

ShopMill
-
karolekqazplm
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 56
- Rejestracja: 04 mar 2012, 13:57
- Lokalizacja: bydgoszcz
- Kontakt:


-
 janale
janale
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 13
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Szanowni Koledzy,
Obserwując dyskusję nt. ShopTurn/ShopMill/GCode/ mam wrażenie, że czasami mówimy o różnych rzeczach. Nakładka Shop Mill/Turn, z racji swojej specyfiki, nie jest ogólnie znana wśród nawet użytkowników SINUMERIK-a (na forach w Niemczech czy Anglii jest bardzo mało wątków o tej tematyce), natomiast G-Code, z racji swojej prostoty, jest przedmiotem dużego zainteresowania. Poniekąd jest to zrozumiałe, naukę zaczynamy od G-Code a nie od Shop-ów. Chciałbym tu wszytkim Kolegom, którzy nie używają Shop-ów w SINUMERIK-u lub odkładają ich naukę na następny etap, powiedzieć, że kodowanie w tzw. G-CODE (a właściwie programGuide, bo tak się obecne wersje G-Code SINUMERIK-a nazywają) i kodowanie w Shop-ach oparte jest na tych samych podstawach, tzn. obie formy korzystają końcowo z tych samych cykli, są różnice, i owszem, ale dotyczą one głównie tego, że w SCHOP-ach wprowadzono automatykę związaną z wprowadzeniem narzędzia do pracy i w związku z tym wprowadzono inne formatki, przyjmujące dane. Gdybyśmy szukali porównania w np. programowaniu komputerów, to G-Code (programGuide) byłbym assemblerem, a SCHOP-y napisane byłyby w BASICU (interpreterze). Konkluzja: G-Code (programGuide) jest równoważny SCHOP-om w sensie wykonania operacji na maszynie, różnica polega na tym, że w G-Code programujemy narzędzie, jego ruchy oraz parametry związane z szybkością skrawania, w SCHOP-ach te parametry już są przeniesione do formatki (uogólnenie, są wyjątki). Jest jeszcze wiele innych różnic, ale z punktu widzenia użytkownika są one nieistotne. Ale już programowania operacji frezarskich na tokarce nie wyobrażam sobie bez ShopTurna, który przejmuje na siebie całą automatykę transformacji i czyni obróbkę bajecznie prostą.
Pozdrawiam
