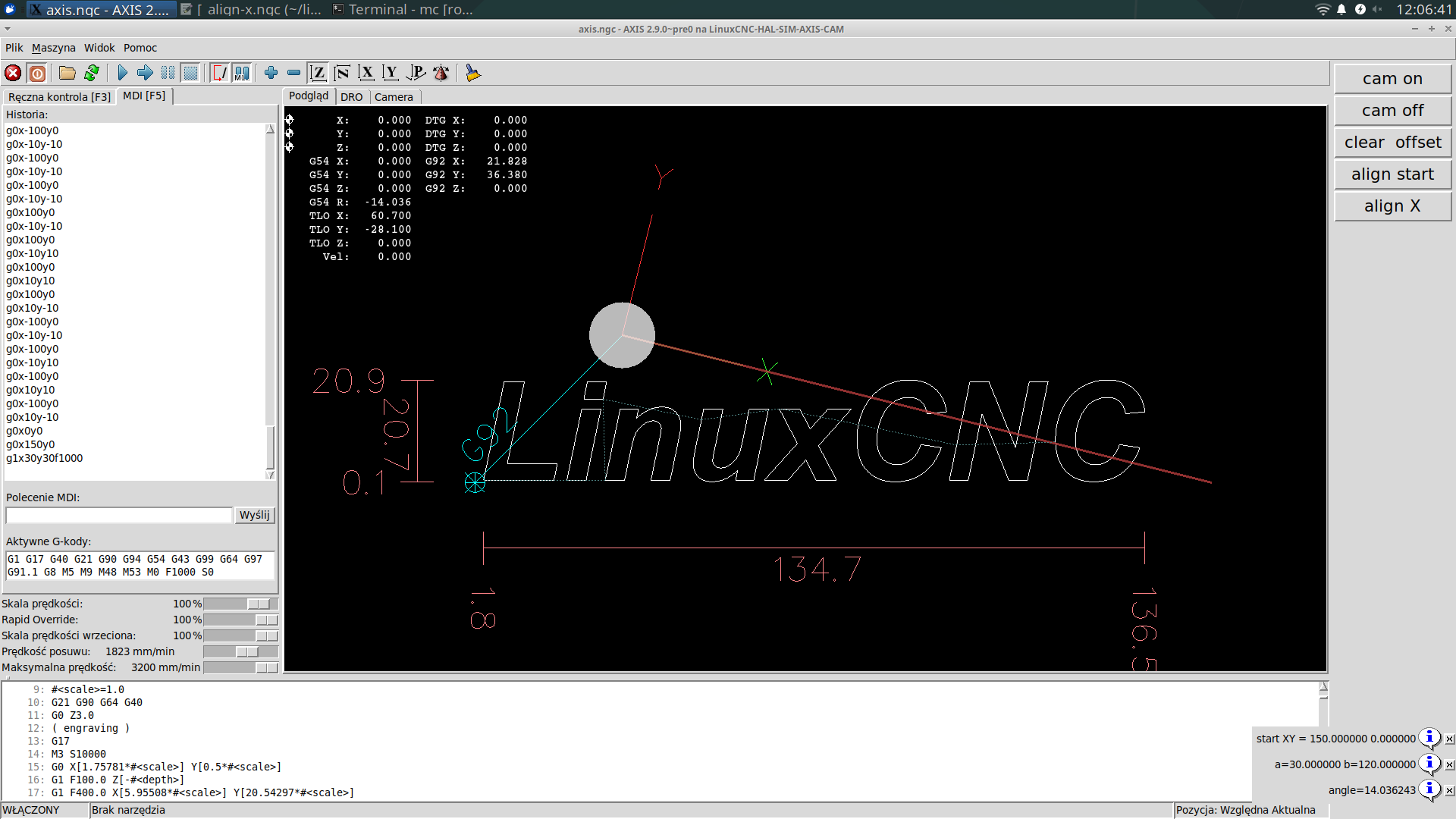
Potem kasujemy ewentualny offset z poprzedniego G10 L2 (przycisk "clear offset"), najeżdżamy na miejsce w którym byśmy chcieli mieć punkt leżący na dodatniej półosi X (X>0, Y=0) i klikamy pierwszy przycisk ("align start"), najeżdżamy na punkt w którym byśmy chcieli mieć początek układu współrzędnych (X=0, Y=0) i klikamy drugi przycisk ("align X").
