



Toczenie podcięcia technologicznego
-
sqblak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 5
- Posty: 10
- Rejestracja: 16 mar 2010, 21:27
- Lokalizacja: aasd
Toczenie podcięcia technologicznego
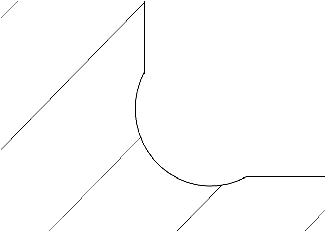
Mam do wykonania przedmiot w którym jest podcięcie D25 czyli o takim kształcie jak na obrazku. Można to zrobić razem z resztą przedmiotu cyklem G71? Bo za każdym razem na symulatorze pojawia się błąd że kontur nie jest monotoniczny. (tzn to oczywiste że jest ale czy można to jakoś obejść? )
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Toczenie podcięcia technologicznego
Z alarmem ,,monotoniczny'' na swojej SL-20 spotkałem się kilka razy.sqblak pisze:Mam do wykonania przedmiot w którym jest podcięcie D25 czyli o takim kształcie jak na obrazku. Można to zrobić razem z resztą przedmiotu cyklem G71? Bo za każdym razem na symulatorze pojawia się błąd że kontur nie jest monotoniczny. (tzn to oczywiste że jest ale czy można to jakoś obejść? )
Pokaż cały kontur z programem , a szybciej znajdę przyczynę i ,,lekarstwo'' na Twój problem.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
sqblak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 5
- Posty: 10
- Rejestracja: 16 mar 2010, 21:27
- Lokalizacja: aasd
Zdaje się że G71 do tego się nie nadaje. Cytat z instrukcji:
Czy w takim przypadku lepiej będzie pominąć w cyklu podcięcie i zrobić je osobno? Jeśli tak to mogę je po prostu zaprogramować zwykłym G2? Dodam że 'głębokość' tego podcięcia mierzona od obu powierzchni to 0.3.
Czyli narzędzie nie może 'cofnąć się' w stronę +Z po zrobieniu podcięcia.Za pomocą komendy G71 adresowane są dwa rodzaje ścieżek obróbki. Pierwszy rodzaj ścieżki (Typ I) występuje wtedy, gdy oś X zaprogramowanej ścieżki nie zmienia kierunku. Drugi rodzaj ścieżki (Typ II) umożliwia zmianę kierunku osi X. Zarówno dla Typu I, jak i Typu II, zaprogramowana ścieżka w osi Z nie może zmienić kierunku.
Czy w takim przypadku lepiej będzie pominąć w cyklu podcięcie i zrobić je osobno? Jeśli tak to mogę je po prostu zaprogramować zwykłym G2? Dodam że 'głębokość' tego podcięcia mierzona od obu powierzchni to 0.3.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Napisałem program/ przykład.... za ok. trzy godziny będziesz miał foto z symulacji na maszynie. 
%
O12345
G28 U0
G28 W0
T0303
G50 S2500
G96 S180 M03
G54
G00 Z5.
X55. M08
G71 P10 Q80 D0.5 U0.5 F0.2
N10 G00 X20.75 Z2.12
N20 G01 X30. Z-2.5 F0.15
N30 Z-46.21
N40 G02 X36.5 Z-50. R2.5
N50 G01 X43. Z-50.
N60 X45. Z-51.
N70 Z-70.
N80 X55.
G70 G42 P10 Q80
G00 G40 X60.
M09
G28 U0
G28 W0
M30
%

