



Nie mogę bo nie korzystałem.
Fanar robi narzędzia na zamówienie, inni producenci narzędzi pomiarowych oraz narzędzi do obróbki pewnie też.
Takie cuda, owszem, da się zmajstrować metodami zwykłego przyzwoitego wuposażonego warsztatu. Tyle że będzie to czasochłonne a przez to bardzo kosztowne. Dlatego lepiej zwrócić się do zawodowców.
trzpień do ustawiania geometri wrzeciona tokarki cnc


-
ma555rek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1214
- Rejestracja: 15 paź 2007, 00:45
- Lokalizacja: nie ważne
za parę groszy ( może kilka zł) kupisz wałek do prowadnicy - taki jak powszechnie jest stosowany tu na forum tyle że nie 16 lub 20mm tylko 40mm.tomekmycz pisze: Trudno jest mi wykonać wałek o średnicy fi40 oraz długości 300 mm w tolerancji do 0,005mm
Ustawienie wrzeciona to raptem równoległość osi obrotu do prowadnic i nic więcej we wrzecionie nie zmienisz. ktoś pisał wcześniej - czujnik i odchyłki wszystko pokażą nawet gdy sam wałek będzie zamocowany nieosiowo i skośnie do osi wrzeciona.
Pasjonat

-
Areo84
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 5
- Posty: 994
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Romanie, śmiem się z tobą nie zgodzić, chociaż może nie jestem godzienRomanJ4 pisze:Przeanalizowałem co kolega napisał, i mam jedno zastrzeżenie: w ten sposób (mocując gotowy wałek w uchwycie) nie stwierdzi kolega przekoszenia osi wrzeciona do osi łoża, bo nie mamy żadnej pewności czy jest to bicie samego wrzeciona, czy bicie na mocowaniu uchwytu do końcówki wrzeciona, czy bicie spowodowane nieidealnym zejściem szczęk w uchwycie. Albo kilku czy wszystkich tych możliwości razem. .Areo84 pisze:patrzymy tylko czy wskazówka wychyla się też symetrycznie względem zera. Jęsli tak jest to oś obrotu wrzeciona jest równoległa do prowadnic, czyli wrzeciono mamy ustawione .
Jakie znaczenie ma tu bicie i od czego się bierze ? Przecież nasze ustawione zero (zero tylko dla wygody) czyli punkt odniesienia na tarczy czujnika względem którego wskazówka wychyla się symetrycznie wyznacza idealną średnicę , tzn. średnicę wałka obracającego się bez bicia względem osi obrotu wrzeciona. Także my wszelkie bicia w pomiarach pomijamy. A zajdujemy właśnie o ile przekoszona jest oś wrzeciona do osi łoża przez porównanie czy nasze odchyłki w dwóch miejscach na wałku są symetryczne względem tego samego punktu na zegarze ( ustawionego np. zera).
O tu ma555rek wyjaśnił dosyć łopatologicznie co chodzi:
https://www.cnc.info.pl/topics56/ustawi ... t10269.htm
Trzpień może i jest wygodny , ale tak da się też z powodzeniem ustawić. Geometrycznie to jak najbardziej poprawna metoda.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Rozumiem co kolega ma na myśli,Areo84 pisze:wskazówka wychyla się symetrycznie wyznacza idealną średnicę , tzn. średnicę wałka obracającego się bez bicia względem osi obrotu wrzeciona
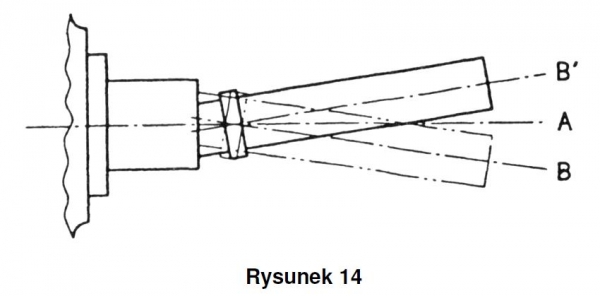
że można znaleźć wirtualną os obrotu A jako średnią bicia B i B'
(dopóki nie będzie musiał kolega przetoczyć czegoś podpierając w kłach, bo wtedy jeden z nich będzie "zataczał" mając wierzchołek w punkcie B)
A co będzie w przypadku kiedy mierzony wałek będzie się obracał w ukośnej co do łoża osi (powiedzmy że w płaszczyźnie poziomej), ale bez bicia, kiedy to pomiar bicia na początku i końcu wałka będzie identyczny?