Obserwując dyskusję nt. ShopTurn/ShopMill/GCode/ mam wrażenie, że czasami mówimy o różnych rzeczach. Nakładka Shop Mill/Turn, z racji swojej specyfiki, nie jest ogólnie znana wśród nawet użytkowników SINUMERIK-a (na forach w Niemczech czy Anglii jest bardzo mało wątków o tej tematyce), natomiast G-Code, z racji swojej prostoty, jest przedmiotem dużego zainteresowania. Poniekąd jest to zrozumiałe, naukę zaczynamy od G-Code a nie od Shop-ów. Chciałbym tu wszytkim Kolegom, którzy nie używają Shop-ów w SINUMERIK-u lub odkładają ich naukę na następny etap, powiedzieć, że kodowanie w tzw. G-CODE (a właściwie programGuide, bo tak się obecne wersje G-Code SINUMERIK-a nazywają) i kodowanie w Shop-ach oparte jest na tych samych podstawach, tzn. obie formy korzystają końcowo z tych samych cykli, są różnice, i owszem, ale dotyczą one głównie tego, że w SCHOP-ach wprowadzono automatykę związaną z wprowadzeniem narzędzia do pracy i w związku z tym wprowadzono inne formatki, przyjmujące dane. Gdybyśmy szukali porównania w np. programowaniu komputerów, to G-Code (programGuide) byłbym assemblerem, a SCHOP-y napisane byłyby w BASICU (interpreterze). Konkluzja: G-Code (programGuide) jest równoważny SCHOP-om w sensie wykonania operacji na maszynie, różnica polega na tym, że w G-Code programujemy narzędzie, jego ruchy oraz parametry związane z szybkością skrawania, w SCHOP-ach te parametry już są przeniesione do formatki (uogólnenie, są wyjątki). Jest jeszcze wiele innych różnic, ale z punktu widzenia użytkownika są one nieistotne. Ale już programowania operacji frezarskich na tokarce nie wyobrażam sobie bez ShopTurna, który przejmuje na siebie całą automatykę transformacji i czyni obróbkę bajecznie prostą.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
 DRAGOO
DRAGOO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Shop Mill
Witam : od niedawna jestem zastrzycony programować Sinumerik-a 828D
i stąd moje pytanie .... obróbka konturu ...rysuje kontur potem podkładam obróbkę ...mając do wyboru ...frezowanie konturu , wiercenie ,kieszeń,i czop.....zw względów na specyfikę mojej obróbki a mianowicie w kawałku blachy mam zamiar wyciąć kształt ....wybieram CZOP
