



Witam zacząłem się bawić parametrami lecz mam kilka pytań na które nie znalazłem odpowiedzi a więc napisałem taki program na stożek czy jest on poprawny? W tym programie trzeba wpisać promień początkowy, końcowy i głębokość. Nie miałem okazji go wypróbować więc pytam bo na symulacji jest ok
0 BEGIN PGM Stozek MM
1 BLK FORM 0.1 Z X-115 Y-115 Z-30
2 BLK FORM 0.2 X+115 Y+115 Z+0
3 TOOL CALL 5 Z S1000
4 * - zero
5 Q1 = 0 ;zero
6 Q2 = 100 ;promien poczatkowy
7 Q3 = 28 ;glebokosc
8 Q4 = 80 ;promien koncowy
9 Q5 = 20 ;ilosc przejsc
10 Q6 = Q3 / Q5 ;dzielenie glebokosci
11 Q7 = Q2 - Q4 ;odejmowanie promieni
12 Q8 = Q7 / Q5 ;dzielenie promieni
13 L Z+150 FMAX M3
14 LBL 1
15 Q1 = Q1 + Q6
16 Q2 = Q2 - Q8
17 L X+0 Y+0 R0 FMAX M3
18 L Z-Q1 R0 F1000
19 CC X+0 Y+0
20 LP PR+Q2 PA+0 F1000
21 CP PA+360 DR- F1000
22 LBL 0
23 FN 12: IF +Q1 LT +Q3 GOTO LBL 1
24 FN 11: IF +Q2 GT +Q4 GOTO LBL 1
25 END PGM Stozek MM
Czy dało by się ten program tak zmodyfikować by wystarczyło w nim wpisać kąt stożka i promień początkowy, domyślam się że trzeba by skorzystać z trygonometri. Tylko gdzie wprowadzić np sinus itd. nie mam pojęcia jak się za to zabrać.
Kolejne pytanie to czy da się wprowadzić kompensacje drugiego promienia do tego programu np. jak by ten stożek robił głowica Fi12R1 to zawsze coś na dole zostanie niedofrezowanego. Za kompensacje promienia odpowiada parametr Q108 tylko nie wiem czy za drugi promień też, oraz jak gdzie wprowadzić parametr Q108 w program .
Z góry dziękuje za pomoc.
Q-parametry stożek
-
Pulsdriver
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 20
- Rejestracja: 23 sty 2015, 15:21
- Lokalizacja: Małopolska


")
-
Loser
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 242
- Rejestracja: 06 lip 2007, 21:27
- Lokalizacja: Nienack
Re: Q-parametry stożek
Pulsdriver pisze: Kolejne pytanie to czy da się wprowadzić kompensacje drugiego promienia do tego programu np. jak by ten stożek robił głowica Fi12R1 to zawsze coś na dole zostanie niedofrezowanego. Za kompensacje promienia odpowiada parametr Q108 tylko nie wiem czy za drugi promień też, oraz jak gdzie wprowadzić parametr Q108 w program .
Z góry dziękuje za pomoc.
Jeżeli chodzii o korekcję to polecam zastosowanie RL czyli frezowania współbierznego z korekcją promienia. Poprawiłem te dwie linijki:
20 LP PR+Q2 PA+0 RL F1000
21 CP PA+360 DR+ F1000
Wtedy stożek będzie wychodził zawsze taki sam niezależnie od średnicy użytego narzędzia, oraz pewnie wywali błąd jeżeli średnica narzędzia będzie za duża żeby zrobić dany stożek. Użycie parametru w tej sytuacji jest zbędne chociaż jak sie kolega uprze to można pewnie i skorygować sobie "ręcznie" w programie o ten parametr Q108. W resztę programu nie wnikałem, ale standardowo można stożek zrobić przy użyciu funkcji trygonometrycznych tak jak wspomniał kolega wyżej, i tak by trzebabyło sie do tego zabrać, bo pewnie teraz program robi jakiś tam stożek a jednak w praktyce kąt jest istotny
-
janusz_1025
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 8
- Rejestracja: 06 sty 2008, 10:27
- Lokalizacja: Warszawa
Witam!