To by sugerowało wg metody kolegi, że osie są równoległe, a tak de facto nie będzie.
W tym przypadku jedynie jadąc wzdłuż nieobracającego się wałka zegarem zamocowanym na suporcie i przyłożonym do niego w pozycji B można by stwierdzić, że się odsuwa lub przysuwa(w zależności od kierunku odchylenia osi).

dlatego jest ważne by wałek pomiarowy nie miał odchyleń od osi obrotu wrzeciona, bo wtedy wynik jazdy wzdłuż niego (wskazywanej odchyłki) będzie uzależniony od konkretnego położenia kątowego wokół tej osi.
pozdrawiam,
Roman
Roman
-
mc2kwacz
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Ale kombinujecie 
To są takie proste geometryczne rzeczy, że aż wstyd dyskutować.
Jeśli chodzi o samą równoległość wrzeciona do prowadnicy z, to trzeba znaleźć środek obrotu w odległości z1 oraz z2, jego położenie w stosunku do łoża (czyli wysokość) oraz położenie w osi x.
Do tego nie trzeba nawet zdejmować uchwytu ani wałek testowy nie musi być prosty. Jedyne wymaganie jest takie, że w miejsc ach pomiaru musi mieć przekrój kołowy (idealnie).
Bicie uchwytu ani jego nieosiowość nie ma znaczenia, bo zostanie odjęte w pomiarach.
Ale jeśli ktoś chce sprawdzić, czy otwór we wrzecionie jest centryczny (czyli nie uszkodzony mechanicznie albo nie rozbite łożysko), to konieczny jest wałek pomiarowy dopasowany do stożka wrzeciona.
To są takie proste geometryczne rzeczy, że aż wstyd dyskutować.
Jeśli chodzi o samą równoległość wrzeciona do prowadnicy z, to trzeba znaleźć środek obrotu w odległości z1 oraz z2, jego położenie w stosunku do łoża (czyli wysokość) oraz położenie w osi x.
Do tego nie trzeba nawet zdejmować uchwytu ani wałek testowy nie musi być prosty. Jedyne wymaganie jest takie, że w miejsc ach pomiaru musi mieć przekrój kołowy (idealnie).
Bicie uchwytu ani jego nieosiowość nie ma znaczenia, bo zostanie odjęte w pomiarach.
Ale jeśli ktoś chce sprawdzić, czy otwór we wrzecionie jest centryczny (czyli nie uszkodzony mechanicznie albo nie rozbite łożysko), to konieczny jest wałek pomiarowy dopasowany do stożka wrzeciona.
-
Areo84
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 994
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Nie wiem kolega czyta wcześniejsze posty, ale o to mi właśnie chodzi.mc2kwacz pisze:Ale kombinujecie
To są takie proste geometryczne rzeczy, że aż wstyd dyskutować.
Jeśli chodzi o samą równoległość wrzeciona do prowadnicy z, to trzeba znaleźć środek obrotu w odległości z1 oraz z2, jego położenie w stosunku do łoża (czyli wysokość) oraz położenie w osi x.
Do tego nie trzeba nawet zdejmować uchwytu ani wałek testowy nie musi być prosty. Jedyne wymaganie jest takie, że w miejsc ach pomiaru musi mieć przekrój kołowy (idealnie).
Bicie uchwytu ani jego nieosiowość nie ma znaczenia, bo zostanie odjęte w pomiarach.
.
Wałek mocowany w uchwycie , wystawiony powiedzmy na 300- 400mm i zero bicia ? Mało prawdopodobneRomanJ4 pisze: A co będzie w przypadku kiedy mierzony wałek będzie się obracał w ukośnej co do łoża osi (powiedzmy że w płaszczyźnie poziomej), ale bez bicia, kiedy to pomiar bicia na początku i końcu wałka będzie identyczny? .
Sam zawsze uczulasz początkujących, że bicie wałka zamocowanego w uchwycie , mniejsze czy większe wystąpi praktycznie zawsze i tu jest naszym sprzymierzeńcem , a nie wrogiem.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Zgadza się, bo nie ma, ale "fuks' zawsze może się zdarzyć...Areo84 pisze:Sam zawsze uczulasz początkujących, że bicie wałka zamocowanego w uchwycie , mniejsze czy większe wystąpi praktycznie zawsze i tu jest naszym sprzymierzeńcem , a nie wrogiem.
Zresztą, jeśli kolega jest pewny swojej metody, to nie widzę przeszkód by jej nie stosował. Moje wątpliwości co do niej jednak zostaną..
http://www.cim.pw.edu.pl/ekbem/B1.pdf
http://www.google.pl/url?sa=t&rct=j&q=& ... 1696,d.d24
http://www.not.pl/wydawnictwo/INZ2012/Z2/3_KOWALSKI.pdf
Metoda oceny zmian położenia osi obrotów (rys. 2) polega na pomiarze całkowitego przemieszczenia trzpienia wzorcowego w określonych kierunkach (TIR). Oś jest pojęciem teoretycznym, ale można analizować chwilowe położenia kątowe osi. Przy większych prędkościach obrotowych znaczący wpływ na chwilowe położenie osi mają siły pochodzące od dynamiki ruchu. Najczęściej dokonuje się pomiaru w punkcie określającym położenie końcówki wrzeciona. Stosowany trzpień wzorcowy cechuje się bardzo wysoką okrągłością do 0,002mikrometra.. itd..
pozdrawiam,
Roman
Roman
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Kiedyś na forum była pokazana metoda zwana "rollie's dad's method". Potrzebny jest jedynie wałek o jednakowej średnicy (tutaj wałek prowadnicy będzie idealny pomimo braku prostoliniowości - będzie bicie ale to nie przeszkadza). Należy też pamiętać aby mierzyć w dwóch punktach na początku i na końcu wałka (tzn w jakieś odległości), a dokładnie u góry i z boku wałka. Wtedy mamy obraz czy oś wrzeciona jest skoszona w górę/dół lub lewo/prawo.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
mc2kwacz
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Nie czytałem. Zacząłem ale zmęczyło mnie to i od razu napisałem podsumowanie 
Tak właśnie, należy mierzyć dokładnie z boku i dokładnie pod (lub nad) osią obrotu, w przeciwnym razie pojawią się dodatkowe błędy pomiarowe.
Tu jest największy problem - z ustawieniem czujnika we właściwym miejscu. Najprościej jest najpierw znaleźć punkt w którym (krzywy) wałek pomiarowy wychyla się najdalej W KIERUNKU CZUJNIKA ZEGAROWEGO. Wtedy mamy pewność że jesteśmy na wysokości osi obrotowej z dużą dokładnością. W drugim etapie znajduje się (po obrocie osi o 180 stopni) maksimum wychylenia i liczy średnią.
Z tego wynika, że czujnik pomiarowy powinien mieć zamontowany "nóż" na końcówce zamiast tradycyjnej kulki.
Dla świętego spokoju można jeszcze uwzględnić średnicę wałka w miejscu pomiarowym, jeśli jest cień podejrzenia że średnica wałka nie jest zadowalająco stała na jego długości, czyli znacznie dokładniejsza niż błędy które mierzymy. Pomiar oczywiście mikrometrem z płaskimi końcówkami.
Trzeba też pamiętać, żeby do punktu z1 i z2 dojechać od tej samej strony, żeby uniknąć wpływu histerezy przekoszenia na luzach prowadnic.
Mierząc z pod żadnym pozorem nie wolno też dotykać x i na odwrót.
Tak właśnie, należy mierzyć dokładnie z boku i dokładnie pod (lub nad) osią obrotu, w przeciwnym razie pojawią się dodatkowe błędy pomiarowe.
Tu jest największy problem - z ustawieniem czujnika we właściwym miejscu. Najprościej jest najpierw znaleźć punkt w którym (krzywy) wałek pomiarowy wychyla się najdalej W KIERUNKU CZUJNIKA ZEGAROWEGO. Wtedy mamy pewność że jesteśmy na wysokości osi obrotowej z dużą dokładnością. W drugim etapie znajduje się (po obrocie osi o 180 stopni) maksimum wychylenia i liczy średnią.
Z tego wynika, że czujnik pomiarowy powinien mieć zamontowany "nóż" na końcówce zamiast tradycyjnej kulki.
Dla świętego spokoju można jeszcze uwzględnić średnicę wałka w miejscu pomiarowym, jeśli jest cień podejrzenia że średnica wałka nie jest zadowalająco stała na jego długości, czyli znacznie dokładniejsza niż błędy które mierzymy. Pomiar oczywiście mikrometrem z płaskimi końcówkami.
Trzeba też pamiętać, żeby do punktu z1 i z2 dojechać od tej samej strony, żeby uniknąć wpływu histerezy przekoszenia na luzach prowadnic.
Mierząc z pod żadnym pozorem nie wolno też dotykać x i na odwrót.






