

Czy na prawdę nie można całkowicie odciąć wytoczonego detalu na cnc?
Pytam o różne gatunki stali, łatwo obrabialne i te cięzkie w obróbce /jeśli materiał ma jakieś znaczenie/
Mam na myśli uszkodzeniem narzędzia podczas całkowitego przecinania
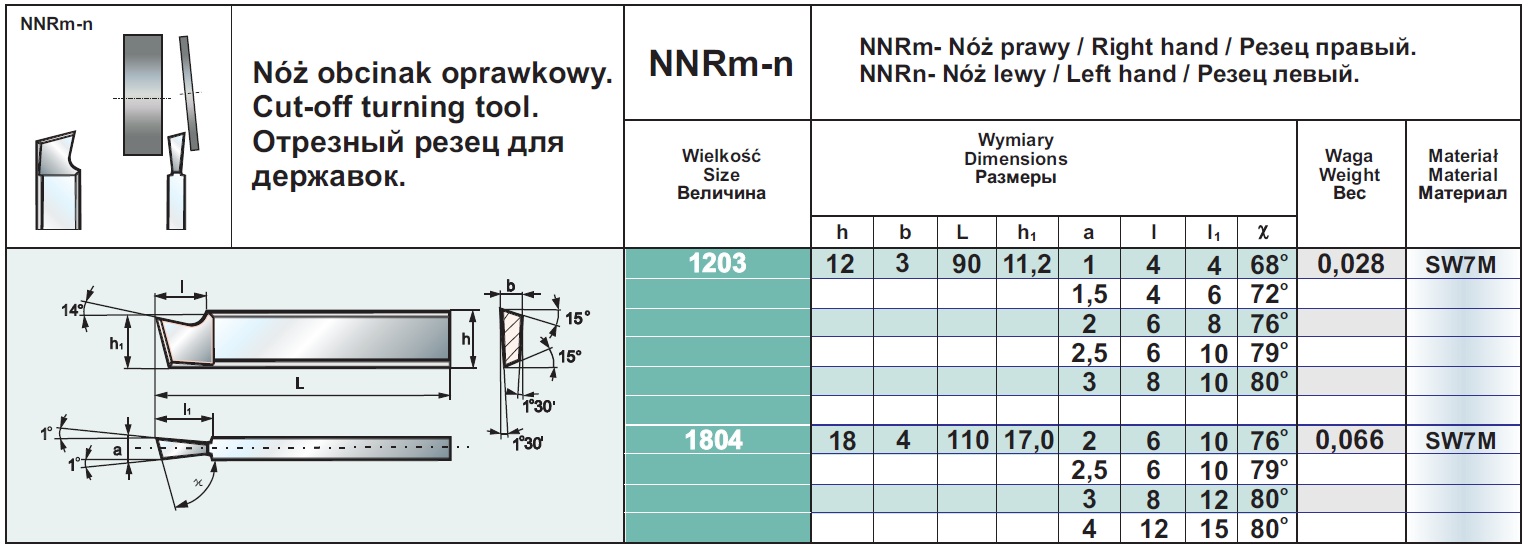
Toczenie- przecinanie


