

czesc
wyposażony w brak wiedzy postanowiłem na tokarce wykonywać gwinty
jako ze nigdy w zyciu tego nie robilem, a pierwszy raz kiedys byc musi, prosze o porade w doborze noza i plytek jak i parametrow
troche juz wiem szperajac na forum, ale wiadomo dopiero praktyka dopiero czyni mistrza
postanowiłem zakupic noz pafany PER 1616H16K i zalecana plytke ER AG 60 VTX - płytka ta zapewni wykonanie gwintów metrycznych od M5 do M24 - bez problemu
Trzeba jednak pamiętać , że jest to płytka o niepełnym profilu - trzeba "złamanie" wierzchołka gwintu dokonać oddzielnie
Chciałbym wykonywać gwinty od M5 do M24 plytka pelno profilowa o ile tak to sie robi na kila razy oczywiście wytaczając gwint
Domyślam sie ze bede potrzebował kila rodzajów plytek przy takiem zakresie gwintow
tez w niektórych przypadkach beda to gwinty drobnozwojowe, ale zwyczajne metryczne ISO
Jak właściwie toczyć na tokarce manualnej przy uzyciu zegra, tak aby zawsze wjezdzac w ten sam rowek?
mógłby ktos skorygować moj tok myślenia i fachowo realnie wyposazyc mnie w porady jak wlasciwie wykonywać gwinty, bede wdzieczny za pomoc, Tutaj tabelka tokarki
Tabela
Tokarka manualna, jak gwintowac
-
Tomasz_Dobry
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 13
- Rejestracja: 04 cze 2015, 12:52
- Lokalizacja: Polska


-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 5771
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Nie wolno ci "rozsprzęglić" maszyny. Posuw cały czas ma być załączony. Jeśli jedziesz ruchem roboczym, to "w materiale", po dojechaniu do końca gwintu odskakujesz i wracasz na przeciwnych obrotach. Po powrocie przybierasz ciutkę i robisz następne przejście i tak do uzyskania właściwego wymiaru. Problem w tym, że wybrana przez ciebie płytka nadaje się teoretycznie do wykonywania gwintów, ale w praktyce trudno cokolwierk nią wykonać. W zależności od średnicy i skoku powinno się stosować oprócz dedykowanej do konkretnego skoku płytki, dodatkowo płytkę podkładową, która tą gwintującą ustawi pod potrzebnym kątem.
Poczytaj http://www.sandvik.coromant.com/sitecol ... 20-031.pdf bo to to samo, tyle że wajchujesz sam, zamiast zdać się na maszynę. Zobacz szczególnie strony 26-28.
Bo jeśli masz zamiar kombinować z jakąś uniwersalną płytką, bez możliwości jej ustawienia i bez konkretnych zaokrągleń, to ja mimo wszystko proponuję narzynkę, bądź gwintownik w koniku. Gwint będzie o niebo lepszy.
Poczytaj http://www.sandvik.coromant.com/sitecol ... 20-031.pdf bo to to samo, tyle że wajchujesz sam, zamiast zdać się na maszynę. Zobacz szczególnie strony 26-28.
Bo jeśli masz zamiar kombinować z jakąś uniwersalną płytką, bez możliwości jej ustawienia i bez konkretnych zaokrągleń, to ja mimo wszystko proponuję narzynkę, bądź gwintownik w koniku. Gwint będzie o niebo lepszy.

