



Wstyd się przyznać ale dopiero w 2 lata po zakupie mam czas popoprawiać i poustawiać tokarkę. Zachęcił mnie do tego też ten film z youtube:
Na początek zmieniłem korbki, ale w uboższej wersji, tylko z powierconym prętem. Zastanawiałem się czy nie użyć poliamidu, ale akurat miałem idealny pręt z aluminium więc zrobiłem coś co będzie wieczne.
Potem zabrałem się za tą dodatkową blokadę suportu, choć nie starczyło dnia. Przy okazji rozmontowałem cały suport i wyczyściłem. Przewierciłem wiertłem 4.8 centralny otwór z przodu i nagwintowałem. Ponieważ był nieprzelotowy i pakował się tam cały syf z toczenia. Ogólnie wszystkie nieużywane otwory w suporcie musiałem czyścić z 2h. Więc teraz powkręcałem śruby a nawet dałem plastikową zasłonkę na górze, tak żeby zakryła śruby od nakrętki. Wywierciłem też otwór pod montaż tej blokady suportu w przyszłości.
Sorry że nie ma zdjęć, ale zapomniałem zrobić a ręce miałem całe w opiłkach i oleju.
Przy ponownym składaniu suportu, widząc co do czego jest bo oczywiście instrukcji żadnej nie było od "polskiego producenta", pokasowałem luzy i wycentrowałem nakrętkę śruby. Teraz suport chodzi dość ciężko, ale wydaje mi się że tak powinien chodzić, korbką od posuwu bez problemu go przesuwam.
Ale przy okazji rozbiórki suportu zaczęła mnie zastanawiać jedna rzecz. Suport jest od dołu dociskany przez coś w rodzaju płaskownika - dociskacz (brakuje mi fachowej nazwy) na dwie śruby dociągające i dwie odpychające. Czy nie lepiej byłoby wymienić te dociskacze na elementy mosiężne? Czy w ogóle jest sens bawić się w takie rozwiązanie skoro po drugiej stronie powierzchnie bazowe są zdzierane przez żeliwny suport?
Widziałem też przeróbkę tego elementu na śruby z kulką od łożyska,, ale obawiam się większego zdzierania przez kulkę niż przez 10mm szerokości dociskacza.
Ulepszenia mini lathe

-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 5597
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: Ulepszenia mini lathe
ja luz powstały przez wycieranie wybieram w taki sposób oryginalnie ten płaskownik oraz łoże od spodu sie wyciera wiec po czasie nie da się już normalnie skasować luzu i dlatego zebrałem więcej z tego płaskownika a dystans reguluje śrubami kontrującyistrikexp pisze:Suport jest od dołu dociskany przez coś w rodzaju płaskownika
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
Znaki
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 10
- Posty: 229
- Rejestracja: 19 sty 2019, 15:54
Re: Ulepszenia mini lathe
Z mojej strony szczerze polecam Ci skrobanie i docieranie wszystkiego co powinno przylegać. Gdy sprawdzałem elementy na kawałku granitu to była tragedia, szufladka miała kontakt tylko na końcach, support to jedynie parę punktów chociaż powierzchnia nie wyglądała tak źle. Pomyśl o falowniku z silnikiem 3f, wart każdej złotówki
Zobacz na mój film jaka sztywność udało mi się uzyskać.
Mam jeszcze drugi film gdzie próbuje złapać więcej. Materiał to śruba klasy 10.9 w środku raczej nie była twarda
Zobacz na mój film jaka sztywność udało mi się uzyskać.
Mam jeszcze drugi film gdzie próbuje złapać więcej. Materiał to śruba klasy 10.9 w środku raczej nie była twarda
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)
-
strikexp
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 25
- Posty: 4685
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Re: Ulepszenia mini lathe
Robi wrażenie taka sztywność. Ale ja nie chcę pogiąć mojej to nie będę szalał.
Taki test na śrubie ciężko ocenić ponieważ jak dobrze pamiętam stal na śruby jest kiepska. Lepiej wziąć zwykły wałek fi 20 z S235 lub C45.
U mnie niestety suport jest wystający jak u Ciebie AdamFX docisk. Więc po wytarciu łoża stracę możliwość kasowania luzy, trzeba będzie przefrezować suport
Wracając do tematu, po ulepszeniach (które pokaże jak w końcu zrobię zdjęcia) zabrałem się za wymianę łożysk. Moim chińskim mikrometrem i amatorskimi łapami kiepsko było zrobić rzetelny pomiar. Jednak wygląda na to że przy pomiarze 3-punktowym mocowanie łożysk ma 29,99mm. Było zimno więc może dlatego nie setka na plusie jak u AdamFX. Tokarka Bass Tools Polska dla ciekawych od kogo kupiłem. Ale za to kliny na wrzecionie montowane jednorazowo, czyli miałem duży problem jak je wyciągnąć i w końcu pomogło imadło. dotarłem boki papierem ściernym to może nie będzie takiego problemu w przyszłości.
W środku łożyska tył - 6206RS i 6206RZ przód. Nie wiem po co takie kombinacje skoro to są łożyska zwykłe kulkowe, a to RZ ma zwiększone dwukrotnie maksymalne obroty. Tylko że i tak wrzeciono osiąga maksymalnie 25% obrotów łożyska RS...