-
DamianCNCC
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 3
- Rejestracja: 21 cze 2014, 19:45
- Lokalizacja: Gorzów
Witaj Kolego.
Co masz na myśli pisząc całkowitego ? jeśli Tokarka która posiadasz posiada przechwyt detal można odciąć bez żadnej zadry czy "cycka" jeśli jednak maszyna nie posiada przechwytu a detal jest zaślepiony zostanie ten jak to nazwałem "cycek" po odcięciu. Jeśli jest to detal z otworem przy odpowiednim parametrze można odciąć bez dodatkowego kołnierza. jednak wiele zależy w jakim materiale pracujesz.
pozdrawiam.
Co masz na myśli pisząc całkowitego ? jeśli Tokarka która posiadasz posiada przechwyt detal można odciąć bez żadnej zadry czy "cycka" jeśli jednak maszyna nie posiada przechwytu a detal jest zaślepiony zostanie ten jak to nazwałem "cycek" po odcięciu. Jeśli jest to detal z otworem przy odpowiednim parametrze można odciąć bez dodatkowego kołnierza. jednak wiele zależy w jakim materiale pracujesz.
pozdrawiam.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8196
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Można przeciąć bez ,, cycka'' jak użyjesz odpowiednią płytkę.DamianCNCC pisze:... jeśli Tokarka która posiadasz posiada przechwyt detal można odciąć bez żadnej zadry czy "cycka" jeśli jednak maszyna nie posiada przechwytu a detal jest zaślepiony zostanie ten jak to nazwałem "cycek" po odcięciu. ...
http://www.baildonit.pl/pobierz/katalog_baildonit.pdf
str.50÷51
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
DamianCNCC
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 3
- Rejestracja: 21 cze 2014, 19:45
- Lokalizacja: Gorzów
-
Pneumokok
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 948
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Dzień dobry. Przy okazji tematu podepnę się z pytaniem:
Aktualnie robię małą serię z pręta (mat. PA6, przygotówka fi 15mm). Na końcu oczywiście odcinam każdą sztukę. Mimo, że mam płytkę skośną to na każdej sztuce zostaje taki mały cycek (ja to nazywam bździudkiem ). Po wyjęciu szutki z maszyny, kombinerkami urywam go, ale i tak pozostaje małe wybrzuszenie (ok. 0,3 -0,4 mm długości, mierzone suwmiarką). Akurat dla tych detali nie ma to znaczenia bo klientowi nie przeszkadza. Czy istnieje możliwość aby powierzchnia po odcinaniu była idealna? (tzn. bez bździudka ani wybrzuszenia). Dodam jeszcze, że dla powierzchni po odcinaniu wymagana jest jedynie chropowatość Ra = 12,5 - więc tak jakby wogóle nie było wymagań
). Po wyjęciu szutki z maszyny, kombinerkami urywam go, ale i tak pozostaje małe wybrzuszenie (ok. 0,3 -0,4 mm długości, mierzone suwmiarką). Akurat dla tych detali nie ma to znaczenia bo klientowi nie przeszkadza. Czy istnieje możliwość aby powierzchnia po odcinaniu była idealna? (tzn. bez bździudka ani wybrzuszenia). Dodam jeszcze, że dla powierzchni po odcinaniu wymagana jest jedynie chropowatość Ra = 12,5 - więc tak jakby wogóle nie było wymagań 
Płytka: TUNGALOY DGM2-020-8L
http://www.tungaloy.co.jp/common/produc ... rinted.pdf - strona 8
Materiał przygotówki: PA6 fi 15 mm
Vc: 250 m/min
Vmax: 2500 obr/min
f: 0.1 mm/obr
Pozdrawiam
Aktualnie robię małą serię z pręta (mat. PA6, przygotówka fi 15mm). Na końcu oczywiście odcinam każdą sztukę. Mimo, że mam płytkę skośną to na każdej sztuce zostaje taki mały cycek (ja to nazywam bździudkiem
Płytka: TUNGALOY DGM2-020-8L
http://www.tungaloy.co.jp/common/produc ... rinted.pdf - strona 8
Materiał przygotówki: PA6 fi 15 mm
Vc: 250 m/min
Vmax: 2500 obr/min
f: 0.1 mm/obr
Pozdrawiam
Jeżeli pomogłem kliknij pomógł 
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11917
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Nie wiem czy HSS dobrze zaszlifowany na ostro, z dodatnim kątem powierzchni natarcia +ɣ nie byłby tu lepszy.


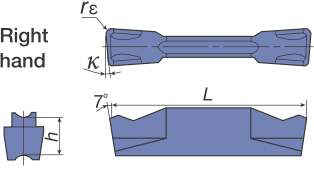
Płytka DGM ma promień rε i inaczej ukształtowaną powierzchnię natarcia, gdzie kąt natarcia ɣ na wierzchołku ostrza dla cieniutkiego przekroju bździudka ( ) jest ujemny (-ɣ), a aluminium nie jest zbyt wytrzymałe, urywa się pod ciężarem odcinanego detalu i naporu głównej krawędzi skrawającej zanim płytka dojdzie do osi.
albo może spróbuj z płytką SGN-QBN (też str.

Płytka DGM ma promień rε i inaczej ukształtowaną powierzchnię natarcia, gdzie kąt natarcia ɣ na wierzchołku ostrza dla cieniutkiego przekroju bździudka (
albo może spróbuj z płytką SGN-QBN (też str.
pozdrawiam,
Roman
Roman





