Jawojt pisze:Radełkowanie doprowadzi do "podniesienia" wymiaru więc łożysko będzie osadzone ciaśniej natomiast w jakiś sposób je osadzać by było centryczne, podobny problem wystąpi też przy klejeniu.
Dwie setki to niewiele jeśli chodzi o centryczność, te metody z powodzeniem stosowane są (były) do o wiele poważniejszych niż wiertarka maszyn, więc nie widzę przeszkód.
Jawojt pisze:Czy chromować można tylko wybrane powierzchnie /np. wybrany czop/ i czy grubość powstałej warstwy jest równomierna ?
Powierzchnie których nie chcemy chromować pokrywa się warstwą izolacyjną.
Warstwa chromu jest równomierna.
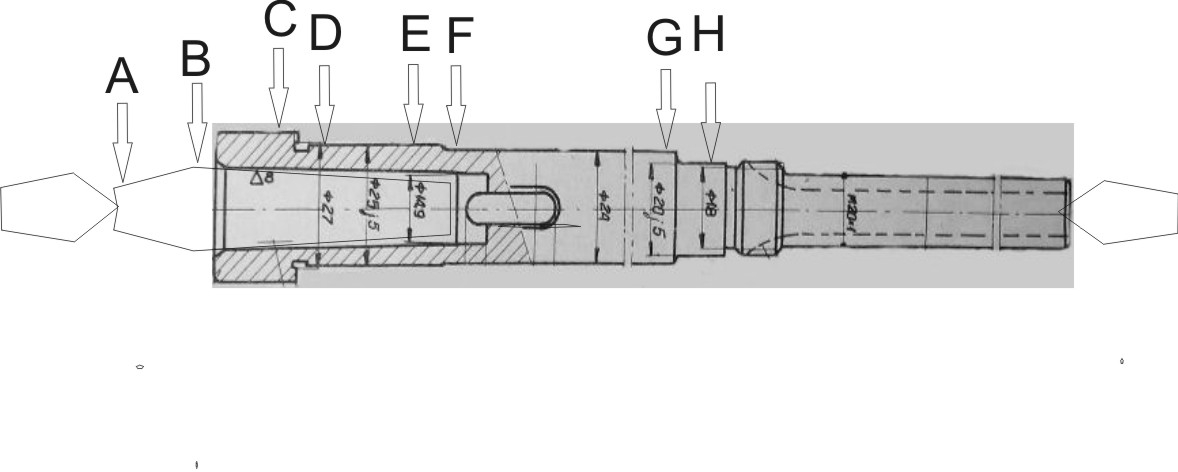
Jawojt pisze:Wyniki przedstawiają się tak:
A-0, B=0,03 C=0,03 D=0,15 E=0,14 F=0,03 G=0,04 H=0,06
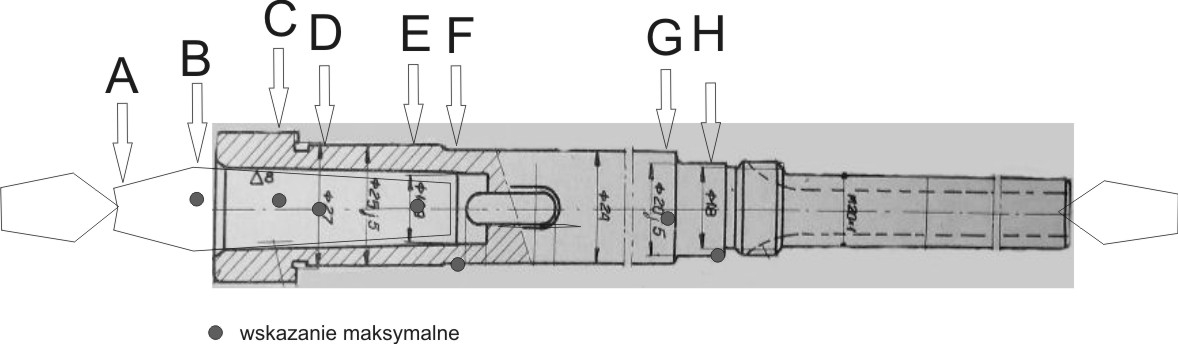
przy czym maksymalne i minimalne wartości nie leżą w jednej linii wzdłuż wrzeciona ale nieregularnie na tej samej połówce obwodu.
Nie bardzo wiem jak zinterpretować te wyniki, myślę że część wrzeciona z wielowypustem może być skrzywiona
Te ~0,03-0,04mm bicia sobie daruj, to wiertarka a nie szlifierka(nawet w inspekcji DTR 0,03mm masz jako dopuszczalne). To, że leżą po tej samej stronie wałka, choć nie w jednej linii wcale nie musi oznaczać, że wrzeciono jest skrzywione. Równie dobrze może wynikać z lekkiej niewspółosiowości powierzchni zewnętrznej C i stożka wewnętrznego Morse'a. Zresztą, ważne jest by była prosta część miedzy łożyskami, a część wielowypustowa nie musi być tak idealnie współosiowa, bo zawsze jakiś luz w zabieraku (cz. 23 rys. str. 24 DTR) istnieje.
Jawojt pisze:Lepiej byłoby nabić łożysko górne 6204 i próbować go złapać w okular ale mam prostą tokarkę i nie posiadam okularu. Muszę coś wymyślić
Na pewno dało by to dokładniejszy obraz bicia dolnego czopa łożyska do osi obrotu wrzeciona i gniazda Morse'a(a o nie przecież chodzi), i wyeliminowało wpływ na ten obraz ewentualnej krzywizny wolnego "ogona" z wielowypustem.
Natomiast po różnicach w parach wymiarów C-D i E-F widać, że wyrobiona/wygnieciona nieosiowo jest powierzchnia pod dolne łożysko. I tu jest problem, bo tę należałoby najpierw przeszlifować czy stoczyć by wyrównać bicie w stosunku do osi, a potem dopiero naprawić wymiar pod łożysko.
Jawojt pisze:Muszę coś wymyśleć
widziałem już okular wykonany z aluminiowej płyty z dopasowanym trochę większej średnicy trójkątnym wycięciem na wałek na odpowiedniej wysokości. Do pomiarów wystarczy, bo i tak czop łożyska będzie leżeć siłą ciążenia podparty na 2 punktach jak na pryzmie, a obracać i tak trzeba powoli...
Od biedy to by nawet wystarczył wystający z imaka szybkomocującego (regulacja wysokości) długi trzonek noża z małym trójkątnym wybraniem by wałek nie uciekał..






")



")
")

")

")