i ku mojemu zdziwieniu traktuje to jako kieszeń .....i o co chodzi ? a wybierając kieszeń jest tak samo ......czyli dobrze
i stąd moje pytanie .... obróbka konturu ...rysuje kontur potem podkładam obróbkę ...mając do wyboru ...frezowanie konturu , wiercenie ,kieszeń,i czop.....zw względów na specyfikę mojej obróbki a mianowicie w kawałku blachy mam zamiar wyciąć kształt ....wybieram CZOP
i ku mojemu zdziwieniu traktuje to jako kieszeń .....i o co chodzi ? a wybierając kieszeń jest tak samo ......czyli dobrze
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
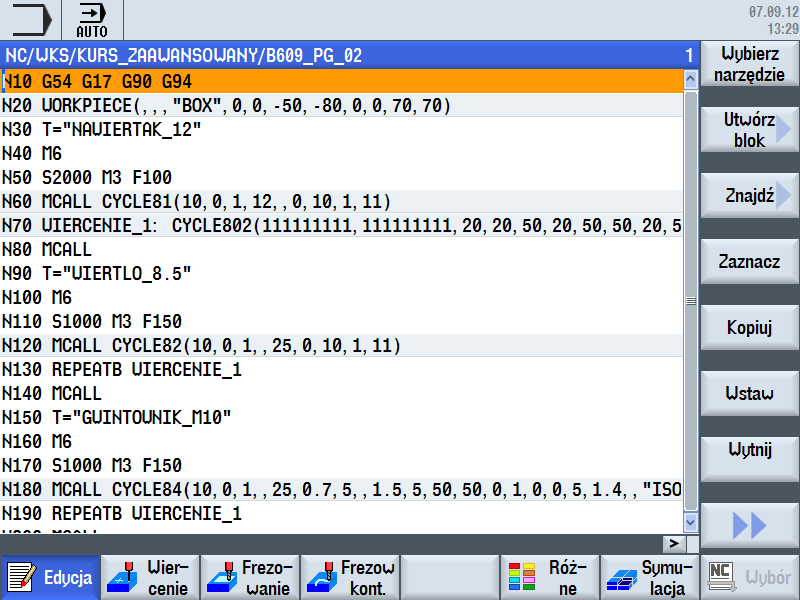
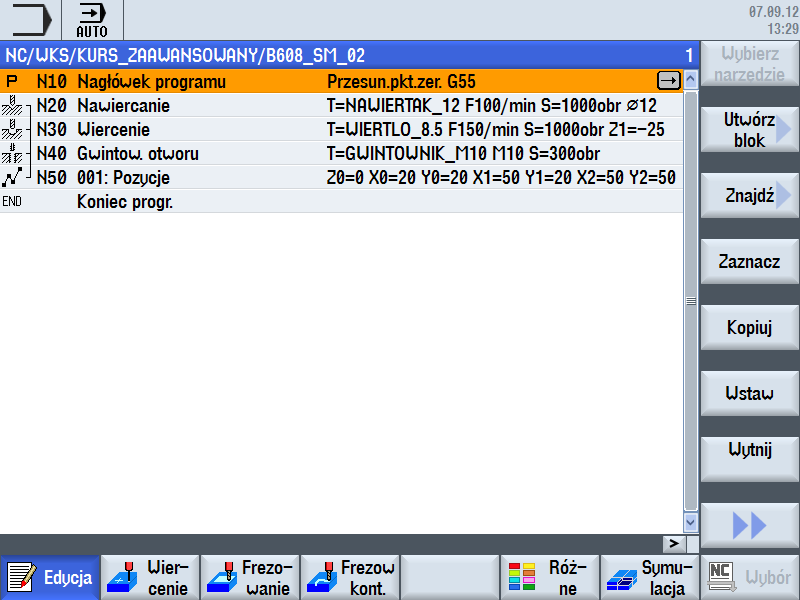
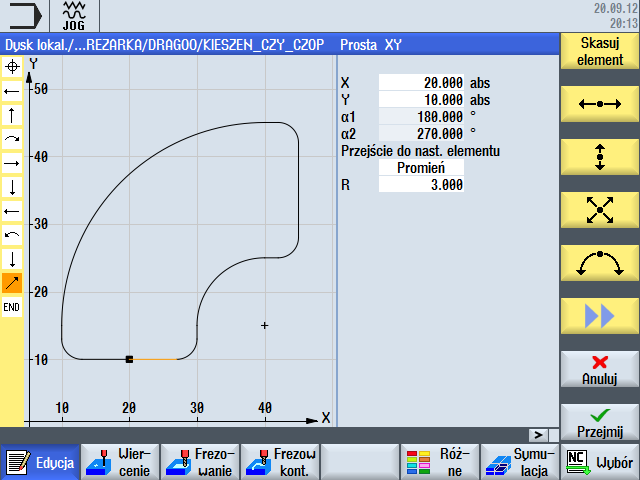
SINUMERIK 828D z wersją oprogramowania OPERATE 2.6/4.3 i 2.7/4.4 (tu omawiana jest wersja 2.7/4.4) posiada bardzo szerokie możliwości obróbki konturów, dlatego musimy być precyzyjni w opisie tematu. Ta sytuacja prawdopodobnie występuje przy następującej technologii obróbki: dla zadanego zamkniętego konturu (niezależnie czy opisanego w programGuide czy ShopMill-u - kontur przykładowy),
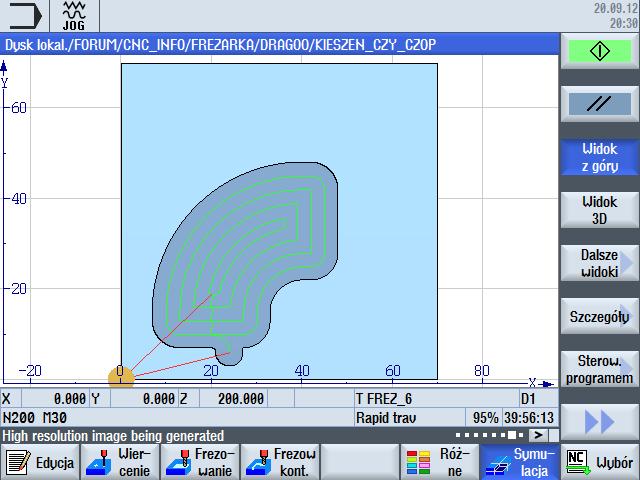
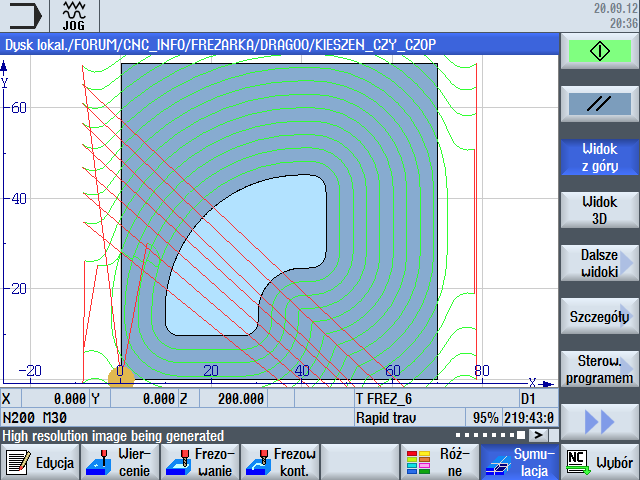
czyli rzeczywiście będzie próba zrobienia kieszeni, ale proszę zauważyć, to nie jest do końca robienie kieszeni, ponieważ kontur tutaj jest naruszony(!). Dzieje się tak dlatego, ponieważ przy frezowaniu czopa w zakładce FREZOWANIE KONTUROWE system szuka naddatku do skrawania, ponieważ taka jest funkcja tego cyklu. Aby zeskrawać czop konieczne jest określenie granic zewnętrznych powierzchni do skrawania, system ich nie znalazł i skierował swoje działania do "zerowej" powierzchni zewnętrznej, czyli do środka - i tak powstała kieszeń. Granice powierzchni zewnętrznej określa (dla tego przypadku) inny kontur, który musi być zadeklarowany, przy czym kontur pierwszy (nazwijmy go TERMCO) musi się zawierać w tym drugim konturze (nazwijmy go BLANCO).

