



W przypadku, gdy detal nie wpada drgania dla tej operacji powinieneś dać 716 obrotów, 16 przejść, Vc 90.
Przy obrotach 180, Vc wynosi 22,6 m/min. Powstaje narost na krawędzi ostrza i narzędzie ulega zniszczeniu.
Głębokość 0,108 mm dla każdego przejścia będzie odpowiednia. Prędkości skrawania, które zastosowałeś są odpowiednie dla narzędzi wykonanych ze stali szybkotnących, których ostrzy nie zatępia się tak jak w przypadku narzędzi pokrywanych wykonanych z węglika spiekanego.
Toczenie gwintu wewnętrznego M40 - TUD 40
-
Marek M10x1.5
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 02 wrz 2019, 21:13
- Lokalizacja: Rybnik


-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Jak na moje oko też za głęboko i za wolno 
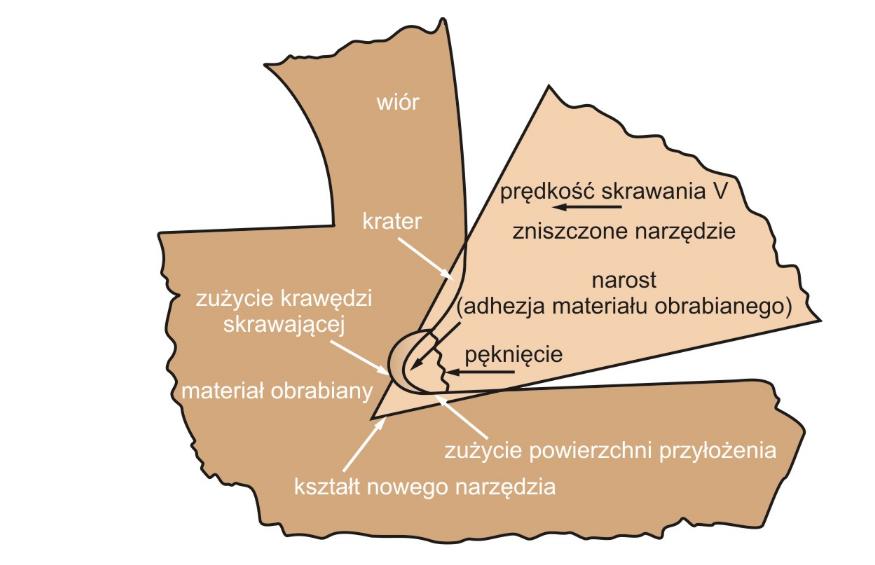
Roman by się tu przydał bo on wie wszystko o tworzeniu narostu na krawędzi noża i doborze prędkości aby tego uniknąć Gdzieś się już spotkałem z jego wypowiedzią na ten temat... Jak odkopię to podkleję do poczytania
Gdzieś się już spotkałem z jego wypowiedzią na ten temat... Jak odkopię to podkleję do poczytania
Przy okazji sprawdz stężenie chłodziwa (do gwintowania powinno być wyższe - tabelka pewnie na etykiecie) albo nawet daj trochę Tereboru na ściankę przed każdym przejściem
EDIT Znalazłem
Roman by się tu przydał bo on wie wszystko o tworzeniu narostu na krawędzi noża i doborze prędkości aby tego uniknąć
Przy okazji sprawdz stężenie chłodziwa (do gwintowania powinno być wyższe - tabelka pewnie na etykiecie) albo nawet daj trochę Tereboru na ściankę przed każdym przejściem
EDIT Znalazłem
RomanJ4 pisze: ↑28 wrz 2018, 11:07Oczywiście że jest. Kąt natarcia. Jak uważnie przeanalizujesz materiały ktore Ci podesłałem to sam zauważysz, że jakość powierzchni zależy w dużej mierze także od geometrii części skrawającej.malyex pisze: ↑27 wrz 2018, 21:31Też myślałem, że płytka do stali bez problemu poradzi sobie z alu, ale skoro stal wychodzi o.k., a alu nie, to pewnie coś w tym jest.
Inna sprawa, że aluminium tak wychodzi tylko na automatycznym posuwie, jak "jadę ręcznie" to problem znika. W stali na automatycznym i ręcznie wychodzi o.k.