Nie miałem czym zmierzyć wrzeciennika, ale łożysko tylnie wystukałem śrubą M10. Więc pasowania ścisłego tam nie było. Strzelam że było na plusie 1-2 setki. Niestety na wrzecienniku wada odlewnicza na jednym z mocowań, jak to u chinoli:


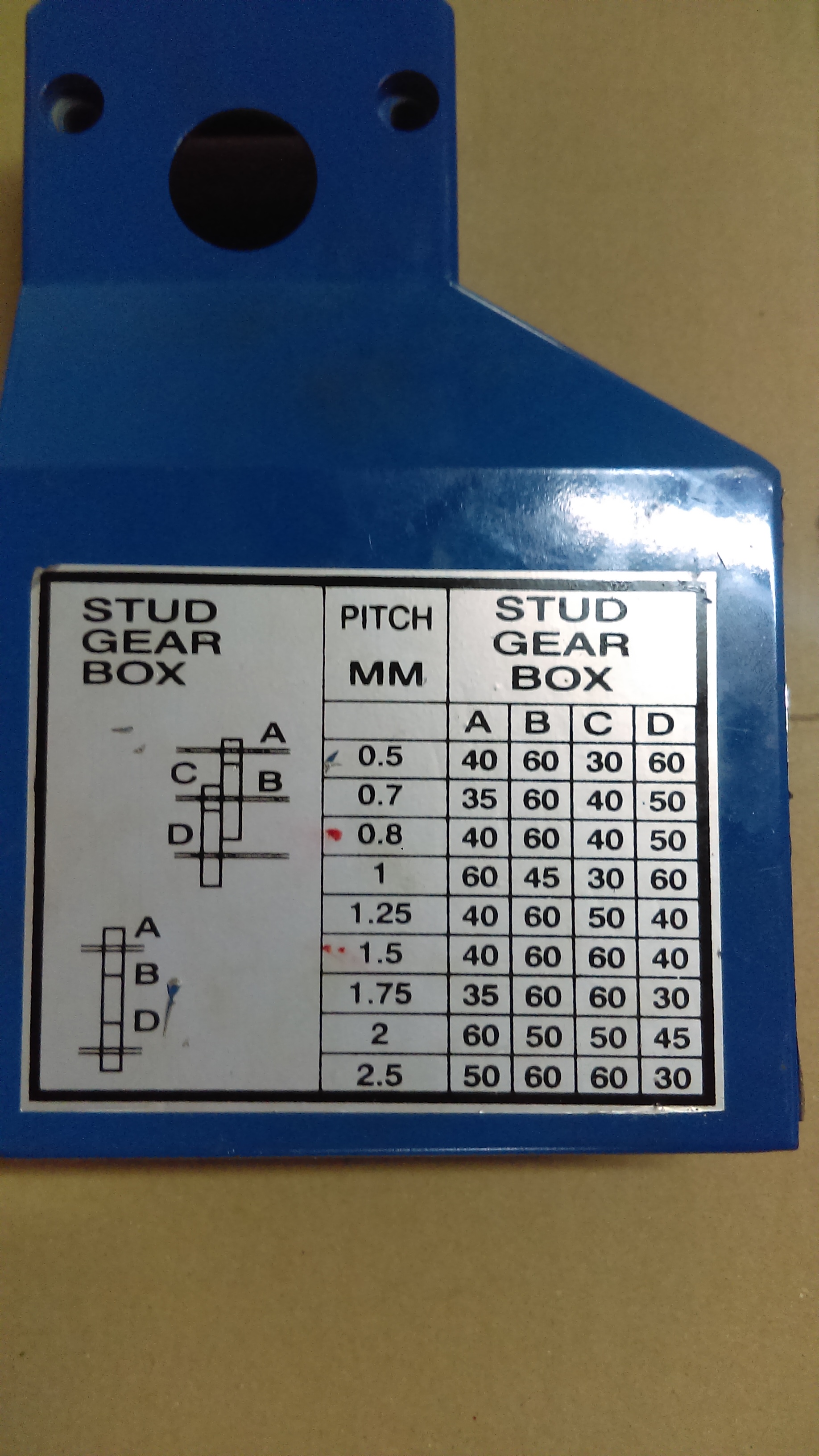
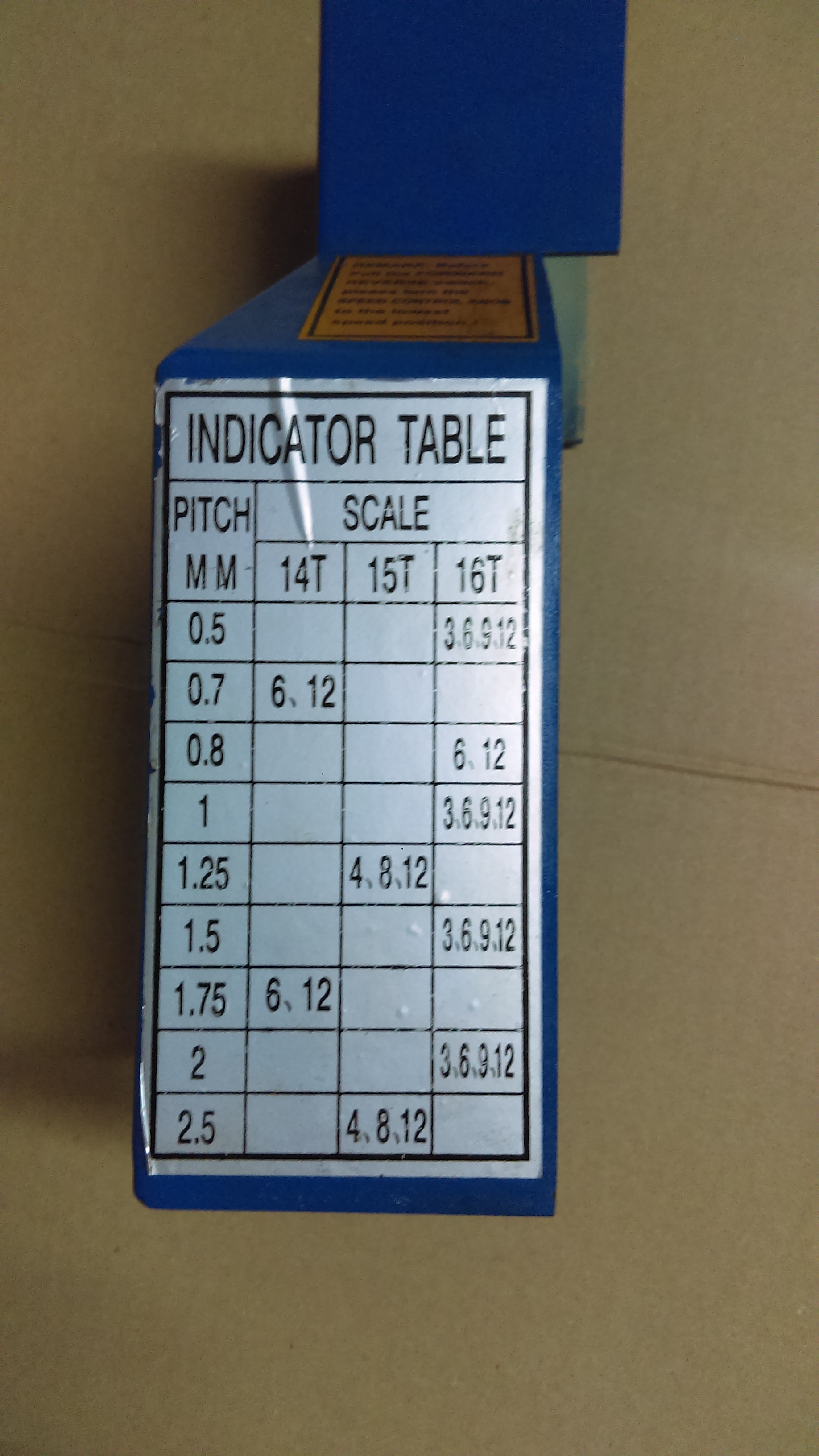
Jako bonus tabliczki bo zauważyłem że się łatwo uszkadzają:
Zwymiarowałem zgrubnie wrzeciono i wrzeciennik. Ale rysunek nietechniczny to nie wiem czy wrzucać. W każdym razie wrzeciennik ma ścianki tylko 6-7mm, z wyjątkiem tych gdzie są mocowania na łożyska. Tam jest 32mm grubości, z czego 6mm zapory na łożysko i jakieś 10mm wcięcia przed łożyskiem.
Taki test na śrubie ciężko ocenić ponieważ jak dobrze pamiętam stal na śruby jest kiepska. Lepiej wziąć zwykły wałek fi 20 z S235 lub C45.
U mnie niestety suport jest wystający jak u Ciebie AdamFX docisk. Więc po wytarciu łoża stracę możliwość kasowania luzy, trzeba będzie przefrezować suport
Wracając do tematu, po ulepszeniach (które pokaże jak w końcu zrobię zdjęcia) zabrałem się za wymianę łożysk. Moim chińskim mikrometrem i amatorskimi łapami kiepsko było zrobić rzetelny pomiar. Jednak wygląda na to że przy pomiarze 3-punktowym mocowanie łożysk ma 29,99mm. Było zimno więc może dlatego nie setka na plusie jak u AdamFX. Tokarka Bass Tools Polska dla ciekawych od kogo kupiłem. Ale za to kliny na wrzecionie montowane jednorazowo, czyli miałem duży problem jak je wyciągnąć i w końcu pomogło imadło. dotarłem boki papierem ściernym to może nie będzie takiego problemu w przyszłości.
W środku łożyska tył - 6206RS i 6206RZ przód. Nie wiem po co takie kombinacje skoro to są łożyska zwykłe kulkowe, a to RZ ma zwiększone dwukrotnie maksymalne obroty. Tylko że i tak wrzeciono osiąga maksymalnie 25% obrotów łożyska RS...
Nie miałem czym zmierzyć wrzeciennika, ale łożysko tylnie wystukałem śrubą M10. Więc pasowania ścisłego tam nie było. Strzelam że było na plusie 1-2 setki. Niestety na wrzecienniku wada odlewnicza na jednym z mocowań, jak to u chinoli:
Jako bonus tabliczki bo zauważyłem że się łatwo uszkadzają:
Zwymiarowałem zgrubnie wrzeciono i wrzeciennik. Ale rysunek nietechniczny to nie wiem czy wrzucać. W każdym razie wrzeciennik ma ścianki tylko 6-7mm, z wyjątkiem tych gdzie są mocowania na łożyska. Tam jest 32mm grubości, z czego 6mm zapory na łożysko i jakieś 10mm wcięcia przed łożyskiem.
-
strikexp
