

Mam ręczną chińską zabawkę do cięcia metali tzw piłę taśmową (YATO, 1140x13x0.65), ale używam jej najczęściej (niezgodnie z przeznaczeniem) do wycinania bloczków stali (S235 chyba) do dalszego frezowania. Oznacza to najpierw cięcie bloku stalowego na długości 12.5cm. Generalnie daje radę, choć zajmuje trochę czasu, około 15 mm w 5 minut. Niestety tarcia i siły są duże (podlewam olejem i kapnę chłodziwem) i taśma zazwyczaj pęka w ciągu pierwszej godziny pracy. Kilka mi już pękło i już zamówiłem następne taśmy, ale wiadomo, że przychodzi myśl o optymalizacji, bo jedna sztuka to trzy dyszki.
Czy ktoś ma praktykę regeneracji takich taśm na szybko w garażowych warunkach? Widziałem filmy na YT i niektórzy to robią. Sam próbowałem spawać migiem, ale hartowane taśmy się rozhartowują i pękają w tym miejscu już przy zginaniu. Robiłem też próby lutowania kawałkiem brązu i wygląda jakby była nadzieja - szlifowałem kliny po obu stronach taśmy i wkładałem blaszkę brązową. Następnie topiłem brąz migiem przez taśmy. Przy zginaniu pękło obok a nie w miejscu lutowania, skąd właśnie nadzieja. Może też wcześniej zmiękło albo natleniło się bo długo próbowałem stopić brąz ręcznym palniczkiem butanowym (buteleczką jednorazową), ale palnik nie dał rady. Nie dorobiłem się jeszcze butli butanowej, i tlen-acetylen.
Czy ktoś próbował, ma jakieś rady?
Dodane 4 minuty 15 sekundy:
Tu pokazane jak to gość robi przykładowo, ale on mówił, że tnie alu, więc chyba mniejsze siły:
Spawanie/lutowanie hartowanych taśm piłowych
-
forestgril
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 10
- Posty: 541
- Rejestracja: 09 paź 2023, 10:20


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Spawanie/lutowanie hartowanych taśm piłowych
forestgril pisze: taśma zazwyczaj pęka w ciągu pierwszej godziny pracy.
Może za mocno napinasz?
https://www.kammar24.pl/optymalne-wykor ... n-119.html
Dodane 2 minuty 33 sekundy:
pozdrawiam,
Roman
Roman
-
forestgril
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 541
- Rejestracja: 09 paź 2023, 10:20
Re: Spawanie/lutowanie hartowanych taśm piłowych
RomanJ4 pisze:Może za mocno napinasz?
To jest ręczna bida-przecinarka za 500+. Nie ma tensometru, jest tylko "bistabilnawy" (bo od biedy można też próbować regulować ale wtedy chyba nie będzie stabilny w tej pozycji) zaciągacz na rolki, na których są taśmy gumowe. Wiedz też (pamiętaj), że tnę na całej szerokości taśmy i na długości 125mm, więc to jest duża siła, a tnę ręcznie i od czasu do czasu poprawiam kierunek, więc powstaje dodatkowe tarcie. Nie mogę stale podlewać, tylko od wyjęcia do wyjęcia taśmy.
Mogę spróbować zaciągnąć słabiej następnym razem, ale na czuja to to nie to. Może po prostu do ciecia takich ciastek potrzebna szersza i grubsza taśma, jakaś 20mm+ i 1mm gruba.
Dodane 4 minuty 8 sekundy:
A może tnę za szybko, czy dla stali powinienem mieć prędkość skrawania w okolicy 20m/min, czy w wypadku pił taśmowych mogę się pokusić o więcej?
