

")
Mam problem z ogarnięciem sterowania tokarki cnc Fanuc OT, otóż chodzi o pomiar/ ustawienie ZERA materiału.
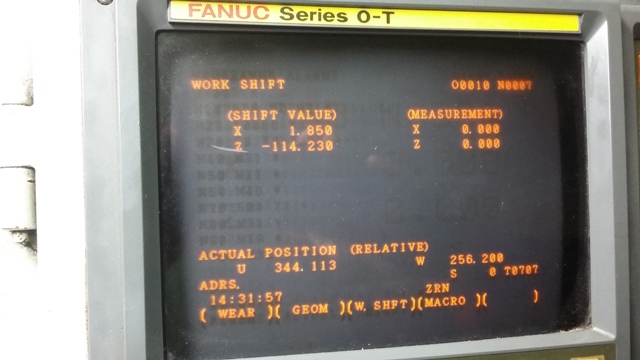
Ustawiam materiał w szczekach i dosuwam do nożna tokarskiego, następnie w menu WORK SHIFT wpisuje MZ 0 (MASURMENT 0)
Narzędzia ma pomierzone sondą.
Ale po puszczeniu programu występuję przesunięcie narzędzi przez co sztuki robią się coraz krótsze, im częściej puszczam program tym większe przesunięcia i mniejszy detal

Co robię nie tak, może źle mierze bazę 0 materiału?
Wrzucam jakby co G-cod do wglądu








