



Tokarka HAAS SL-30 Frezowanie z g kodów
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Tokarka HAAS SL-30 Frezowanie z g kodów
Siemanko. Ja z takim zapytaniem. Jest może ktoś kto ma jakieś pojęcie na temat frezowania z g kodów na starszym haasie? Generalnie dużo czasu poświęciłem na czytanie instrukcji i wielu tematów na zagranicznych forach ale nie do końca rozumiem jak to działa i do czego jest zdolna maszyna używając osi c. Wiem że można korzystać z funkcji G05 i G112 ( po przełączeniu się na G17), ale kompletnie nie umiem używać tych funkcji, chciałem się również dowiedzieć jak wtedy zabazować frez i czy działa jego kompensacja. Jest również cykl spłaszczania G77. Jeśli byłby ktoś w stanie napisać jakiś przykładowy program z objaśnieniem to stawiam piwo.


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Witam.wiktor1103 pisze: ↑06 paź 2021, 18:13Siemanko. Ja z takim zapytaniem. Jest może ktoś kto ma jakieś pojęcie na temat frezowania z g kodów na starszym haasie? Generalnie dużo czasu poświęciłem na czytanie instrukcji i wielu tematów na zagranicznych forach ale nie do końca rozumiem jak to działa i do czego jest zdolna maszyna używając osi c. ....
Zagraniczne fora nie są Tobie potrzebne.
Przeczytanie instrukcji ze zrozumieniem , wykonanie kilku prób na maszynie (jak ja to kiedyś robiłem) i zapoznanie się z wieloma tematami na Forum , które opisują te zagadnienia (użyj opcji SZUKAJ) jest mile wskazane.
Cykl G112 jest elegancko opisany w instrukcji obsługi....Wiem że można korzystać z funkcji G05 i G112 ( po przełączeniu się na G17), ale kompletnie nie umiem używać tych funkcji, ....
Na forum znajdziesz sporo przykładów w jego zastosowaniu (..... pamiętam , że i ja co nie co w dziale Haas zapodałem).
Oprawka pionowa ;chciałem się również dowiedzieć jak wtedy zabazować frez i czy działa jego kompensacja. ....
w osi X klik na sondzie od czoła freza ,
w osi Z klik na sondzie bok freza minus (-) w offsecie Z promień freza ,
Oprawka pozioma ;
w osi X klik klawisz F2,
w osi Z klik na sondzie od czoła freza ,
Kompensacja działa .... , w offsecie narzędzia podaj promień freza.
Tego cyklu nie polecam ponieważ nie używa osi C tylko obrotów wrzeciona i układ jest mało sztywny....Jest również cykl spłaszczania G77. ....
..... ale przykład na frezowanie sześciokąta wrzucam.
Kod: Zaznacz cały
%
O00206
G54
G90 G80 G40 G97
G28 U0
G98
T808 (FREZ 12.)
S5 M03
M133 P2500
M08
G00 Z5.
G00 X50.
G01 Z-2. F300.
G77 J18. L6 R6. S5
G00 Z5.
M135
M09
M05
G28 U0
G80
G99
M30
%
Nie skorzystam ...... , jestem abstynent..... Jeśli byłby ktoś w stanie napisać jakiś przykładowy program z objaśnieniem to stawiam piwo.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Dzięki wielkie Mariusz. Przed napisaniem posta starałem się wyszukać podobne tematy ale chyba niezbyt dokładnie. Spróbuje jeszcze raz.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Jakby co , to pisz na PW.wiktor1103 pisze: ↑12 paź 2021, 09:46Dzięki wielkie Mariusz. Przed napisaniem posta starałem się wyszukać podobne tematy ale chyba niezbyt dokładnie. Spróbuje jeszcze raz.
p.s.