Potem zdejmujemy offset kamery, tak jak go zrobiliśmy tylko odwrotnie. I gotowe.
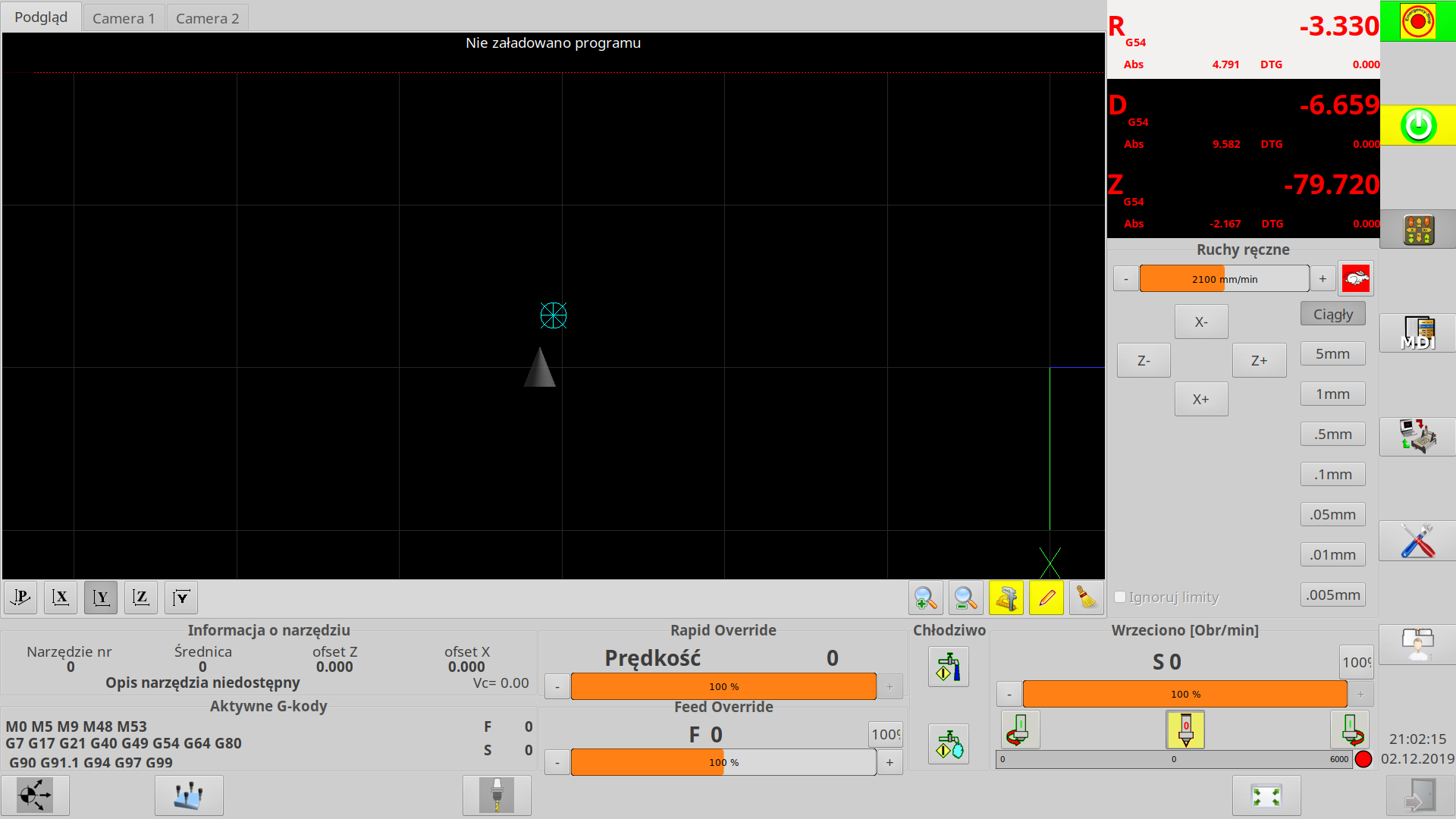
Na poniższym obrazku widać to dokładnie, Najpierw najechałem punkt X150,Y0 i go zaznaczyłem, potem pojechałem do punktu X30,Y30 i kazałem tam przenieść układ współrzędnych.