-
forestgril
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 541
- Rejestracja: 09 paź 2023, 10:20
Re: Spawanie/lutowanie hartowanych taśm piłowych
Dzięki. Pierwszy już widziałem. Ale jest woodworkerem, więc ma taśmy niehartowane. A drugi też wygląda, jakby w drewnie działał. Obejrzę.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Spawanie/lutowanie hartowanych taśm piłowych
przeczytaj to:
"Po lutowaniu należy miejsce lutowania odpuścić"
[quoteW momencie roztopienia się lutowia dwa łączone końce piły są dociskane i przez chwilę utrzymane w tej pozycji. Miejsce lutowania szybko oddaje ciepło do ścisków. Metal z którego wykonana jest piłka jest podatny na hartowanie. Następuje wiec zahartowanie miejsca zgrzewanego. Gdyby wyjąc piłkę teraz z uchwytów i próbować zgiąć to pęka jak szkło. Więc trzeba poddać to miejsce odpuszczaniu. Czyli po zlutowaniu nie ściskając już miejsce lutowania podgrzewamy kilka razy do koloru wiśniowego. Chłodzimy na wolnym powietrzu nie ściskając. Teraz mamy to miejsce rozhartowane. Nie wpływa to na proces cięcia. Ten odcinek w czasie cięcia się szybko przytępi. Lutowanie jeśli zrobione jest prawidłowo jest raczej dość trwałe.][/quote]
oporowe-urzadzenie-lutujace-do-pilek-ta ... 08467.html
O taśmach
https://www.rywal.com.pl/vademecum/33-p ... ?showall=1
"Po lutowaniu należy miejsce lutowania odpuścić"
[quoteW momencie roztopienia się lutowia dwa łączone końce piły są dociskane i przez chwilę utrzymane w tej pozycji. Miejsce lutowania szybko oddaje ciepło do ścisków. Metal z którego wykonana jest piłka jest podatny na hartowanie. Następuje wiec zahartowanie miejsca zgrzewanego. Gdyby wyjąc piłkę teraz z uchwytów i próbować zgiąć to pęka jak szkło. Więc trzeba poddać to miejsce odpuszczaniu. Czyli po zlutowaniu nie ściskając już miejsce lutowania podgrzewamy kilka razy do koloru wiśniowego. Chłodzimy na wolnym powietrzu nie ściskając. Teraz mamy to miejsce rozhartowane. Nie wpływa to na proces cięcia. Ten odcinek w czasie cięcia się szybko przytępi. Lutowanie jeśli zrobione jest prawidłowo jest raczej dość trwałe.][/quote]
oporowe-urzadzenie-lutujace-do-pilek-ta ... 08467.html
O taśmach
https://www.rywal.com.pl/vademecum/33-p ... ?showall=1
Ostatnio zmieniony 13 sie 2024, 12:31 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
lukasz.radomski
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 456
- Rejestracja: 06 maja 2010, 15:32
- Lokalizacja: Częstochowa
Re: Spawanie/lutowanie hartowanych taśm piłowych
spawam taśmy tigiem i potem odpuszczam miejsce spawania palnikiem i nie pękają,
mam makteka na taśmy 27mm i gdy zostawię taśmę uciągniętą a mało tnę np. raz na tydzień to taśma potrafi czasami szybko strzelić (małe koła i skręcenie taśmy na krótkim odcinku) jak zacząłem luzować taśmę na koniec dnia problem się praktycznie rozwiązał
mam makteka na taśmy 27mm i gdy zostawię taśmę uciągniętą a mało tnę np. raz na tydzień to taśma potrafi czasami szybko strzelić (małe koła i skręcenie taśmy na krótkim odcinku) jak zacząłem luzować taśmę na koniec dnia problem się praktycznie rozwiązał
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Spawanie/lutowanie hartowanych taśm piłowych
Czyli naprężenia statyczne...lukasz.radomski pisze:..gdy zostawię taśmę uciągniętą a mało tnę np. raz na tydzień to taśma potrafi czasami szybko strzelić..
..jak zacząłem luzować taśmę na koniec dnia problem się praktycznie rozwiązał
jeszcze jedna ciekawa uwaga w https://www.rywal.com.pl/vademecum/33-p ... ?showall=1
Proces docierania jest bardzo ważnym elementem pozwalającym na znaczne wydłużenie żywotności taśmy tnącej.