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 25
- Posty: 4685
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Re: Ulepszenia mini lathe
Po obejrzeniu łoża stwierdzam że to jednak chińska zabawka. Brak podparcia po jednej stronie gdzie montowany jest silnik poważnie osłabia konstrukcję.
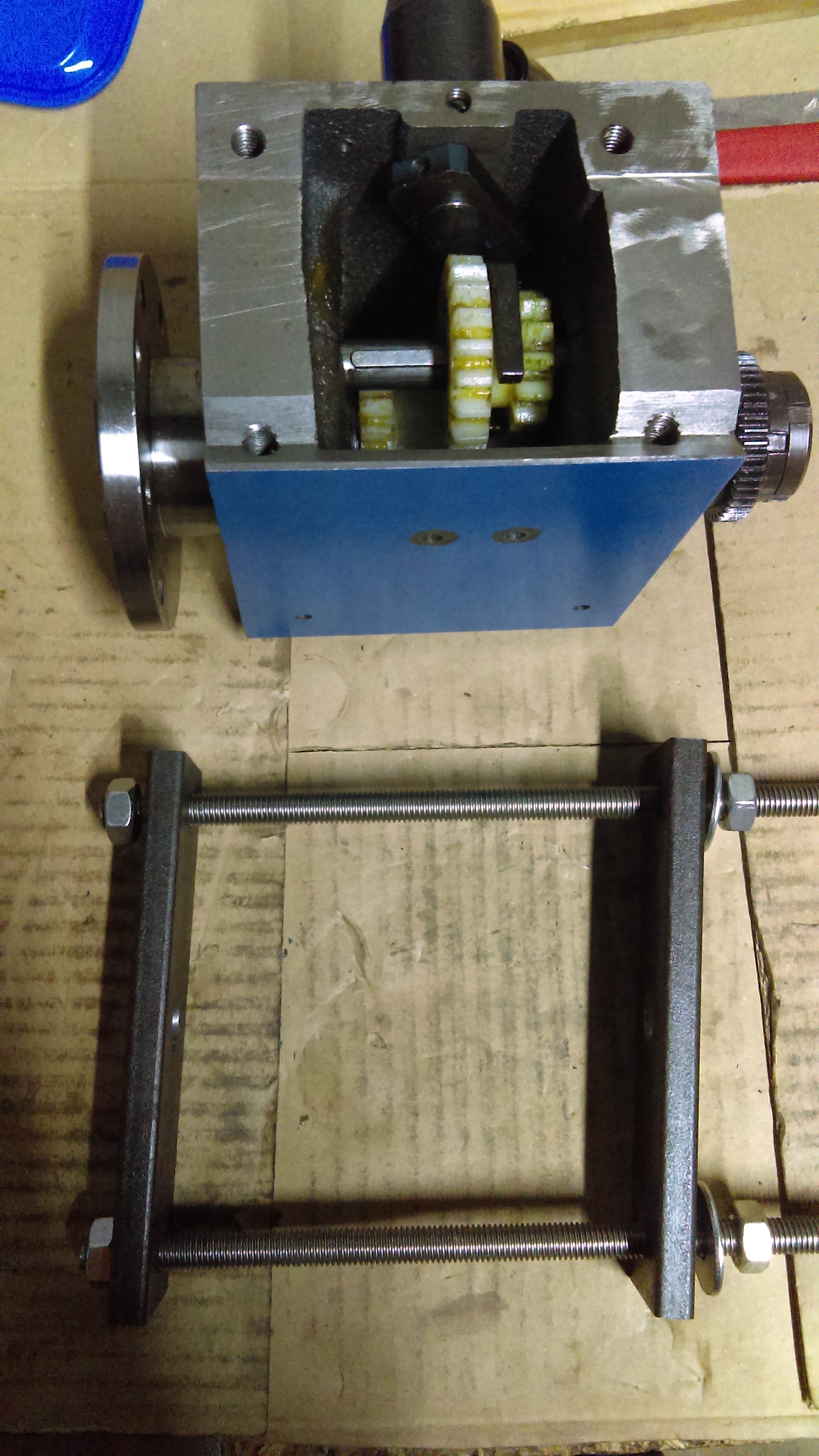
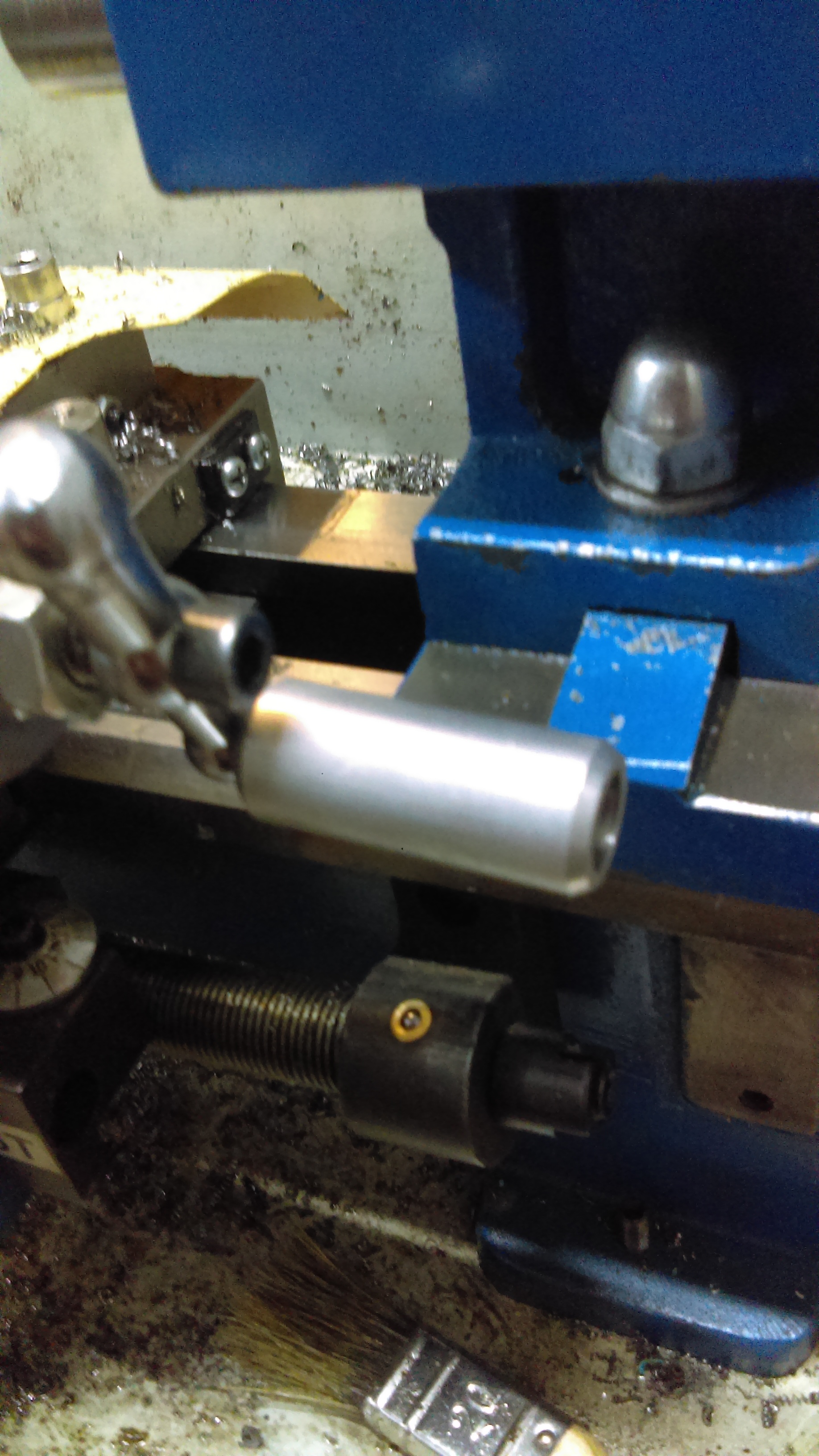
A do tego tak popasowali te elementy w moim egzemplarzu że wszystko jest na wcisk. Od razu ostrzegam, przygotujcie sobie odpowiedni sprzęt do rozbierania/składania. Próbowałem wbić mniejszy wał w łożysko młotkiem, zapierając o wrzeciono. Ale niewiele to dało więc nie kontynuowałem tej głupoty tylko zrobiłem sobie taki ściskacz:
Nie do końca wiem jak mocno należy zacisnąć łożyska stożkowe na wrzecienniku. Chodzi zdecydowanie ciężej niż poprzednio. Ale same łożyska stożkowe chodzą ciężej niż kulowe więc nie wiem co o tym myśleć.
Nie wiem też która część wrzeciennika powinna być bez bicia. Na tej wystającej płaszczyźnie było bicie od 1,5 do 3 setek. Ale w miejscu gdzie są otwory montażowe uchwytu czujnik ani drgnął, tylko pytanie czy czujnik dotykał tej powierzchni bo nie zwróciłem uwagi co wskazywała mniejsza wskazówka.
Po testowym przetoczeniu wałka bez konika miałem na odległości 80mm różnicę średnicy 0,02mm. Nie wiem jak ocenić taki wynik, za lekko przykręcony wrzeciennik, za słabo dociśnięte łożyska czy krzywy wrzeciennik. Podobny wynik miałem na oryginalnym zamocowaniu więc przewiduję że to wrzeciennik. Tylko jak określić w którym kierunku jest on przechylony skoro:
1. nie mogę go poprawić bez demontażu posuwu i silnika.
2. centrowanie chińskiego uchwytu jest mocno dyskusyjne i żaden wałek wzorcowy nie pomoże.
