Hej mam pytanko , mam znowu do wykonania 140szt detali z stali nierdzewnej 1.4301.
Do tej pory obramiałem te detale frezami HSS 12zgr hss oraz 12 wyk widia ,wiertło 2.3 hss, oraz 1.4 hss. glowica fi 50 hss, . Czas obróbki ok 2h 1szt. Chcę przyśpieszyć czas obróbki i moje pytanie jakich narzędzi użyć. Jakieś głowice szybkie?? jakie polecacie?? frezy?? jakie wiertła 2.3?? jakie wiertła 1.4?? z góry dziękuje za pomoc::)
narożniki tej główki nawiercić odpowiednim wiertłem, żeby skasować naddatek jak najbardziej i resztę jechać większym frezem zgrubnym a nie na kilka razy 12mm (bo tam przypuszczam, że jest robione)
ewentualnie zamiast freza użyć małej głowiczki palcowej wtedy trzeba policzyć czy posuwem trochę nagdonisz - choć wątpię Ale nie musisz freza wymieniać co kilka szt tylko płytki i golisz dalej
a wegliki ? dobrze sobie radzą w kwasie . i pogonisz nim nie to co hss
[ Dodano: 2015-03-17, 21:51 ]
frez zgrubny vhm frez wykanczajacy np. uniwersalny vhm i wiertelka napylane jak kolega proponowal albo też weglik jak frez i pogoni sporo szybciej o ile maszyna da radę
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
Wiertła zdecydowanie kobaltowe. Najlepiej z zawartością kobaltu 8%. Czeski Stimzet dobrze sobie radzi z nierdzewką.
Co do samego frezowania to zastanowiłbym się nad frezowaniem wysokowydajnym jeśli chodzi o sam gabaryt. Następnie wykończyć monolitem z węglika lub składakiem.
Na nierdzewce dużą efektywność i małe zużycie płytek uzyskałem na systemie BLMP TaeguTeca ale jak wiadomo rozwiązań jest wiele.
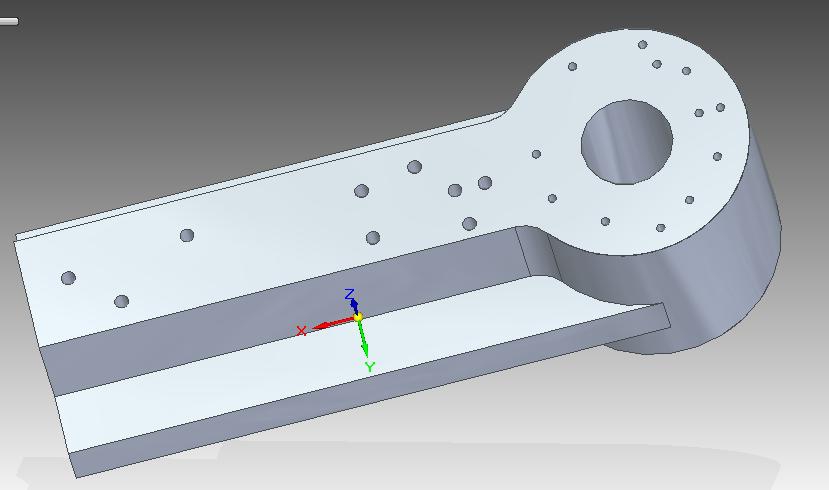
Panowie przykład z życia wzięty dla stali nierdzewnej 1.4401 więc można sobie parametry podstawić i zobaczyć jaki będzie czas na przyszłość. Zadanko to obróbka zgrubna + wykańczająca otwartej kieszeni o gł. 45,5mm z jednej strony i 18mm z drugiej strony. Promień na dnie R3. Obróbka 6 kieszeni (zgr. + wyk.) - 1h50min
Frez SGS T-CARB D12R2 (6 ostrzy, 26mm cz. roboczej)
Ap=22mm (wynikało to z podziału, może być głębiej), Ae=1,2mm, Vf=1400mm/min, S=3280 obr/min
Ścieżka zgrubna Wave generowana z Edgecam'a.
Głębiej schodziłem frezem SGS T-CARB D12R2 (6 ostrzy, 15mm cz. roboczej, szyjka odluzowana na dł. 48mm)
Ap=11.5mm (wynikało to z podziału, może być głębiej), Ae=1,2mm, Vf=1250mm/min, S=3280 obr/min
Ścieżka zgrubna Wave generowana z Edgecam'a.
Obróbka wykańczająca dna i ścianek o wysokości 45,5mm
Frez SGS V-CARB D12R3 (50mm cz. roboczej)
Dno: Ap=0.2mm, Ae=30%xD, Vf=800mm/min, S=3600 obr/min
Ścianka + promień R3 wykonana jednym przejazdem w Z:
Ap=45.5mm, Ae=0,2mm, Vf=1100mm/min, S=3600 obr/min
Druga strona była robiona analogicznie.
Nudzisz się, zajrzyj to nic nie kosztuje, może i Ciebie coś zainteresuje, a później... zaprocentuje
Niestety, nie zajrzysz bo kazali usunąć...




")

")