


mam problem z ukosowaniem na plazmie. Przeczytałem wszystkie wątki i zastosowałem sugestie z innych tematów ale nic nie pomogło. Problem w tym że szczelina cięcia nie jest prosta tylko tak jakby V z dodatnim kątem. Zależy mi na prostopadłym cięciu. Tnę blachę 8 mm. Zamieniłem chińczyka na Spartus 65 CNC i od ok. miesiąca nie mogę poradzić sobie z prostopadłością krawędzi. Testuję na takiej grubości bo docelowo chcę wycinać otwory w które osadzę łożyska ale z taką jakością cięcia jak mam teraz to mogę o tym zapomnieć. Ze źródłem mam palnik ręczny Spartus pt80 ale to trafimet. Jakieś rady co mogę jeszcze zrobić?
Oto co już sprawdziłem i nie pomogło:
- zmiana prędkości cięcia
- zmiana prądu
- zmiana wysokości palnika
- zmiany ciśnienia
- zmiana dyszy i elektrody na nową
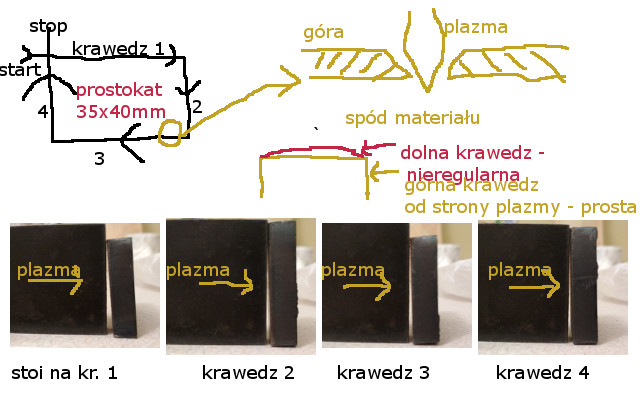
Ten prostokąt testowy był wycinany na parametrach: dysza 1 mm (do 50A), palnik jak pisałem pt80, ciśnienie 5,2Bar, THC SD przy podzielniku 1:40 100V, prąd 45A, prędkość 700mm/min. Blacha 8mm.
Doszedłem do wniosku że chyba coś jest nie tak z palnikiem tylko nie wiem co. Wywalić go? Szkoda bo nowy dostarczony z nowym źródłem.
Jakieś sugestie?
Aha na obrazku zdjęcia - element stoi na tej krawędzi ponumerowanej żeby pokazać ile i w którą stronę kawędź ukosuje, tzn wszystkie w tą samą stronę (szczelina cięcia od góry jest szersza niż od spodu materiału, kształt łuku plazmy jakby litera V).


")
 Próbowałem na płaskowniku i trochę się poprawiło
Próbowałem na płaskowniku i trochę się poprawiło 
")