A na koniec jeszcze ulepszenia łącznie ze starymi:
1. wymiana śrub bezłbowych konika na klasyczne, oryginalne dość szybko wygenerowały poważny problem z wykręceniem...

2. zasłonka plastikowa otworów, żeby wióry nie robiły syfu

3. blokada z filmu, ale dałem gwint M5 co powoduje zbyt mały skok i niemożliwość szybkiego blokowania, Za to cały mechanizm jest prawie odporny na kolizję (wysunięta jaskółka podłużna) dzięki mniejszej główce z podcięciem na śruby dociskowe jaskółki poprzecznej. Tą głowicę powiększę jeszcze w przyszłości jak kupię krótsze śruby dociskowe.

4. Z przodu dwa otwory zasłonięte śrubami. Nie miałem pomysłu z czego zrobić zasłonkę więc zostało na przyszłość. Środkowy otwór był nieprzelotowy, poprawiłem ponieważ było tylko ciężko go czyścić.
Podobnie zasłoniłem otwory obok imaka.

5. Proste obrotowe rączki aluminiowe bez rodełkowania. Ale jaki skok jakości w porównaniu do tych durnych prętów które się same odkręcały.
6. Nie zrobiłem zdjęcia, ale na zdjęciu łoża widać że otwór śruby jaskółki podłużnej jest zasłonięty białą plastikową zaślepką żeby się nie sypało. Wywierciłem w niej otwór 1mm żeby ciśnienie nie wypchnęło i przykleiłem na klej do gwintów.
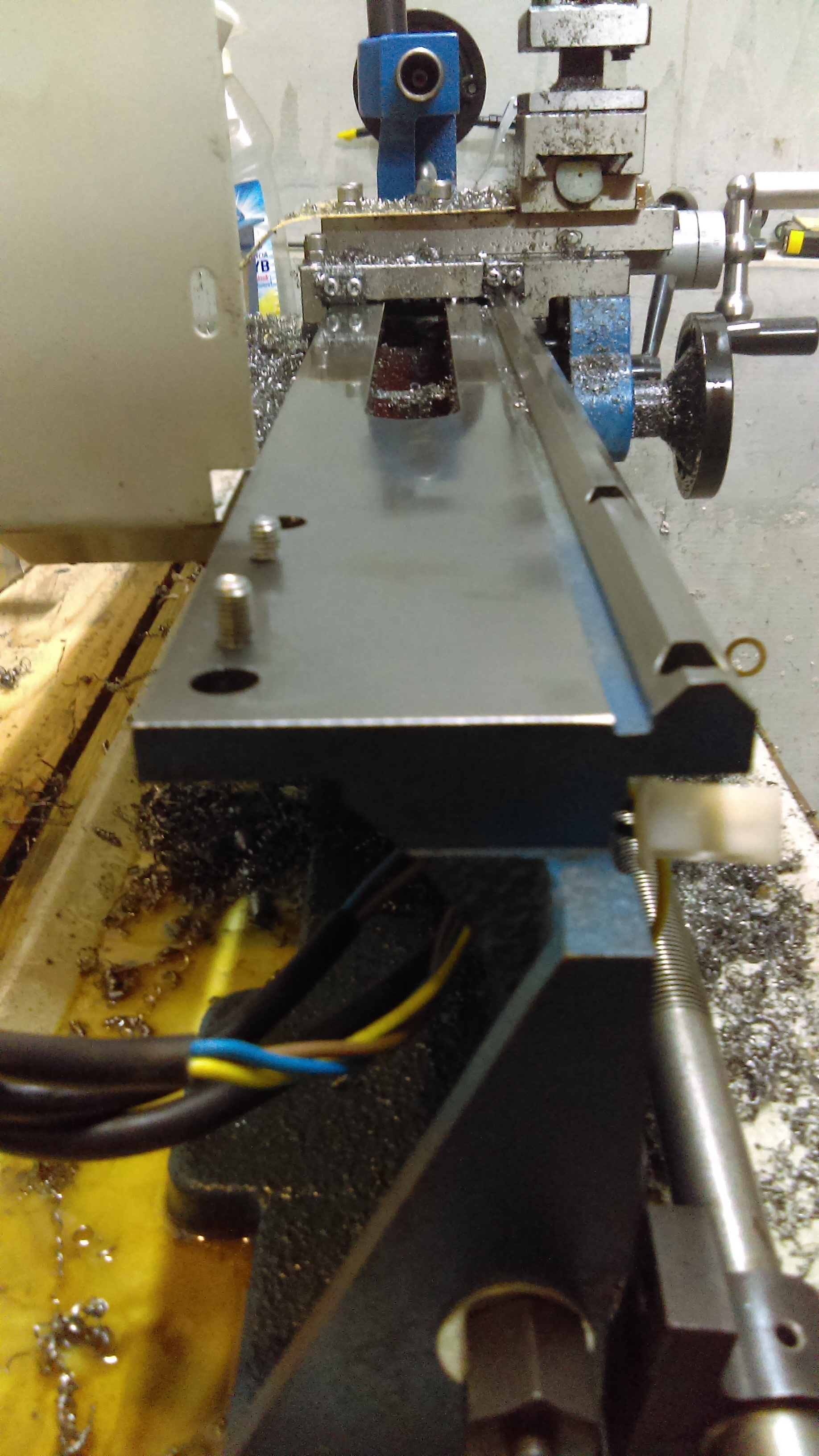
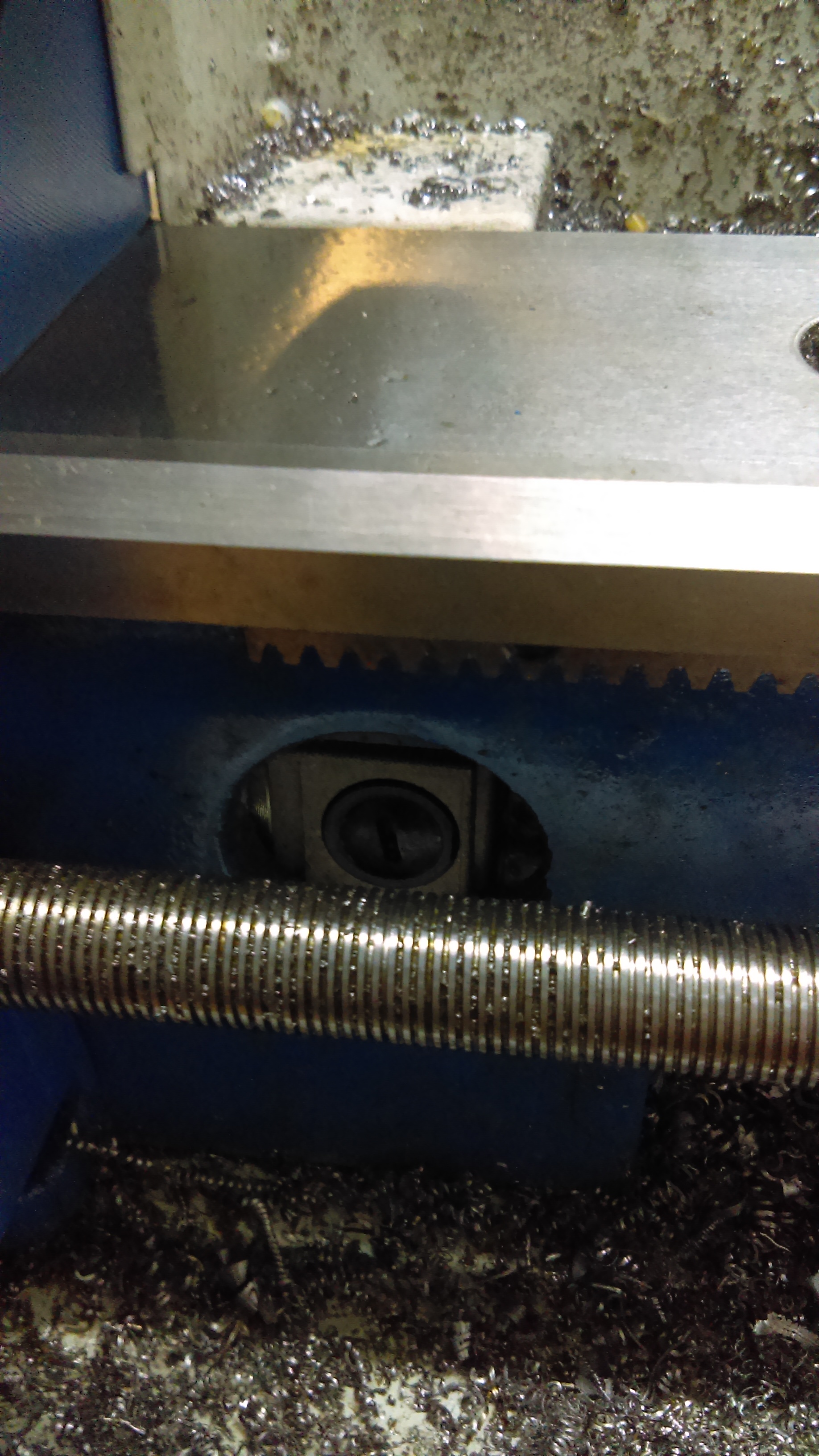
Z poprawek na które nie starczyło czasu muszę dorobić jakąś zasłonę śruby pociągowej i szczotki silnika:
A do tego tak popasowali te elementy w moim egzemplarzu że wszystko jest na wcisk. Od razu ostrzegam, przygotujcie sobie odpowiedni sprzęt do rozbierania/składania. Próbowałem wbić mniejszy wał w łożysko młotkiem, zapierając o wrzeciono. Ale niewiele to dało więc nie kontynuowałem tej głupoty tylko zrobiłem sobie taki ściskacz:
Nie do końca wiem jak mocno należy zacisnąć łożyska stożkowe na wrzecienniku. Chodzi zdecydowanie ciężej niż poprzednio. Ale same łożyska stożkowe chodzą ciężej niż kulowe więc nie wiem co o tym myśleć.
Nie wiem też która część wrzeciennika powinna być bez bicia. Na tej wystającej płaszczyźnie było bicie od 1,5 do 3 setek. Ale w miejscu gdzie są otwory montażowe uchwytu czujnik ani drgnął, tylko pytanie czy czujnik dotykał tej powierzchni bo nie zwróciłem uwagi co wskazywała mniejsza wskazówka.