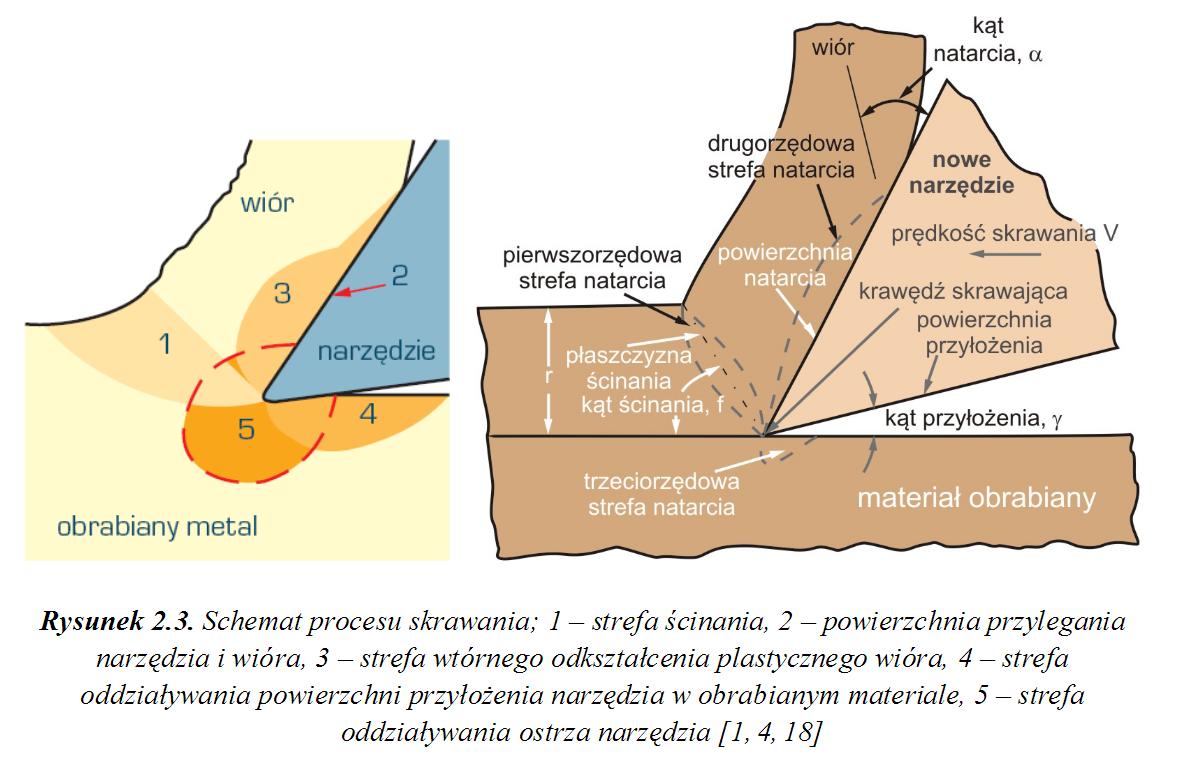
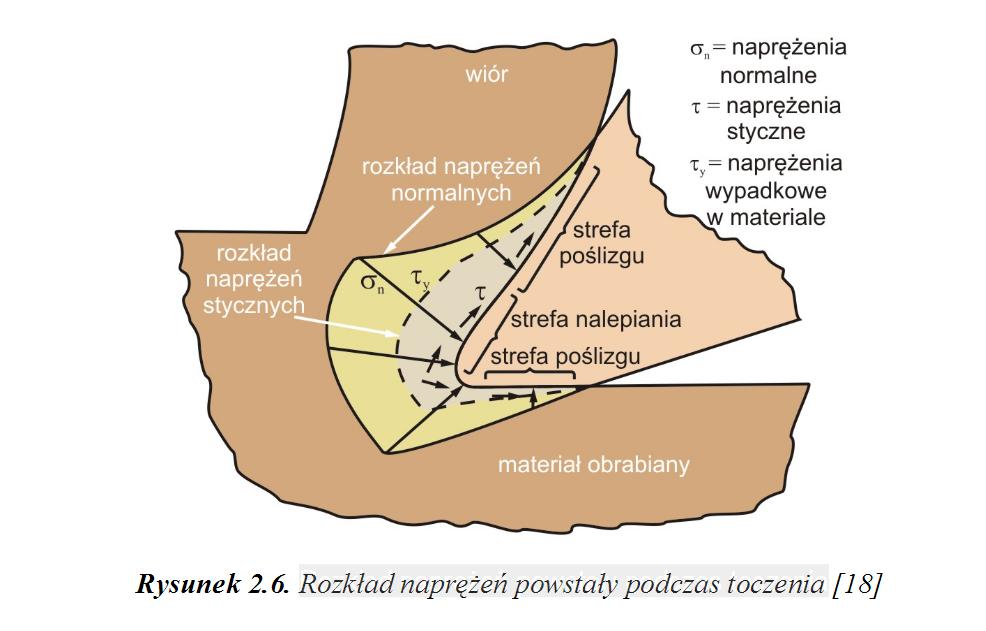
Duży kąt natarcia powoduje lepszy/szybszy spływ wióra. Smarowanie go jeszcze poprawia, i dodatkowo obniża temperaturę w obrębie tworzenia wióra co zmniejsza jego adhezję(przylepianie) do powierzchni ostrza w drugorzędowej strefie natarcia 2(strefie nalepiania i poślizgu) - a alu jest dość wredne pod tym względem
Smarowanie także zmniejsza tendencje do powstawania powodującego żłobienie powierzchni i urywającego się co pewien czas (i tworzącego dropy - widać to na filmie) narostu.