Na foto kilka wskazówek ...... , znalazłem w archiwum x.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
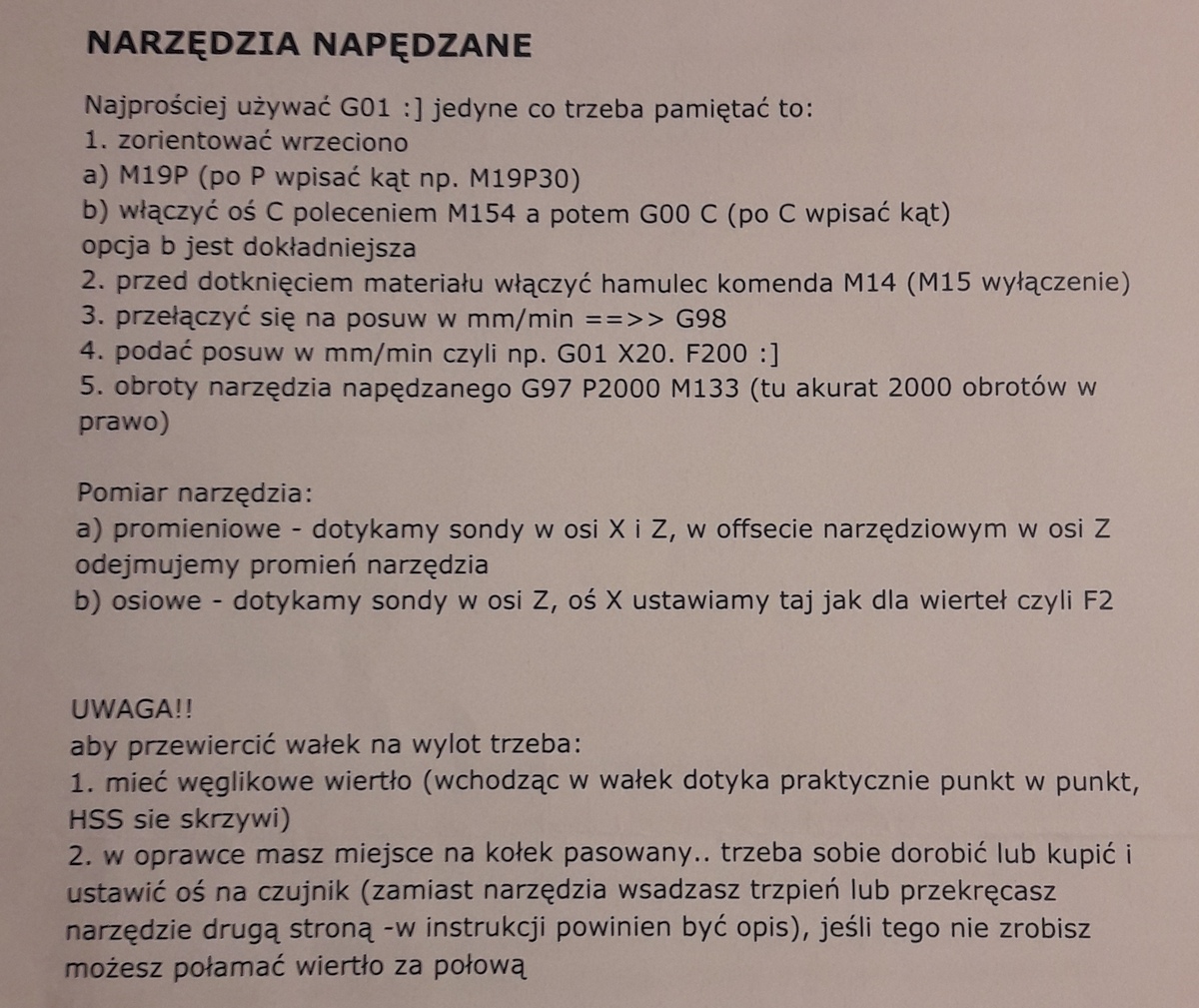
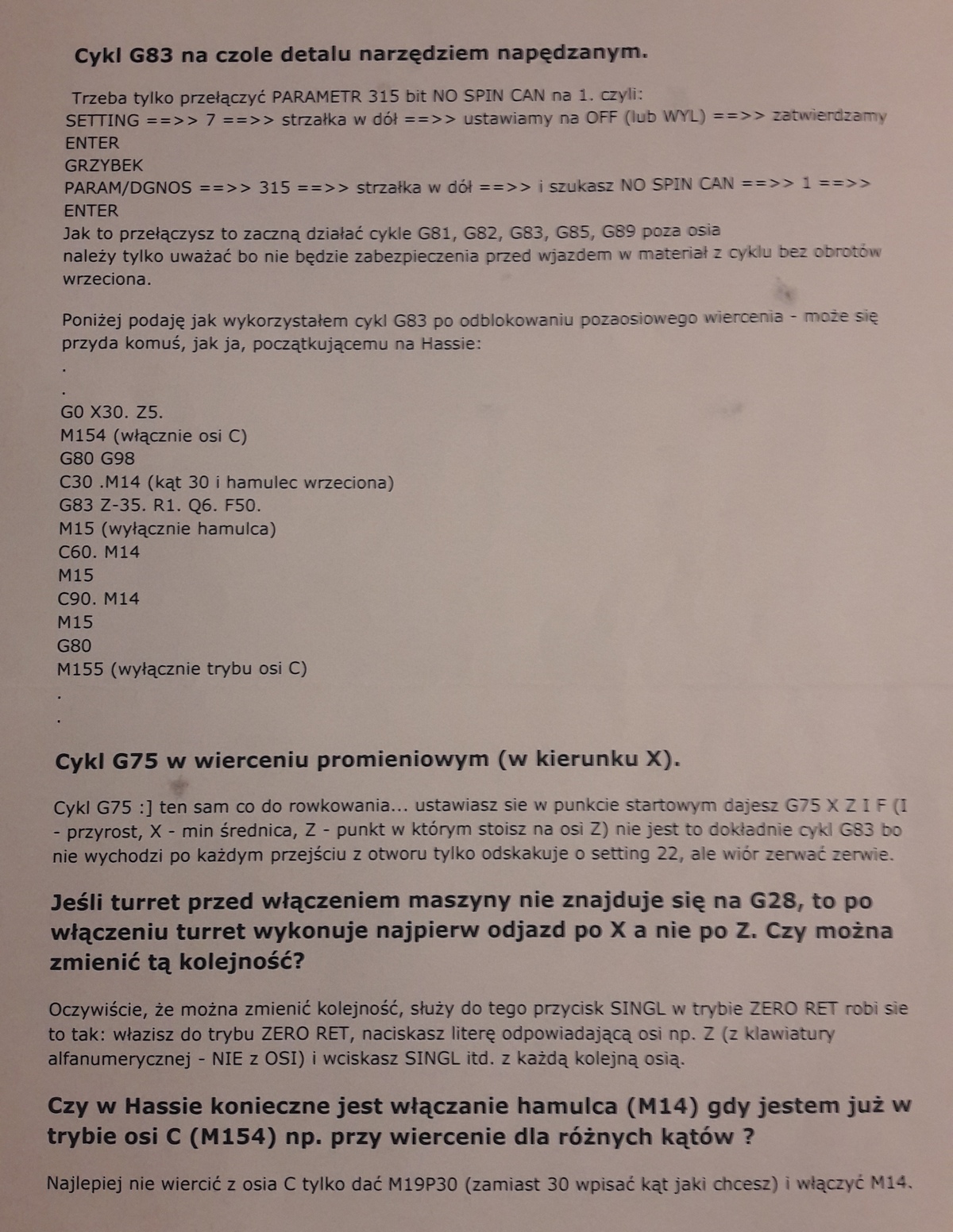
Wpisałem w MDI M154 G0C90 i załączyłem i wyskoczył mi alarm o zbyt dużym obciążeniu(M19 mi normalnie działa). Co do tych zdjęć mam pytanie, dlaczego jest przykład na wiercenie poza osią z G83 i tam jest używana oś C do pozycjonowania wrzeciona, a niżej jest napisane żeby lepiej używać M19. Jeśli dało by radę odpowiedzieć byłbym bardzo wdzięczny  . Te zdjęcia i tak bardzo dużo mi pomogły.
. Te zdjęcia i tak bardzo dużo mi pomogły.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Dziwne.wiktor1103 pisze: ↑22 paź 2021, 13:44Wpisałem w MDI M154 G0C90 i załączyłem i wyskoczył mi alarm o zbyt dużym obciążeniu....
Spróbuj tego.
Kod: Zaznacz cały
......
T505 (NAKIELEK)
M133 P1100
M154
M08
G00 Z4.
G98
G00 C0
G81 X68. Z-1.3 R2.5 F50.
C60.
C120.
C180.
C240.
C300.
G80
M09
M155
G99
G28 U0
M09
M05
G28 U0
G28 W0
M30
Hmm ....Co do tych zdjęć mam pytanie, dlaczego jest przykład na wiercenie poza osią z G83 i tam jest używana oś C do pozycjonowania wrzeciona, a niżej jest napisane żeby lepiej używać M19. Jeśli dało by radę odpowiedzieć byłbym bardzo wdzięczny
w 2010 roku to pisałem i nie pamiętam z jakiego powodu.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Dzięki, posiłkowałem się tym co napisałeś i poszło. Wydaję mi się że problemem było to że nie przełączyłem się na g98.