Po testowym przetoczeniu wałka bez konika miałem na odległości 80mm różnicę średnicy 0,02mm. Nie wiem jak ocenić taki wynik, za lekko przykręcony wrzeciennik, za słabo dociśnięte łożyska czy krzywy wrzeciennik. Podobny wynik miałem na oryginalnym zamocowaniu więc przewiduję że to wrzeciennik. Tylko jak określić w którym kierunku jest on przechylony skoro:
1. nie mogę go poprawić bez demontażu posuwu i silnika.
2. centrowanie chińskiego uchwytu jest mocno dyskusyjne i żaden wałek wzorcowy nie pomoże.
A na koniec jeszcze ulepszenia łącznie ze starymi:
1. wymiana śrub bezłbowych konika na klasyczne, oryginalne dość szybko wygenerowały poważny problem z wykręceniem...
2. zasłonka plastikowa otworów, żeby wióry nie robiły syfu
3. blokada z filmu, ale dałem gwint M5 co powoduje zbyt mały skok i niemożliwość szybkiego blokowania, Za to cały mechanizm jest prawie odporny na kolizję (wysunięta jaskółka podłużna) dzięki mniejszej główce z podcięciem na śruby dociskowe jaskółki poprzecznej. Tą głowicę powiększę jeszcze w przyszłości jak kupię krótsze śruby dociskowe.
4. Z przodu dwa otwory zasłonięte śrubami. Nie miałem pomysłu z czego zrobić zasłonkę więc zostało na przyszłość. Środkowy otwór był nieprzelotowy, poprawiłem ponieważ było tylko ciężko go czyścić.
Podobnie zasłoniłem otwory obok imaka.
5. Proste obrotowe rączki aluminiowe bez rodełkowania. Ale jaki skok jakości w porównaniu do tych durnych prętów które się same odkręcały.
6. Nie zrobiłem zdjęcia, ale na zdjęciu łoża widać że otwór śruby jaskółki podłużnej jest zasłonięty białą plastikową zaślepką żeby się nie sypało. Wywierciłem w niej otwór 1mm żeby ciśnienie nie wypchnęło i przykleiłem na klej do gwintów.
Z poprawek na które nie starczyło czasu muszę dorobić jakąś zasłonę śruby pociągowej i szczotki silnika:
-
Znaki
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 229
- Rejestracja: 19 sty 2019, 15:54
Re: Ulepszenia mini lathe
Dorzucę jeszcze swoje 3 grosze, cała maszyna była skrobania, docierana i na założony silnik 3f 0.75kw z falownikiem. Imak współpracuje z narzędziami o wysokości 12mm.