A już bezwzględnie powinno się smarować przy głębokim przecinaniu, gdy usuwanie wióra ze szczeliny jest utrudnione a wraz z głębokością maleje prędkość skrawania Vc.
Z tego też miedzy innymi powodu(adhezja) stosuje się powlekanie ostrzy powłokami ją utrudniającymi (np tlenki glinu, tytanu, innych metali, czy ceramiką)
Reasumując - większy kąt natarcia zmniejsza opory skrawania, co wbrew temu co twierdzi kol. Avalyah jest bardzo ważne zwłaszcza dla obróbki na naszych małych maszynkach.
Z tego też powodu płytki CCGT są dla aluminium (i innych miękkich metali) lepsze niż te do stali, które ze względu na twardszy materiał (mógłby wykruszać bardzo ostrą, spiczastą a przez to mniej wytrzymałą krawędź) mają mniejszy kąt natarcia, a często jeszcze ochronną ujemną mikrofazę krawędzi skrawającej
http://koledzypofachu.pl/index.php/opis ... ii-plytek/
i przez to generuje większe opory skrawania co przekłada się na proces skrawania i spływu wióra.
Dla zobrazowania poniżej porównanie wpływu dodatniego i ujemnego kąta na proces powstawania wióra (i opory skrawania)
poprzez analogie możemy sobie wyobrazić proces przy mniejszym i większym kącie natarcia.
To dlatego w stali Ci skrawało dobrze, ale już w aluminium kicha.
Także przy posuwie mechanicznym szło gorzej bo prędkość skrawania Vc była jednostajna, przez co powstawał duży narost psując powierzchnię. Przy posuwie ręcznym nie da się utrzymać stałego Vc (równo przesuwać), więc zmienne Vc urywało szybciej narost nie pozwalając mu narosnąć i powierzchnia wyszła nieco lepsza (także chatter mniejszy)
Lepiej też wychodzi nieraz przy toczeniu stalkami z zaszlifowanym bardzo dużym katem natarcia/rowkiem wiórowym (powyżej 15-18°),

bo w odróżnieniu od kruchego z racji ziarnistej struktury węglika nie musimy za bardzo obawiać się o wytrzymałość cienkiego spiczastego ostrza przy miękkim materiale (ale w stali już nie będzie tak różowo).
Co prawda ostrą krawędź skrawającą powinniśmy lekko zatępić osełką, ale to ze względu na szczerbatość ostrza po szlifowaniu
prosba-o-pomoc-nozyk-skladany-12x12-t88172-10.html
Można by tu pisać długo, szczegółowe opisy zjawisk występujących w czasie skrawania znajdziecie np tu http://www.openaccesslibrary.com/vol12015/1.pdf
http://www.dbc.wroc.pl/Content/24703/RO ... a_popr.pdf



-
MacGregor
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 256
- Rejestracja: 12 wrz 2006, 20:14
- Lokalizacja: Białystok
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Marcink1992 pisze: ↑19 lip 2019, 22:57Witam,
potrzebuje zrobić kilkadziesiąt gwintów m40 o skoku 3 w tulejach 90mm. Napotkałem następujący problem i potrzebuje porady w czym robię błąd.
Tokarka konwencjonalna, nóż składak do gwintów wewnętrznych 25x25 22ir Płytki o skoku od 3-4 (testowałem każdą na każdej powiela sie ten sam problem. Obroty 180
Toczę w następujący sposób :
Pierwszy przejazd ustawiam 1,5 mm,drugi 1 mm, i kolejne po 0,5 mm przy czym dwa ostatnie przejazdy robię dwukrotnie na tym samym wymiarze. Problem polega na tym że przy ostatnim i przedostatnim przejeździe robi mi się narośl z materiału na płytce noża i "niszczy" mi cały gwint (robi zadziory, strzępi) i muszę ostatni wymiar przejeżdżać na nowo kilka razy żeby jakoś ten gwint wyglądał bo wkręca się normalnie. Zauważyłem również że wióry wciąga mi pod płytkę i też niszczy gwint.
Oczywiście gwintuję z chłodziwem.
I tu proszę o pomoc:
Czy mam źle dobrane parametry pod taki nóż?