Wartości TLO X i TLO Y to jest offset kamery Wartość G54 R to jest wyliczony przez program kąt obrotu,
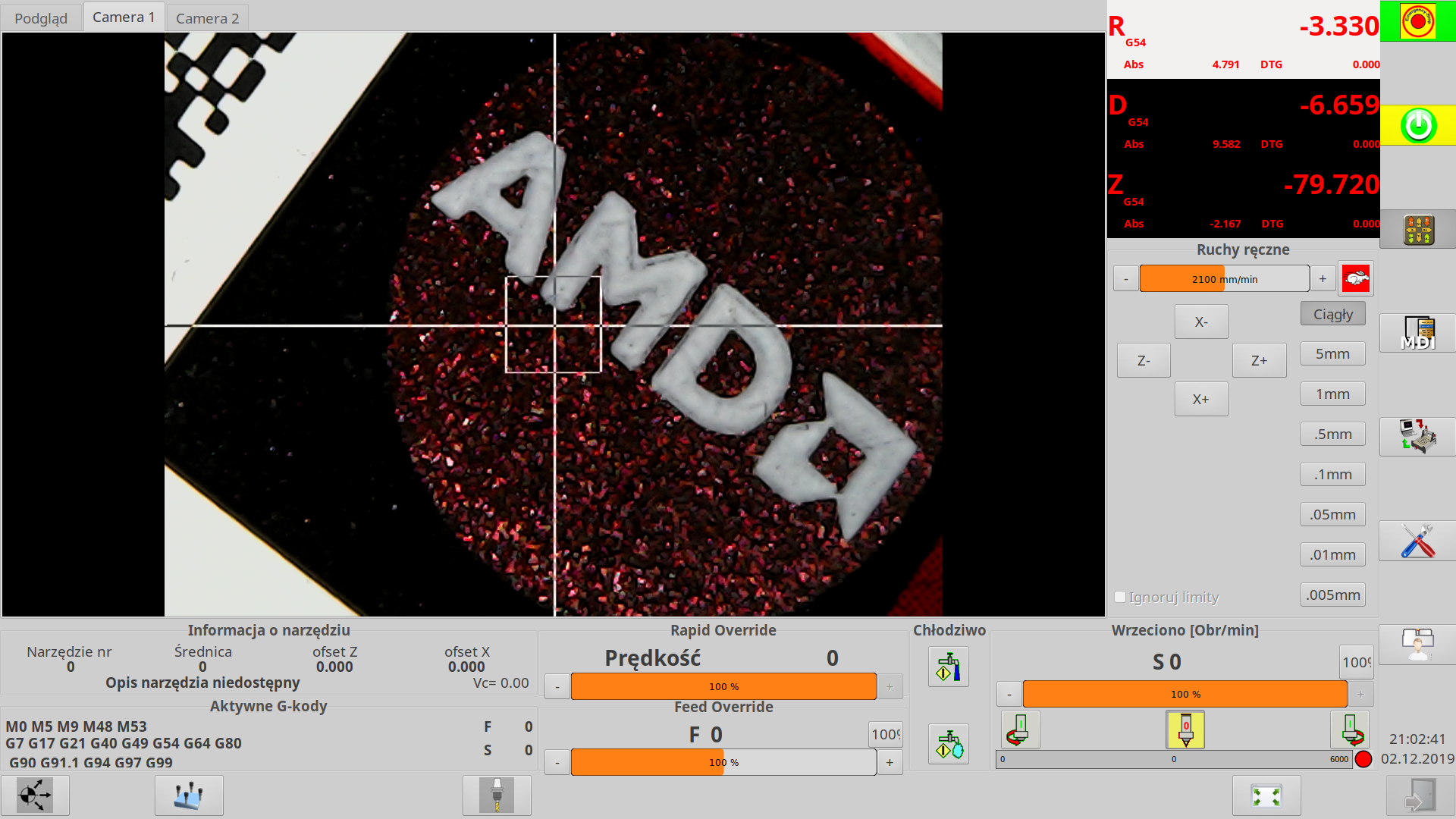
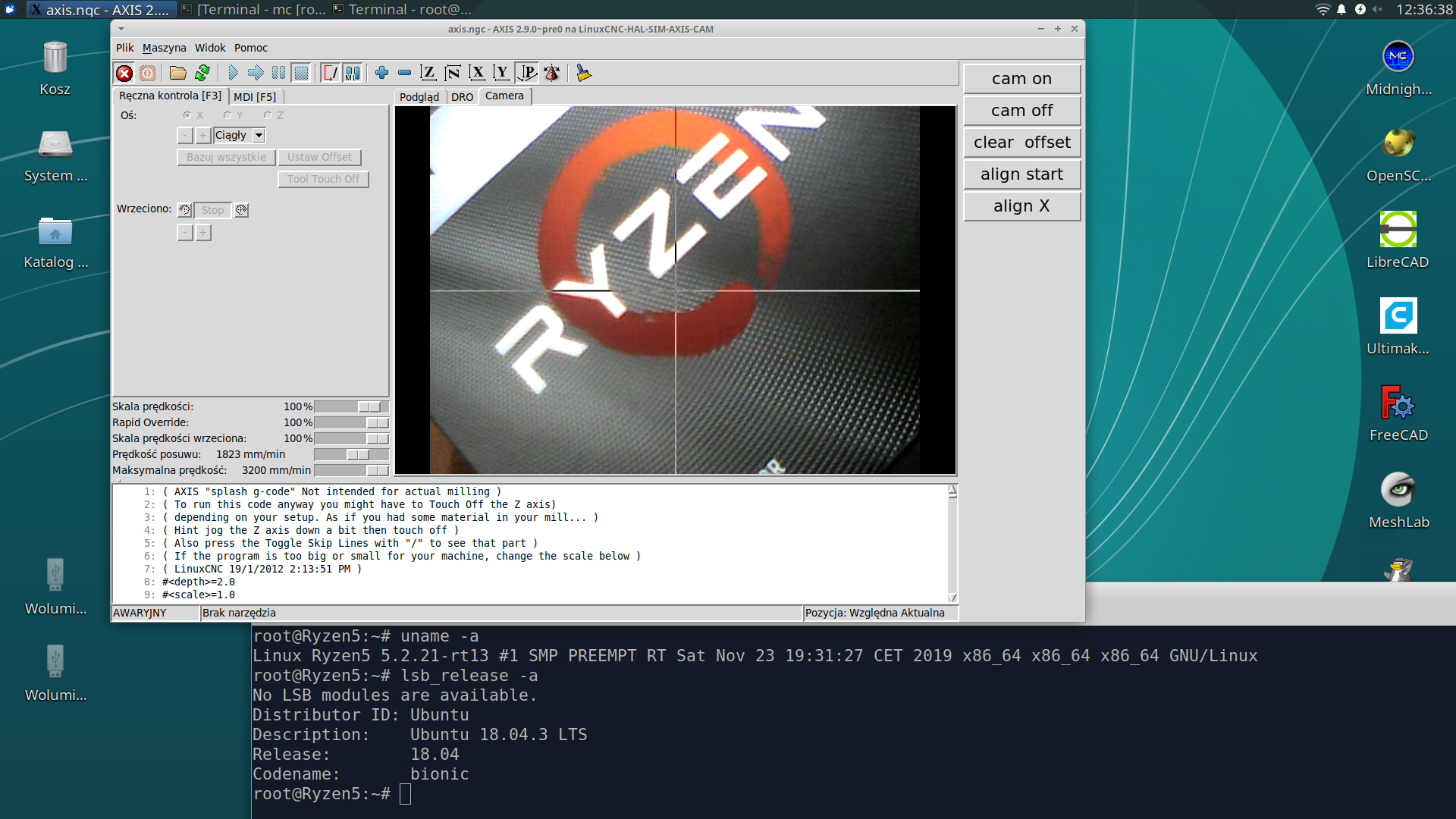
Drugi obrazek z podglądem z kamery, niestety nie na maszynie a w symulatorze, więc kamera patrzyła na pudełko po procesorze ...
Do zrobienia :
Program trzeba sprawdzić i ewentualnie poprawić.
KONIECZNIE plik panel.xml trzeba przepisać z pyvcp na Glade, bo inaczej nie da się przycisków przenieść do zakładki w oknie podglądu.
W załączniku pliki konieczne do uruchomienia symulacji.
W pliku cam-sim.ini może być konieczna zmiana parametrów Mplayera, żeby dopasować do posiadanej kamery.
Nie jestem autorem użytych subów, kiedyś skądś je ściągnąłem, ale było w nich tyle błędów, że właściwie wymagały napisania od nowa. Wszystko oczywiście jest na licencji GPL.
Offset kamery ustawiony jest normalnie, w tabeli narzędzi, jako narzędzie nr 99.
Jak będą pytania, to odpowiem.




")