http://www.dwuzaworowe.pl/gara/180-redn ... materiaach
Obsługa, Programowanie i Budowa Maszyn Numerycznych






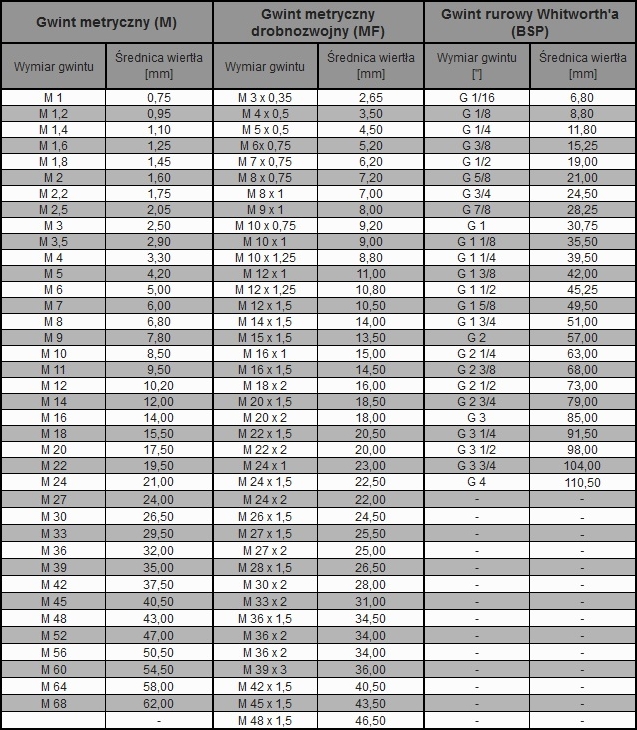
Wierz wiedzy i normom! (inne tabelki-poglądowo)blasterpl pisze:Znalazłem takie tabelki , i komu tu wierzyć
")
")

")
A zerknij tu;blasterpl pisze:Znalazłem takie tabelki , i komu tu wierzyć
http://www.dwuzaworowe.pl/gara/180-redn ... materiaach
No tak , wiec ta szara chyba bliższa prawdy.
To jeszcze odszukaj tabelkę z otworami pod gwintowniki ręczne.blasterpl pisze:No tak , wiec ta szara chyba bliższa prawdy.