-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
na początek radziłbym koledze zacząć od tanich noży z lutowanymi płytkami (do nauki wystarczą z trzonkiem 11x10, 12x12) by nabrać wprawy w nacinaniu(w razie czego mała szkoda),Tomasz_Dobry pisze:jako ze nigdy w zyciu tego nie robilem, a pierwszy raz kiedys byc musi, prosze o porade w doborze noza i plytek jak i parametrow
http://allegro.pl/listing/listing.php?b ... int%C3%B3w
lub Pafany NNGc 16x10
http://darmet.co/toczenie/noe-tokarskie ... y-do-stali
a po nabyciu właściwych odruchów( wyjście noża ze zwoju, zmiana obrotów) dopiero przesiąść się na drogie składaki
http://artykulytechniczne.pl/produkty/p ... tow,2.html
Oczywiście, bo grupy skoków gwintów9właściwe danej średnicy gwintu) mają różne promienie dna wrębu gwintu Rmax aby za głęboko nie podcinać rdzenia śruby(i osłabiać go), więc płytka musi mieć dla danego skoku odpowiedni promień wierzchołka R, tabela poniżejTomasz_Dobry pisze:Domyślam się, że będę potrzebował kila rodzajów płytek przy takim zakresie gwintów
https://www.google.pl/url?sa=t&rct=j&q= ... 6267,d.bGQ
tu bardzo poręczny kalkulator wymiarów gwintów
http://www.obliczenia.icad.pl/gwinty/metryczne/
screen

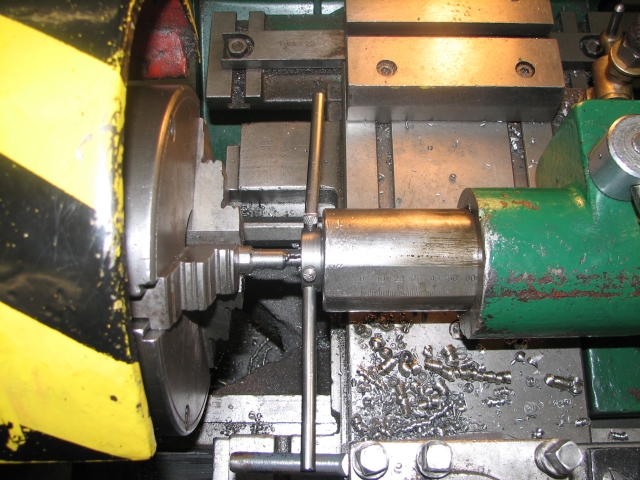
Przydałoby się jeszcze zdjęcia samego wrzeciennika, skrzynki posuwów (chodzi o dźwigienki przełączające posuwy..), i gitary..Tomasz_Dobry pisze:porady jak właściwie wykonywać gwinty, będę wdzięczny za pomoc, Tutaj tabelka tokarki
Tabela
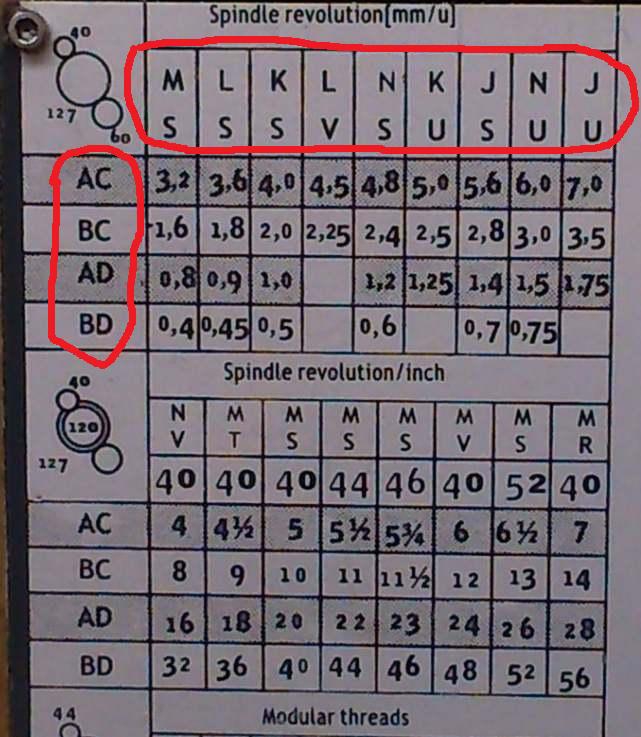
Z tej tabliczki w zasadzie najczęściej będzie kolega używał ustawień gwintów metrycznych(czerwone) i calowych(niebieskie)