Czy za dużo zbieram materiału na jeden przejazd ?
Płytki 22 IR firmy KORLOY- z moich obserwacji wynika że łamacz wiórów w tych pyłkach nie zawija wióra w spirale tylko go łamie na krótko i wpada pod płytkę. W płytkach 16 ir skok 3 firmy KYOCERA jest inny łamacz, robi wiór w spiralkę ale też robi się na nim narośl na ostatnim przejeździe i niszczy gwint.
Prosze o pomoc gdzie robię bład.
Zwiększ obroty i mniej przybieraj.
Będzie dobrze.
A stosowanie tych wzorów na to czy tamto, to w tych warunkach najnormalniej przemilczę.
POZDRAWIAM
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 7613
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Zwiększenie obrotów jeśli można to jak najbardziej, choć ja bym polał to olejem w końcowej fazie. nawet zwyklym roślinnym żeby nie siedzieć w smrodzie. Ale lać lać lać.
-
Marcink1992
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 5
- Posty: 21
- Rejestracja: 02 sie 2013, 16:37
- Lokalizacja: Knurów
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Dziękuje bardzo wszystkim za pomoc, w połowie miesiąca przyjdzie kolejna partia tego zamówienia i wykorzystam wasze wskazówki i porady żeby ułatwić sobie pracę. Wtedy podsumuję zebrana wiedzę żeby pomóc innym.
Pozdrawiam.
Pozdrawiam.
-
pavyan
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 789
- Rejestracja: 12 paź 2018, 21:36
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
IMPULS3 pisze:ja bym polał to olejem w końcowej fazie. nawet zwyklym roślinnym żeby nie siedzieć w smrodzie. Ale lać lać lać.
Powiem że nie "nawet", a tylko roślinnym - żadnym maszynowym, według mnie one do tego celu się nie nadają.
Natomiast z roślinnych używam tylko lnianego (ale nie pokostu, bo za szybko schnie), on jest chyba z nich najlepszy; można też dosypać trochę siarki sublimowanej.
Olej siarkowany ma jeszcze lepsze właściwości korzystne przy skrawaniu, ale trzeba mieć świadomość że zaczernia stopy zawierające miedź (i srebro
Idąc dalej, zdecydowanie lepszy od oleju lnianego jest Terebor, ale stosunkowo drogi - i nie znam lepszego ogólnodostępnego środka pomocnego przy skrawaniu/gwintowaniu (niestety, nie lubi wyższych temperatur a takie przeważnie występują przy skrawaniu maszynowym).
Pomogłem? Kliknij, proszę :-)
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 7613
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
pavyan pisze: a tylko roślinnym - żadnym maszynowym, według mnie one do tego celu się nie nadają.
Mnie tam wszystko jedno, poza tym że jak gwintuję z maszynowym to godzinie gwintowania mam komorę gazową wiec wolę zapach frytek.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 16265
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Qrna a ja tylko chłodziwem na nożyk. Olejowe wynalazki to razem z łojem, do narzynek.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 5771
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
Płytkę podporową masz właściwą oczywiście, tak żeby ustawienie płytki nacinającej gwint było ok. Zauważ, jak masz skrawanie większego wióra, to ci idzie (wygina noża w dół, bo większa siła) może nóż trzeba by minimalnie opuścić? Tutaj bym trochę pokombinował (no pewnie, że w granicach rozsądku) z wysokością noża.
Pozwolę sobie dać linka do płytek podporowych. Wiem, że ty wiesz, ale może komuś się przydać, kto wejdzie na temat: https://www.sandvik.coromant.com/pl-pl/ ... -shim.aspx
Pozwolę sobie dać linka do płytek podporowych. Wiem, że ty wiesz, ale może komuś się przydać, kto wejdzie na temat: https://www.sandvik.coromant.com/pl-pl/ ... -shim.aspx
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 7613
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Toczenie gwintu wewnętrznego M40 - TUD 40
kamar pisze:Qrna a ja tylko chłodziwem na nożyk. Olejowe wynalazki to razem z łojem, do narzynek.
Ale w tym konkretnym przypadku to są tragicznie niskie obroty więc nic dziwnego że tworzy się narośl a tę można pokonać co kolwiek tylko olejem.
jasiu... pisze:Zauważ, jak masz skrawanie większego wióra, to ci idzie (wygina noża w dół, bo większa siła) może nóż trzeba by minimalnie opuścić?
Raczej podnieść, przynajmniej ja tak robię. Wtedy nóż przy zbyt wielkim obciążeniu odginając się do osi jednocześnie zmniejsza zagłębienie. Gdy dasz poniżej osi będzie jeszcze bardziej się zagłebiał.