%
O12345
G28 U0
G28 W0
T0303
G50 S2500
G96 S180 M03
G54
G00 Z5.
X55. M08
G71 P10 Q80 D0.5 U0.5 F0.2
N10 G00 X20.75 Z2.12
N20 G01 X30. Z-2.5 F0.15
N30 Z-46.21
N40 G02 X36.5 Z-50. R2.5
N50 G01 X43. Z-50.
N60 X45. Z-51.
N70 Z-70.
N80 X55.
G70 G42 P10 Q80
G00 G40 X60.
M09
G28 U0
G28 W0
M30
%
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
sqblak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 5
- Posty: 10
- Rejestracja: 16 mar 2010, 21:27
- Lokalizacja: aasd
Przeanalizowałem przykład i mój program jeśli chodzi o strukturę i ruchy narzędzia był podobny. Różnił się oczywiście współrzędnymi i rzeczami które wytłuściłem:
N50 G01 X43. Z-50. (nie miałem wpisanej tej współrzędnej bo taka sama jest we wcześniejszej linii)
a przy wykończeniowej nie miałem korekcji:
G70 G42 P10 Q80
G00 G40 X60.
Ale nie sądzę żeby to miało wpływ. Czekam więc na wynik symulacji u Ciebie:)
I dziękuję bardzo za pomoc
N50 G01 X43. Z-50. (nie miałem wpisanej tej współrzędnej bo taka sama jest we wcześniejszej linii)
a przy wykończeniowej nie miałem korekcji:
G70 G42 P10 Q80
G00 G40 X60.
Ale nie sądzę żeby to miało wpływ. Czekam więc na wynik symulacji u Ciebie:)
I dziękuję bardzo za pomoc
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
... ogarnąłem się wcześniej. 
Niestety , ale u mnie też wystąpił ten problem w cyklu G71.
Alarm był opisany w języku angielskim (.... niestety nie znam tego języka , ale pisało tam coś o promieniu).

Miałem przypadek , że pomyliłem się ... przypadkowo w programie (np.) ;
...
G00 Z0.
X55. M08
G71 P10 Q80 D0.5 U0.5 F0.2
N10 G00 X20.75 Z2.12
N20 G01 X30. Z-2.5 F0.15
...
, po poprawieniu na G00 Z5. problem alarmu zniknął ... widocznie w/w błąd (?) w G- kodzie był przyczyną.
W Twoim przypadku problem tkwi w tym promieniu , tj. w podcięciu technologicznym.
Zmień podcięcie (jeśli jest ono pod gwint) lub zaprogramuj je osobno - jak wcześniej wspomniałeś.
Ciekawostka ... w cyklu G70 (pomijając obróbkę zgrubną ) program przyjął te podcięcie i nie było alarmu.
Niestety , ale u mnie też wystąpił ten problem w cyklu G71.
Alarm był opisany w języku angielskim (.... niestety nie znam tego języka , ale pisało tam coś o promieniu).
Miałem przypadek , że pomyliłem się ... przypadkowo
...
G00 Z0.
X55. M08
G71 P10 Q80 D0.5 U0.5 F0.2
N10 G00 X20.75 Z2.12
N20 G01 X30. Z-2.5 F0.15
...
, po poprawieniu na G00 Z5. problem alarmu zniknął ... widocznie w/w błąd (?) w G- kodzie był przyczyną.
W Twoim przypadku problem tkwi w tym promieniu , tj. w podcięciu technologicznym.
Zmień podcięcie (jeśli jest ono pod gwint) lub zaprogramuj je osobno - jak wcześniej wspomniałeś.
Ciekawostka ... w cyklu G70 (pomijając obróbkę zgrubną ) program przyjął te podcięcie i nie było alarmu.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
sqblak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 5
- Posty: 10
- Rejestracja: 16 mar 2010, 21:27
- Lokalizacja: aasd
Czyli to samo co u mnie na symulatorze. Sama wykończeniowa też poszła ale jakoś zapomniałem o tym bo tylko raz przez przypadek tak uruchomiłem.
Alarm ten oznacza że łuk w cyklu jest nie monotoniczny ale nie wiem w jaki sposób zmiana tego co pisałeś pomogła go usunąć:) Przypuszczam że ten błąd pojawia się tylko gdy łuk zmienia kierunek w obu osiach bo gdy jest podcięcie typu C błąd taki nie występuje i można bez problemu zrobić obróbkę cyklem G71.
Będę próbować to jakoś obejść.
Tak czy inaczej dziękuję za poświęcony czas
Alarm ten oznacza że łuk w cyklu jest nie monotoniczny ale nie wiem w jaki sposób zmiana tego co pisałeś pomogła go usunąć:) Przypuszczam że ten błąd pojawia się tylko gdy łuk zmienia kierunek w obu osiach bo gdy jest podcięcie typu C błąd taki nie występuje i można bez problemu zrobić obróbkę cyklem G71.
Będę próbować to jakoś obejść.
Tak czy inaczej dziękuję za poświęcony czas
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Na Cam-e wygenerowałem G-kod;sqblak pisze:Zdaje się że G71 do tego się nie nadaje. Cytat z instrukcji:Czyli narzędzie nie może 'cofnąć się' w stronę +Z po zrobieniu podcięcia....Za pomocą komendy G71 adresowane są dwa rodzaje ścieżek obróbki. Pierwszy rodzaj ścieżki (Typ I) występuje wtedy, gdy oś X zaprogramowanej ścieżki nie zmienia kierunku. Drugi rodzaj ścieżki (Typ II) umożliwia zmianę kierunku osi X. Zarówno dla Typu I, jak i Typu II, zaprogramowana ścieżka w osi Z nie może zmienić kierunku.
%
O12346
T0202
G50 S2500
G96 S120 M3
G54
G0 Z5. M8
G0 X65.
Z2.263
X48.405
G71 P1000 Q1100 D1. U0.5 W0 F0.2
N1000 G1 G42 X20.757 Z2.121 F0.1
G1 G98 X30. Z-2.5
G1 Z-46.215
G2 X28.5 Z-48. R2.5
X33.5 Z-50.5 R2.5
X36.5 Z-50. R2.5
G1 X43.
X45. Z-51.
Z-70.
N1100 G0 X48.405
Z2.263
G70 P1000 Q1100
G1 G40 X45. Z-70.
G0 X65.
Z5.
M5
M9
G28
M30
%
, na kompie symulacja wyszła bez problemu

, a na SL-20 NIE !!!

Zgadzam się z Tobą , ale program jakim się posłużyłem (patrz ; post wyżej) jest tylko przykładem złego najazdu na cykl....Alarm ten oznacza że łuk w cyklu jest nie monotoniczny ale nie wiem w jaki sposób zmiana tego co pisałeś pomogła go usunąć:)...
Błąd ten wystąpił u mnie przy całkiem innym projekcie.... wygląda na to , że źle mnie zrozumiałeś.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 -=JaNeK=-
-=JaNeK=-
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 265
- Rejestracja: 23 kwie 2008, 22:34
- Lokalizacja: WarSZawkA
Różnica w wykonaniu G71
Typ 1:
narzędzie po każdym przejściu odchodzi od materiału pod kątem 45 stopni. tylko do profili monotonicznych
Typ2:
narzędzie po każdym przejściu odchodzi od matweriału pod kątem 90 stopni. możliwe wykonanie profili niemonotonicznych (z wybraniem).
Różnica w zapisie:
G71 typ 1 i typ 2 różnią się w zapisie tylko współrzędą Z w linijce pod G71. Jeśli będzie tam sam X to uruchomi się typ 1 jak X i Z (nawet taki sam jak wcześniej) to uruchomi się typ 2.
W tym programie koniecznie więc musi być włączony typ 2 (X i Z w linijce pod G71).
nie wiem czy ten promień nie powinien być oznaczony R-2.5 (promienie wypukłe)
jeśli nie zadziała to w cyklu to można zrobić G71 bez podcięcia i zostawić naddatek na wykończenie i dopisać promień pomiędzy liniami konturu (skopiować poprzedni kontur żeby się nie narobić )
Typ 1:
narzędzie po każdym przejściu odchodzi od materiału pod kątem 45 stopni. tylko do profili monotonicznych
Typ2:
narzędzie po każdym przejściu odchodzi od matweriału pod kątem 90 stopni. możliwe wykonanie profili niemonotonicznych (z wybraniem).
Różnica w zapisie:
G71 typ 1 i typ 2 różnią się w zapisie tylko współrzędą Z w linijce pod G71. Jeśli będzie tam sam X to uruchomi się typ 1 jak X i Z (nawet taki sam jak wcześniej) to uruchomi się typ 2.
W tym programie koniecznie więc musi być włączony typ 2 (X i Z w linijce pod G71).
nie wiem czy ten promień nie powinien być oznaczony R-2.5 (promienie wypukłe)
jeśli nie zadziała to w cyklu to można zrobić G71 bez podcięcia i zostawić naddatek na wykończenie i dopisać promień pomiędzy liniami konturu (skopiować poprzedni kontur żeby się nie narobić
Pomagam w:
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępneTU
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8197
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Witam-=JaNeK=- pisze:...W tym programie koniecznie więc musi być włączony typ 2 (X i Z w linijce pod G71)....
u mnie jest .... i co z tego , jak nie idzie ?....
X55. M08
G71 P10 Q80 D0.5 U0.5 F0.2
N10 G00 X20.75 Z2.12
....
...moim zdaniem raczej R2.5...nie wiem czy ten promień nie powinien być oznaczony R-2.5 (promienie wypukłe) ...
Ostatnio zmieniony 18 gru 2010, 13:25 przez WZÓR, łącznie zmieniany 1 raz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






