



Tig spawanie aluminium
-
marins87
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 5
- Posty: 56
- Rejestracja: 23 cze 2013, 21:26
- Lokalizacja: Ostrowiec Św
Tig spawanie aluminium
Witam. Ucze sie spawac domatorsko aluminium. Spawarka to tig weldman brawo 250 ac/dc. Spawam ksztaltowniki 2-3mm na ustawieniach 100-180Hz balance -20 prad 120-135a. Problem mam taki ze musze bardzo dlugo grzac material aby zaczac spawac. Tak jakby zbyt malo ciepla docieralo w material. Natomiast na funkcji mix tig w cyklu 2hz na 1sekunde sprawa wyglada juz calkiem inaczej. Spawanie zaczynam po okolo 20sekundach na mix tig. Natomiast na zwyklym ac spawam po okolo 1.5min
Tagi:

-
jadwiga123
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 30 cze 2016, 11:45
- Lokalizacja: Warszawa
- Kontakt:
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
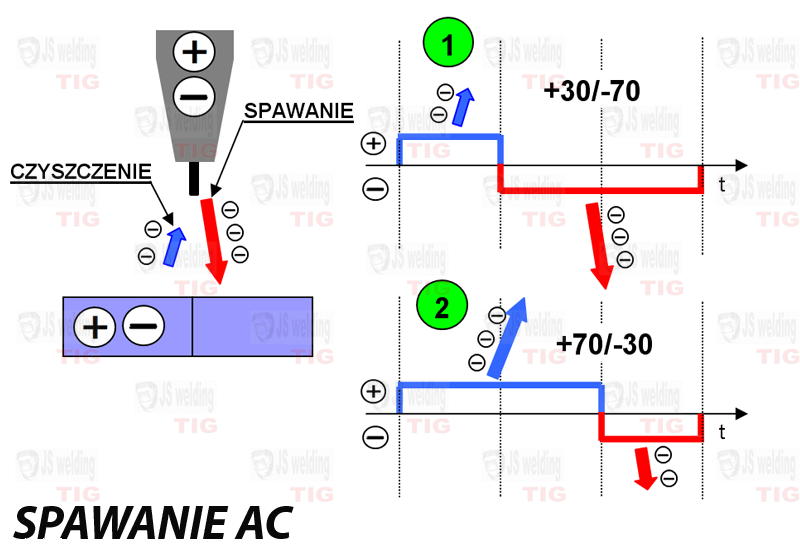
Może masz źle ustawiony balans i za dużo ciepła idzie w elektrodę?marins87 pisze:balance -20 prad 120-135a. Problem mam taki ze musze bardzo dlugo grzac material aby zaczac spawac. Tak jakby zbyt malo ciepla docieralo w material.
http://jswelding.pl/_cms/view/29/spawanie-tig.html
http://spawara.pl/spawanie_aluminium_balans_ac/
pozdrawiam,
Roman
Roman
-
marins87
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 5
- Posty: 56
- Rejestracja: 23 cze 2013, 21:26
- Lokalizacja: Ostrowiec Św
Kiedy dam balans w plus np. +20 to elektroda w sekundzie robi się okrągła i luk bardzo nie stabilny. Choć topi materiał szybciej to jednak jest trudniej poprowadzic spoinę oraz połaczyć dwa elementy. Juz sam nie wiem. Spawam od roku aluminium i nigdy nie miałem problemu do teraz gdy mam trochę połaczeń pachwinowych. Dodam ze mam papiery na tiga od kilku lat ale alu spawam od roku i jak widać nadal się uczę
-
lukasz.radomski
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 456
- Rejestracja: 06 maja 2010, 15:32
- Lokalizacja: Częstochowa
-
marins87
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 5
- Posty: 56
- Rejestracja: 23 cze 2013, 21:26
- Lokalizacja: Ostrowiec Św
Elektroda 3.2 jade nia od 80 do 230 róźne konfiguracje . Moze ktos podrzuci swoje konfiguracje do pachwin 3mm scianka. Mozrze czegos jeszcze nie prubowalem...? Moim zdaniem za dlugo trwa proces podgrzewania. Na filmach youtub to znacznie szybciej przebiega. Moze przyczyna jest zbyt duza poeierzchnia przedmiotu...? Bo na jakichkolwiek parametrach na malym detalu idzie to szybko.
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
marins87
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 5
- Posty: 56
- Rejestracja: 23 cze 2013, 21:26
- Lokalizacja: Ostrowiec Św
Jak na razie to też dochodze do takich wniosków. Im więcej elementów dokładam tym gorzej się spawa. Choć jest ciut lepiej gdyż wymieniłem tulejkę zaciskową. Stara już nie trzymała elektrody. Problem największy jest przy płycie ryflowanej spawanej do profila w pachwinie. Płyta 1.5mm a profil 2 płyte stapia dość szybko a profil bardzo wolno.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Może to koledze pomoże w doborze parametrów teraz albo w przyszłości
https://www.millerwelds.com/resources/w ... calculator
( https://www.millerwelds.com/resources/w ... alculators https://www.millerwelds.com/resources )
https://www.millerwelds.com/resources/w ... calculator
( https://www.millerwelds.com/resources/w ... alculators https://www.millerwelds.com/resources )
pozdrawiam,
Roman
Roman