Polega on na kontrolowanym oszlifowaniu (zaokrągleniu) ostrej krawędzi zęba w nowej taśmie tnącej.

Jeżeli proces docierania nie zostanie przeprowadzony, ostra krawędź nowego zęba ukruszy się pod wpływem nacisku taśmy na materiał, a cała taśma będzie pracowała znacznie krócej.
pila tasmowa art 28
pila tasmowa art 30
Aby dotrzeć zęby taśmy należy przeprowadzić następującą procedurę docierania:
1 krok - wybrać nominalną prędkość taśmy tnącej i szybkość posuwu opierając się na doświadczeniu operatora lub w oparciu o tabelę wartości parametrów cięcia.
2 krok – zwolnić o 30% nominalną prędkość przesuwu taśmy i zredukować o połowę posuw pionowy (jeżeli przecinarka nie ma płynnej regulacji szybkości taśmy tnącej nie zmieniać prędkości taśmy tnącej).
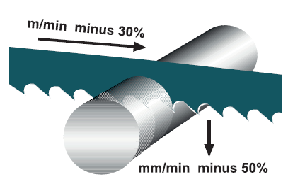
3 krok - po przecięciu ok. 400 - 500 cm2 lub po około 12 - 15 min efektywnego czasu ciecia powoli zwiększać tempo posuwu pionowego taśmy aż do osiągnięcia wartości nominalnej.
https://www.koro.net.pl/poradnik/jak-us ... -tasmowej/
Dodane 22 minuty 37 sekundy:
lukasz.radomski pisze:spawam taśmy tigiem i potem odpuszczam miejsce spawania palnikiem i nie pękają,
pozdrawiam,
Roman
Roman
-
forestgril
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 541
- Rejestracja: 09 paź 2023, 10:20
Re: Spawanie/lutowanie hartowanych taśm piłowych
Super! Czyli da się. Dzięki za rady Panowie!
Przy okazji tiga mam takiego automatycznego raczej sprzężonego z migomatem, czy taka soawareczka za 2-3k z tandemem da radę? (Tig lift). Czy nie bawić się w nią „bo się tylko będę wkurzał” jak mi kiedyś jakiś sprzedawca powiedział jeszcze nie spawałem tig. Mam uchwyt i wolfram ale gaz mam do stali mig tylko.
jeszcze nie spawałem tig. Mam uchwyt i wolfram ale gaz mam do stali mig tylko.
Dodane 1 godzina 9 minuty 29 sekundy:
Znalazłem szczegółowy poradnik z tabelami, ściągać, póki link istnieje
https://koro.net.pl/wp-content/uploads/ ... radnik.pdf
Dodane 2 godziny 3 minuty 52 sekundy:
Dowiaduje się (z pdf powyżej) na przykład, że maksymalne zalecane prędkości cięcia są rzędu 60m/min a ja próbowałem jechać nawet 144. Oraz że zalecane zęby na ca dla materiału litego 100mm+ to 3-4 tpi a ja skrobałem zamiast ciąć mając pewnie 10-14 tpi
Przy okazji tiga mam takiego automatycznego raczej sprzężonego z migomatem, czy taka soawareczka za 2-3k z tandemem da radę? (Tig lift). Czy nie bawić się w nią „bo się tylko będę wkurzał” jak mi kiedyś jakiś sprzedawca powiedział
Dodane 1 godzina 9 minuty 29 sekundy:
Znalazłem szczegółowy poradnik z tabelami, ściągać, póki link istnieje
https://koro.net.pl/wp-content/uploads/ ... radnik.pdf
Dodane 2 godziny 3 minuty 52 sekundy:
Dowiaduje się (z pdf powyżej) na przykład, że maksymalne zalecane prędkości cięcia są rzędu 60m/min a ja próbowałem jechać nawet 144. Oraz że zalecane zęby na ca dla materiału litego 100mm+ to 3-4 tpi a ja skrobałem zamiast ciąć mając pewnie 10-14 tpi