Wypełnienie pustych przestrzeni epoksygranitem, na zdjęciu w trakcie oczywiście miejsce na odkręcenie śrub zostało. Wypełnione wszystko łącznie z tymi pomiędzy prowadnicami ślizgowymi na łożu, teraz mogę dać większy posów przy zbieraniu 2mm na stronę w stali
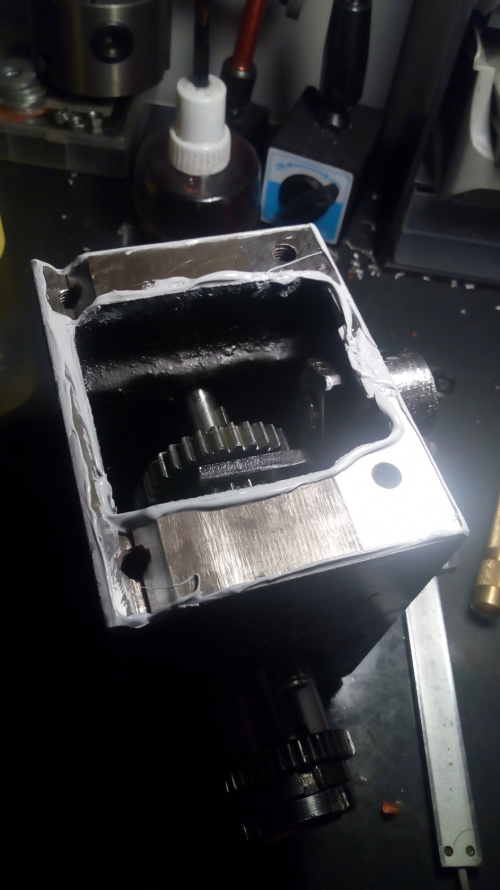
Wrzeciennika smarowany olejem, chyba pierwszy na forum, uszczelniane sylikonem do misek olejowych. Trzeba zwrócić uwagę na kanałek zaraz za pryzmą i uzupełnić go oddzielnie. miejsce do spuszczania oleju to dwie śruby M6 które odpychały oryginalny silnik, podkładka z oringa to wszystko czego było potrzeba do szczelności

Uszczelnione osłony łożysk tylko po zewnętrznej krawędzi, działają pięknie.

Łożyska wrzeciona timken, dolne nic szczególnego ale z tych lepszych. Ważne aby poziom oleju nie dosięgał osi walka bo będą przeciekać. W moim odczuciu ideałem jest gdy wynosi on około 2.5cm licząc od powierzchni loża
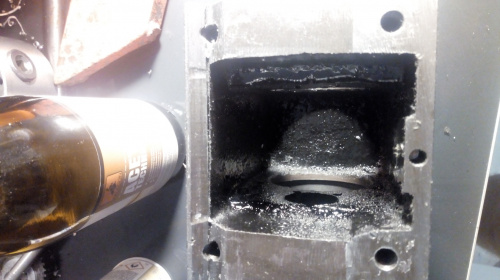
Bardzo ważna rzecz to pomalowanie odlewu od środka, pomimo tego że poprzednio dokładnie co wyczyściłem to i tak drobinki żeliwa zaczęły niszczyć łożyska

Zanieczyszczenie oleju...

Jako że Chińczycy bez litości zrobili milion otworów z każdej możliwej strony trzeba je wszystkie uszczelnić. Ja do tego celu użyłem zwykłych śrub które wkleiłem na klej do gwintów, następnie zanitowałem i zeszlifowałem nadmiar. Przy dźwigni zmiany przełożenia trzeba dodać oring, jest mało miejsca ale da się go tam zmieścić
Szufladka wyleciała już daaaawwno temu... Za wzór postawiłem sobie sławna już maszynę kamara, sztywność znacząco wzrosła
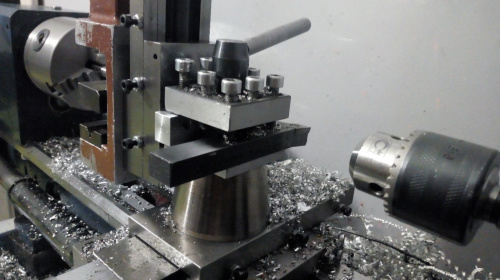
Jak widać nic nie idzie na marne, kosztem toczenia stożków w wersji manualnej zyskałem przystawkę do frezowania

Jako bonus, taka powierzchnia nie jest trudna do uzyskania, średnica zewnętrzna w węższym miejscu to 50mm, a całość trzyma się z testu co pamiętam na śrubie m6-8? Zewnętrzna powierzchnia cierpi przez mało sztywną szufladkę

Tutaj nc6 posów ręczny, jeden przejazd oryginalna średnica to 10mm
Obecnie sztywność maszyny wygląda tak
Przecinanie przed zdjęciem szufladki i wypełnieniem epoksygranitem, przecinak pacana
Jeszcze stary film 2mm w stali, nóż pafana płytki kennametal średnica surowego wałka 27mm
Dzisiaj wieczorem wrzucę zdjęcia mocowania silnika, może się komuś przyda
Wypełnienie pustych przestrzeni epoksygranitem, na zdjęciu w trakcie oczywiście miejsce na odkręcenie śrub zostało. Wypełnione wszystko łącznie z tymi pomiędzy prowadnicami ślizgowymi na łożu, teraz mogę dać większy posów przy zbieraniu 2mm na stronę w stali
Wrzeciennika smarowany olejem, chyba pierwszy na forum, uszczelniane sylikonem do misek olejowych. Trzeba zwrócić uwagę na kanałek zaraz za pryzmą i uzupełnić go oddzielnie. miejsce do spuszczania oleju to dwie śruby M6 które odpychały oryginalny silnik, podkładka z oringa to wszystko czego było potrzeba do szczelności
Uszczelnione osłony łożysk tylko po zewnętrznej krawędzi, działają pięknie.
Łożyska wrzeciona timken, dolne nic szczególnego ale z tych lepszych. Ważne aby poziom oleju nie dosięgał osi walka bo będą przeciekać. W moim odczuciu ideałem jest gdy wynosi on około 2.5cm licząc od powierzchni loża
Bardzo ważna rzecz to pomalowanie odlewu od środka, pomimo tego że poprzednio dokładnie co wyczyściłem to i tak drobinki żeliwa zaczęły niszczyć łożyska
Zanieczyszczenie oleju...