Spowoduje to wskazanie obszaru do skrawania sytemowi i skutek takiego działania będzie następujący:
Pozdrawiam
SINUMERIK 828D z wersją oprogramowania OPERATE 2.6/4.3 i 2.7/4.4 (tu omawiana jest wersja 2.7/4.4) posiada bardzo szerokie możliwości obróbki konturów, dlatego musimy być precyzyjni w opisie tematu. Ta sytuacja prawdopodobnie występuje przy następującej technologii obróbki: dla zadanego zamkniętego konturu (niezależnie czy opisanego w programGuide czy ShopMill-u - kontur przykładowy),
wybranie czopa w zakładce FREZOWANIE KONTUROWE spowoduje następujące wykonanie programu (dla konturu wcześniej podanego, Frez czy inne narządzie powodujące obróbkę ubytkową o fi6)DRAGOO pisze:....wybieram CZOP i ku mojemu zdziwieniu traktuje to jako kieszeń ...
czyli rzeczywiście będzie próba zrobienia kieszeni, ale proszę zauważyć, to nie jest do końca robienie kieszeni, ponieważ kontur tutaj jest naruszony(!). Dzieje się tak dlatego, ponieważ przy frezowaniu czopa w zakładce FREZOWANIE KONTUROWE system szuka naddatku do skrawania, ponieważ taka jest funkcja tego cyklu. Aby zeskrawać czop konieczne jest określenie granic zewnętrznych powierzchni do skrawania, system ich nie znalazł i skierował swoje działania do "zerowej" powierzchni zewnętrznej, czyli do środka - i tak powstała kieszeń. Granice powierzchni zewnętrznej określa (dla tego przypadku) inny kontur, który musi być zadeklarowany, przy czym kontur pierwszy (nazwijmy go TERMCO) musi się zawierać w tym drugim konturze (nazwijmy go BLANCO).
Spowoduje to wskazanie obszaru do skrawania sytemowi i skutek takiego działania będzie następujący:
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Wymiary przygotówki w nagłówku programu ShopMill-a służą głównie symulacji (do rysowania półfabrykatu), nie wchodzą do parametrów przekazywanych cyklom. Z parametrów, przechodzących do programu, oprócz przesunięcia PPZ (G54-i dalej) wchodzą: płaszczyzna obróbki (G17/18/19), odstęp bezpieczeństwa (SC) i płaszczyzna wycofania(RP), kierunek obróbki wpływa na G41,42. I to wszystko.
Pozdrawiam
Wymiary przygotówki w nagłówku programu ShopMill-a służą głównie symulacji (do rysowania półfabrykatu), nie wchodzą do parametrów przekazywanych cyklom. Z parametrów, przechodzących do programu, oprócz przesunięcia PPZ (G54-i dalej) wchodzą: płaszczyzna obróbki (G17/18/19), odstęp bezpieczeństwa (SC) i płaszczyzna wycofania(RP), kierunek obróbki wpływa na G41,42. I to wszystko.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
DRAGOO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
A mam takie pytanie ......odnośnie korekty promienia ...na lewo ...na prawo ...obróbka do przodu ..do tyłu... mianowicie wiem o co chodzi ,(współbieżnie lub przeciwbieżnie)
tylko według jakich zasad to działa ...? bo można zakombinować ....np: do przodu i po lewej ...będzie obrabiać na zew....A do tyłu i po lewej ...do wew ...?
tylko według jakich zasad to działa ...? bo można zakombinować ....np: do przodu i po lewej ...będzie obrabiać na zew....A do tyłu i po lewej ...do wew ...?
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Ależ oczywiście, bardzo ważne jest, aby wiedzieć, co producent miał na myśli i jak nazwał przejście narzędzia po lewej stronie konturu albo, czy narzędzie pojedzie do przodu, kiedy jest opcja do wybrania .. do przodu. Widząc bardzo duże zainteresowanie Kolegi w poznawaniu tych sytuacji zachęcam do małej lektury TUSM_0911_pl_pl-PL SinuTrain Łatwiejsze frezowanie dzięki ShopMill Materiały szkoleniowe. Znajdzie tam Kolega odpowiedzi na nurtujące go pytania, a także na wiele innych, które pojawią się w trakcie lektury.
Pozdrawiam
Ależ oczywiście, bardzo ważne jest, aby wiedzieć, co producent miał na myśli i jak nazwał przejście narzędzia po lewej stronie konturu albo, czy narzędzie pojedzie do przodu, kiedy jest opcja do wybrania .. do przodu. Widząc bardzo duże zainteresowanie Kolegi w poznawaniu tych sytuacji zachęcam do małej lektury TUSM_0911_pl_pl-PL SinuTrain Łatwiejsze frezowanie dzięki ShopMill Materiały szkoleniowe. Znajdzie tam Kolega odpowiedzi na nurtujące go pytania, a także na wiele innych, które pojawią się w trakcie lektury.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate