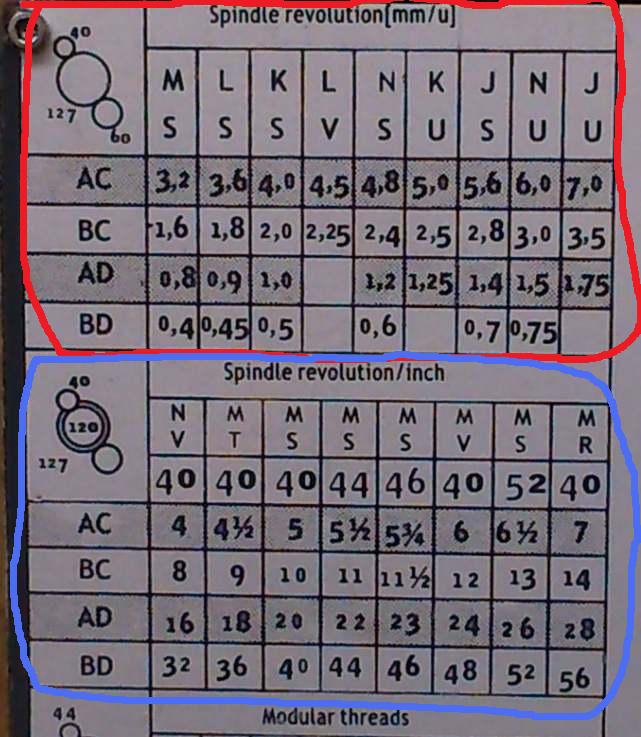
do ustawianie skoków gwintów metrycznych jak widać, nie trzeba zmieniać kół gitary (40, 127, 60,), ustawia się wszystkie właściwymi dźwigienkami(czerwone)
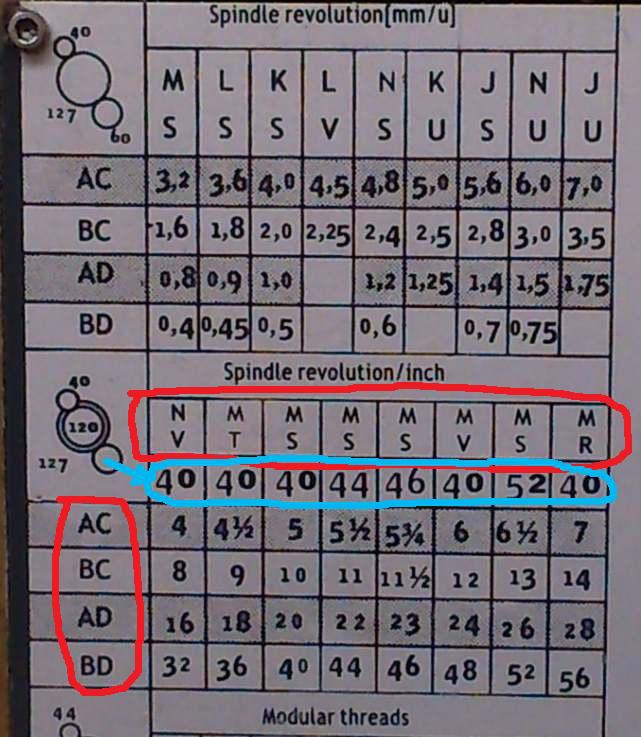
Natomiast do ustawianie odpowiedniego skoku calowego (zw/') trzeba będzie oprócz ustawienia odpowiednich dźwigienek (czerwone), założyć jeszcze właściwe(wg tablicy) dolne czwarte koło zębate gitary(niebieskie)
Przy pozostałych skokach (modułowe -"Modular threads", i Diametral Pitch-"D.P.") postępujemy analogicznie.
Podobnie z ustawianiem posuwów wzdłużnych i poprzecznych "mm/obr" (część tabliczki nad skokami gwintów)
cdn..
Co do samego nacinania gwintu, to to co piszą koledzy, czyli wykonanie narzynką lub gwintownikiem stosuje się bardzo często do typowych skoków, i nie za dużych średnic gwintów (bo raczej ciężkie byłoby np gwintowanie narzynką M60
Natomiast do wykonania gwintów nietypowych skoków i średnic (np duża średnica-drobny skok, trapezowe, itd), gdzie raczej ciężko o narzynkę czy gwintownik, umiejętność nacinania jest już niezbędna. Zwłaszcza przy dorabianiu czy wykonywaniu nietypowych części.
Jak zacząć? Na sam początek nie za duży skok (np 1,0-1,5mm), najniższe obroty - by oswoić się z tym zabiegiem, zdążyć "wyjść z gwintu" i odsunąć nóż od materiału, a jednocześnie przerzucić obroty na lewe (bez rozłączania zamka śruby pociągowej. gwintowanie z zegarem do gwintów później) by nie połamać noża.
Polecałbym na pierwszy raz spróbować na jakimś zatoczonym wałku ze zrobionym specjalnie dużym wybiegiem dla noża z części gwintowanej.