Jako że Chińczycy bez litości zrobili milion otworów z każdej możliwej strony trzeba je wszystkie uszczelnić. Ja do tego celu użyłem zwykłych śrub które wkleiłem na klej do gwintów, następnie zanitowałem i zeszlifowałem nadmiar. Przy dźwigni zmiany przełożenia trzeba dodać oring, jest mało miejsca ale da się go tam zmieścić
Szufladka wyleciała już daaaawwno temu... Za wzór postawiłem sobie sławna już maszynę kamara, sztywność znacząco wzrosła
Jak widać nic nie idzie na marne, kosztem toczenia stożków w wersji manualnej zyskałem przystawkę do frezowania
Jako bonus, taka powierzchnia nie jest trudna do uzyskania, średnica zewnętrzna w węższym miejscu to 50mm, a całość trzyma się z testu co pamiętam na śrubie m6-8? Zewnętrzna powierzchnia cierpi przez mało sztywną szufladkę
Tutaj nc6 posów ręczny, jeden przejazd oryginalna średnica to 10mm
Obecnie sztywność maszyny wygląda tak
Przecinanie przed zdjęciem szufladki i wypełnieniem epoksygranitem, przecinak pacana
Jeszcze stary film 2mm w stali, nóż pafana płytki kennametal średnica surowego wałka 27mm
Dzisiaj wieczorem wrzucę zdjęcia mocowania silnika, może się komuś przyda
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2338
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Ulepszenia mini lathe
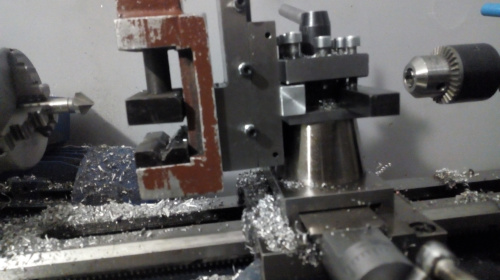
Rozumiem że dałeś te przeróbki na forum do oceny, wiec ocenie tą przystawkę frezarską.
Niestety totalna lipa, przystawka mocowana do imaka zamiast noża, tego jeszcze internet chyba nie widział. Szczęki imadła mają być jak najbliżej przesuwnej szufladki, to co pokazałeś to wędka dobra do łowienia ryb w akwarium a nie do frezowania.
Niestety totalna lipa, przystawka mocowana do imaka zamiast noża, tego jeszcze internet chyba nie widział. Szczęki imadła mają być jak najbliżej przesuwnej szufladki, to co pokazałeś to wędka dobra do łowienia ryb w akwarium a nie do frezowania.
-
Znaki
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 229
- Rejestracja: 19 sty 2019, 15:54
Re: Ulepszenia mini lathe
RC 36 i zwróć jeszcze uwagę że element który jest mocowany w imaku to aluminium, chu...nia straszna zgadzam się całkowicie 
Stal trzeba skrobać ostrożnie, ap myślę że max to 1mm, ale da się frezować np. podcięcia na klucz w wałkach. Z aluminium radzi sobie lepiej ale też nie ma ideału. Jak będzie ktoś zainteresowany to coś nagram poglądowo.
Wrzucając zdjęcia nie myślałem o ich ocenie, a bardziej o podpowiedzi dla tych którzy chcą coś podłubać w tych gumowych maszynkach. Myślę że jednak warto też ocenić te zmiany, jak macie jakieś spostrzeżenia śmiało
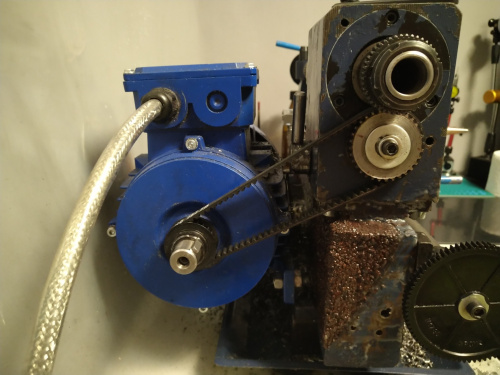
Chyba najprostsze mocowanie silnika, śruby 100mm przewiercone przez ściankę stopki i przykręcone przez łapę silnika, pasek htd 5m 450mm długości
Stal trzeba skrobać ostrożnie, ap myślę że max to 1mm, ale da się frezować np. podcięcia na klucz w wałkach. Z aluminium radzi sobie lepiej ale też nie ma ideału. Jak będzie ktoś zainteresowany to coś nagram poglądowo.
Wrzucając zdjęcia nie myślałem o ich ocenie, a bardziej o podpowiedzi dla tych którzy chcą coś podłubać w tych gumowych maszynkach. Myślę że jednak warto też ocenić te zmiany, jak macie jakieś spostrzeżenia śmiało
Chyba najprostsze mocowanie silnika, śruby 100mm przewiercone przez ściankę stopki i przykręcone przez łapę silnika, pasek htd 5m 450mm długości
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Ulepszenia mini lathe
Gratuluję koledze wytrwałości, i wykonania dobrej roboty. 
Zadaje to kłam opiniom malkontentów, że na tanich chińskich maszynach, a zwłaszcza tak małych jak M-L, nie da się zrobić nic sensownego.. Jak widać można(co nieraz na tym forum twierdziłem), oczywiście mierząc zamiary na możliwości tych maszyn. Zachęci to może innych użytkowników do podobnych działań....
Zadaje to kłam opiniom malkontentów, że na tanich chińskich maszynach, a zwłaszcza tak małych jak M-L, nie da się zrobić nic sensownego.. Jak widać można(co nieraz na tym forum twierdziłem), oczywiście mierząc zamiary na możliwości tych maszyn. Zachęci to może innych użytkowników do podobnych działań....
pozdrawiam,
Roman
Roman
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2338
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Ulepszenia mini lathe
Tą przystawkę można łatwo przerobić PATRZ POST KOL. BUCHACHA ja się na tej przystawce wzorowałem, ale zamiast sanek narzędziowych użyłem pół imadła krzyżowego.
Niestety przy frezowaniu występują duże siły o charakterze przerywanym a to najkrótsza droga do potężnych drgań.
Niestety przy frezowaniu występują duże siły o charakterze przerywanym a to najkrótsza droga do potężnych drgań.