A co do frezowania z g112. Czy konieczne jest ustawienie ustawienia 102 średnica osi c, albo jeśli mógłbym Cię prosić o wytłumaczenie w jakich wypadkach ma to zastosowanie?
Do frezowania z g05 to ustawienie też ma znaczenie?
A co do frezowania z g112. Czy konieczne jest ustawienie ustawienia 102 średnica osi c, albo jeśli mógłbym Cię prosić o wytłumaczenie w jakich wypadkach ma to zastosowanie?
Do frezowania z g05 to ustawienie też ma znaczenie?
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Raz jeszcze przeczytałem swoje notatki i przypomniałem sobie.wiktor1103 pisze: ↑22 paź 2021, 13:44.... Co do tych zdjęć mam pytanie, dlaczego jest przykład na wiercenie poza osią z G83 i tam jest używana oś C do pozycjonowania wrzeciona, a niżej jest napisane żeby lepiej używać M19. Jeśli dało by radę odpowiedzieć byłbym bardzo wdzięczny
Na tej focie jest kilka wątków ...... tłustym drukiem pytanie , następnie odpowiedź.
Najlepiej nie wiercić z osią C z hamulcem (nie ma takiej potrzeby) , tylko dać M19P30(zamiast 30 wpisać kąt jaki chcesz) i włączyć M14
....... info te nie miało nic wspólnego z wcześniejszym wierceniem poza osią z G83
To musisz pilnować.wiktor1103 pisze: ↑22 paź 2021, 17:23Dzięki, posiłkowałem się tym co napisałeś i poszło. Wydaję mi się że problemem było to że nie przełączyłem się na g98.
Raz nie odwołało mi G98 i przez pewien okres toczyłem z F na G98 zamiast G99
Coś , kiedyś czytałem / omawiałem ustawienie 102..... A co do frezowania z g112. Czy konieczne jest ustawienie ustawienia 102 średnica osi c, albo jeśli mógłbym Cię prosić o wytłumaczenie w jakich wypadkach ma to zastosowanie?
Do frezowania z g05 to ustawienie też ma znaczenie?
O szczegółach poczytaj w instrukcji obsługi.
..... , nigdy tego parametru nie używałem , G05 także.
p.s.
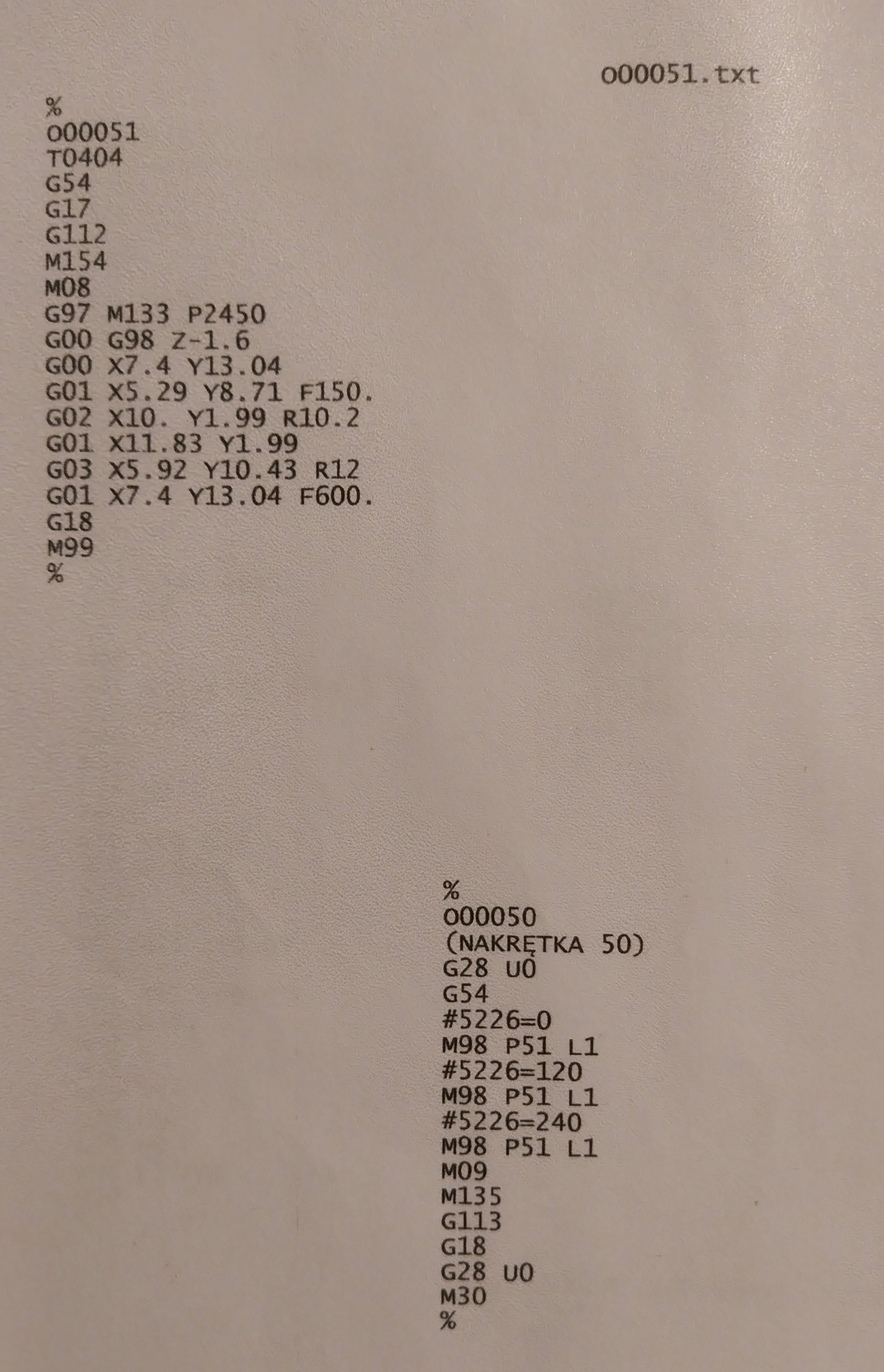
Jak już się tak rozkręciliśmy , przeczytaj instrukcję obsługi dział ; Zmienne systemowe i zobacz co mi kiedyś wyszło z