praktycznie
[youtube][/youtube]
Dobra rada:
Dotykamy wierzchołkiem noża do powierzchni którą mamy gwintować (na obrotach, ale jeszcze bez załączania zamka śruby) i nastawiamy sobie bębenek skali pokrętła sań poprzecznych na "0", będzie nam łatwiej kontrolować głębokość kolejnego przybrania, oraz całościową głębokość wykonanej dotąd bruzdy gwintu (wysokość zarysu gwintu dla danego skoku - w tabelach)
Zawsze na pierwsze przejście noża w materiale przybieramy bardzo niewiele głębokości(0,1-0,2mm) by tylko zrobić tylko rysę zwojów gwintu, i koniecznie

Zaoszczędzi nam często to wiele nerwów, bo licho nie śpi
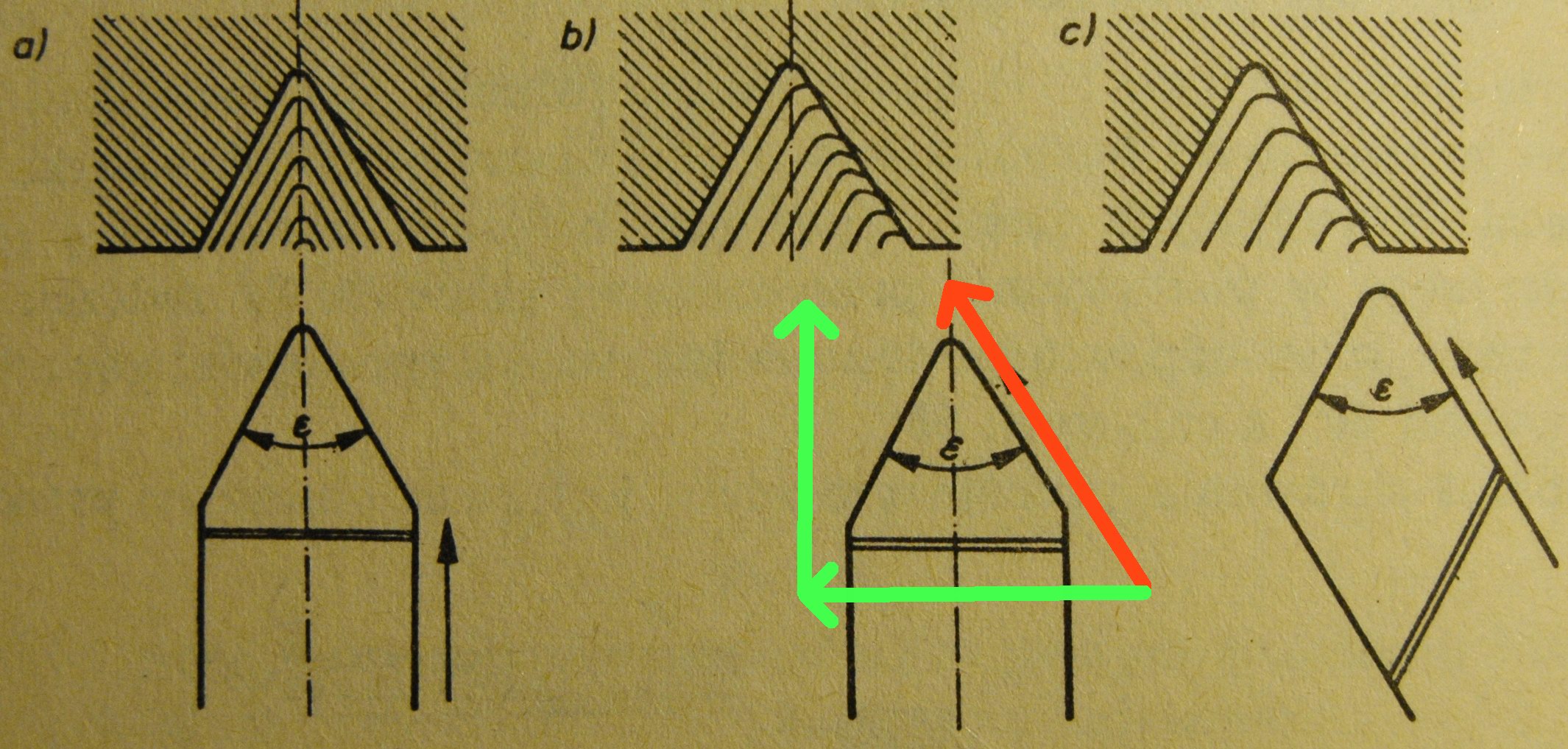
Jaką metodą nacinać, i ile przybierać kolejne przejścia wyczyta kolega w tym temacie,
https://www.cnc.info.pl/topics66/toczen ... t34331.htm
ja na początek proponuję metodę a z rysunku poniżej jako najprostszą .
Po nacięciu pierwszego przejścia (i sprawdzeniu skoku) smarujemy pole specjalnym olejem do gwintowania lub lnianym (wychodzi wtedy ładniejszy gwint, mniejsza tendencja do powstawania narostu na nożu, i chłodzenie ostrza).Nacinamy kolejnymi przybraniami (UWAGA! wiele tokarek ma bębenek wyskalowany w działkach elementarnych oznaczających o jaką średnicę zmniejszy się toczony walec przy przybraniu o jedną działkę, zaznaczone graficznie zazwyczaj tak →ll←mm/ø
ale na niektórych działka elementarna oznacza przesuw liniowy (promień).
O toczeniu z zegarem
https://www.cnc.info.pl/topics56/holzma ... 704,10.htm
https://www.cnc.info.pl/topics56/zegar- ... t65801.htm
I uwaga na koniec: NIE BAĆ SIĘ !
To nic takiego trudnego. Nawet jak połamiemy jeden, to bierzemy drugi i jedziemy dalej.
"Miarą mistrzów jest ilość połamanych noży."
Swoje "frycowe" zapłacił każdy z nas...
pozdrawiam,
Roman
Roman
-
Tomasz_Dobry
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 2
- Posty: 13
- Rejestracja: 04 cze 2015, 12:52
- Lokalizacja: Polska
Bardzoe dziekuje za pomoc, nie sterczac w miejscu zadzwonilem dzis do Pafany uzbrojony w zasiegnieta tutaj wiedze z pdf -sandvika i was kolegow na forum...
a wiec co mi zalecono: dobrac plytki do profili pelnych dla roznych skokow, czyli w razie braku nazynki plytki dla skokow
0,75 - 1 - 1,25 - 1,5- 1,75 - 2 - 2,5
przy czym gwiny o skoku 1, ktore bedzie mozna wykonywac ta plytka
to M6-7 zwykle oraz M8 do M30 drobnozwojowe rozne
ponadto kat przylozenia do fi np 40 bedzie wlasciwy i odpowiedni
ow wyzej wymienionym nozem moge rowniez wykonywac rowki plytka niepelenoprofilowa
montujac ja w nozu bez zmiany kata przylozenia
PT 3 ER 1.1 D471-1.3 VTX
PT 3 ER 1.3 D471-1.5 VTX
3ER1.60-D471-1.85
malo tego znalazlem sprzedawce ktory oferuje uchwyty do nazynek
http://archiwum.allegro.pl/oferta/opraw ... 54046.html
http://archiwum.allegro.pl/oferta/opraw ... 92068.html
http://archiwum.allegro.pl/oferta/opraw ... 81737.html
a jedna z firm Darmet zaciekawiona tematem przymierza sie do opracowania swojego narzedzia
przesylam dodatkowe zdjecie pomocne przy ustalaniu parametrow przy doborze gwintow
Zdjecia
a wiec co mi zalecono: dobrac plytki do profili pelnych dla roznych skokow, czyli w razie braku nazynki plytki dla skokow
0,75 - 1 - 1,25 - 1,5- 1,75 - 2 - 2,5
przy czym gwiny o skoku 1, ktore bedzie mozna wykonywac ta plytka
to M6-7 zwykle oraz M8 do M30 drobnozwojowe rozne
ponadto kat przylozenia do fi np 40 bedzie wlasciwy i odpowiedni
ow wyzej wymienionym nozem moge rowniez wykonywac rowki plytka niepelenoprofilowa
montujac ja w nozu bez zmiany kata przylozenia
PT 3 ER 1.1 D471-1.3 VTX
PT 3 ER 1.3 D471-1.5 VTX
3ER1.60-D471-1.85
malo tego znalazlem sprzedawce ktory oferuje uchwyty do nazynek
http://archiwum.allegro.pl/oferta/opraw ... 54046.html
http://archiwum.allegro.pl/oferta/opraw ... 92068.html
http://archiwum.allegro.pl/oferta/opraw ... 81737.html
a jedna z firm Darmet zaciekawiona tematem przymierza sie do opracowania swojego narzedzia
przesylam dodatkowe zdjecie pomocne przy ustalaniu parametrow przy doborze gwintow
Zdjecia
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5771
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
O ile masz możliwość później przeszlifować stożek morse'a, tak by podczas gwintowania na skutek niedopasowania płaszczyzn w koniku i na dorobionym stożku nie wysuwał się z konika. Niby można na tusz spasować, ale lepiej za nieduże pieniądze kupić z szlifowanym stożkiem.ak47 pisze:Warto samemu to wykonać.
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2379
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Nie warto, lepiej kupić trzpień z odpowiednim stożkiem (np. do frezów piłkowych), przetoczyć część cylindryczną na odp. średnicę i dorobić tylko suwliwy uchwyt pod oprawki narzynek (i oczywiście komplet redukcji do różnych narzynek). Prawidłowe wykonania stożka nie jest proste, a tak masz szlifowany i powierzchniowo utwardzony, cena 30-70 zł.ak47 pisze:Warto samemu to wykonać.
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
-
lukasz.radomski
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 456
- Rejestracja: 06 maja 2010, 15:32
- Lokalizacja: Częstochowa