#5226 (Korekcje robocze G54)
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Siemanko. Dzisiaj zrobiłem sobie test z G112 na aluminium. W planach było wyfrezować sześciokąt 12 ale nie wyszło i dopiero po czasie zorientowałem się że mam źle napisany program, ale nie wiem czy tylko w tym jest rzecz. Chciałem się zapytać czy mógłbym Cię prosić żebyś sprawdził czy dobrze się za to zabrałem. Zabazowałem freza 12 w oprawce poziomej. W tabelce na promień wpisałem 6.000, a w Tool Tip dałem najpierw 7 bo tak intuicyjne uznałem że by to pasowało, ale gdy patrzyłem na symulacji to w X nie było różnicy jak dałem Tip 7 czy 3 więc nie wiem czy to ma znaczenie przy frezowaniu (zapomniałem spojrzeć czy coś się zmienia w C). Wpisałem program i puściłem no i nie poszło tak jak planowałem. Teraz mam poprawiony program, może tak być?:
%O00001
G54
G00 X250. Z150.
T1010
M154
G28 H0
G97 M133 P2000
G98
G17
G112
X20. Z5.
G01 Z-5 F40.
G41 X0. Y6.
X12. Y6.
X13.856 Y0.
X12. Y-6.
X-12. Y-6.
X-13.856 Y0.
X-12. Y6.
X12. Y6.
G40 X25.
G113
G18
G99 M135
M155
G00 G54 X250
Z150
M30.
%O00001
G54
G00 X250. Z150.
T1010
M154
G28 H0
G97 M133 P2000
G98
G17
G112
X20. Z5.
G01 Z-5 F40.
G41 X0. Y6.
X12. Y6.
X13.856 Y0.
X12. Y-6.
X-12. Y-6.
X-13.856 Y0.
X-12. Y6.
X12. Y6.
G40 X25.
G113
G18
G99 M135
M155
G00 G54 X250
Z150
M30.
-
wiktor1103
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 6
- Posty: 11
- Rejestracja: 20 lut 2021, 13:15
Re: Tokarka HAAS SL-30 Frezowanie z g kodów
Nie mogę usunąć tego posta wyżej ani edytować to dodam notkę: gdzieś czytałem ze wartości X muszą być w średnicy i to był pierwszy błąd, drugim błędem było złe zwymiarowanie przeze mnie szesciokąta bo zamiast X3. Wpisywałem X6. Gdy do tego doszedłem szesciokąt wyszedł idealnie. Dziękuję Ci bardzo Mariusz bardzo mi pomogłeś. Jeszcze mam pytanie, jedynym sposobem żeby frez zagłębiał się o daną wartość jak w cyklu jest napisanie makra tak?