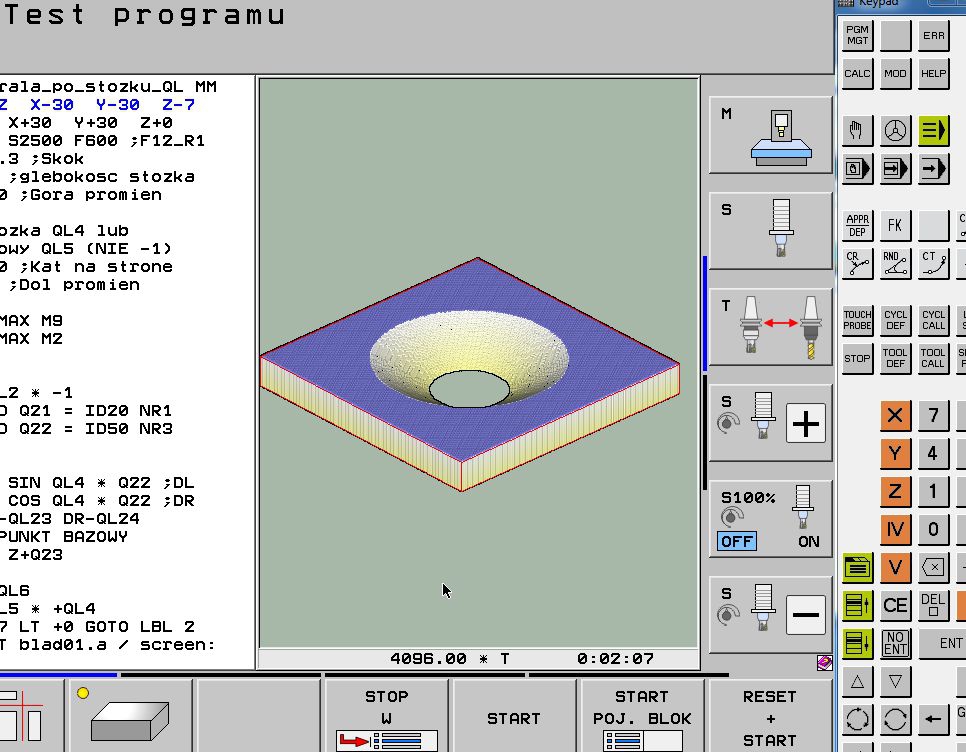
Program fezuje po stozku spiralnie . Dane pobiera z wpisanych danych narzedzia(tu F12 R1)
Nalezy wybrac kat stozka (tu 60st) na strone lub koncowa srednice. W przypadku blednych danych
wyswieltla komunikat o blędzie. Nie sprawdzny na CMM ,byc moze kat odbiega od 60st .
Przed frezowaniem warto wywiercić otwor. Skok "wygladza" powierzchnie .
Pozdrawiam.
Program fezuje po stozku spiralnie . Dane pobiera z wpisanych danych narzedzia(tu F12 R1)
Nalezy wybrac kat stozka (tu 60st) na strone lub koncowa srednice. W przypadku blednych danych
wyswieltla komunikat o blędzie. Nie sprawdzny na CMM ,byc moze kat odbiega od 60st .
Przed frezowaniem warto wywiercić otwor. Skok "wygladza" powierzchnie .
Pozdrawiam.
- Załączniki
-
- stozek_60.zip
- (1.13 KiB) Pobrany 629 razy
-
Pulsdriver
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 20
- Rejestracja: 23 sty 2015, 15:21
- Lokalizacja: Małopolska
Podziękował koledzy za pomoc. Troszkę ten program pozmieniałem i idzie teraz spiralnie i można oczywiście wpisać kąt stożka. Aby ten program robił stożek zewnętrzny wystarczy przed kątem stożka wpisać minus a przed parametrami Q108 wpisać plus i zmienić korekcje na RR.
0 BEGIN PGM Stozek3 MM
1 BLK FORM 0.1 Z X-115 Y-115 Z-33
2 BLK FORM 0.2 X+115 Y+115 Z+0
3 TOOL CALL 10 Z S1000
4 FN 18: SYSREAD Q20 = ID20 NR1
5 FN 18: SYSREAD Q21 = ID50 NR3 IDXQ20
6 Q9 = 57 ;kat stozka
7 Q1 = 0 ;zero
8 Q2 = 110 ;promien poczatkowy
9 Q3 = 29 ;glebokosc
10 Q3 = Q3 + Q21 ;promien narozny plytki
11 Q4 = Q2 - TAN Q9 * Q3 ;promien koncowy
12 Q5 = 20 ;ilosc przejsc
13 Q10 = Q2 - Q8 - Q108 ;korekcja promienia
14 Q6 = Q3 / Q5 ;dzielenie glebokosci
15 Q7 = Q2 - Q4 ;odejmowanie promieni
16 Q8 = Q7 / Q5 ;dzielenie promieni
17 L Z+150 FMAX M3
18 LBL 1
19 Q1 = Q1 + Q6
20 Q2 = Q2 - Q8
21 Q10 = Q2 - Q8 - Q108
22 L X+Q10 Y+0 R0 FMAX M3
23 L Z-Q1 R0 F1000
24 CC X+0 Y+0
25 LP PR+Q2 PA+0 RL F1000
26 CP PA+360 DR+ F1000
27 LBL 0
28 FN 12: IF +Q1 LT +Q3 GOTO LBL 1
29 FN 11: IF +Q2 GT +Q4 GOTO LBL 1
30 L Z+150 FMAX
31 END PGM Stozek3 MM
Znalazłem że za drugi promień głowicy odpowiada parametr FN18 ID50 NR3
Tylko czy dobrze go wstawiłem i zrobi ten program stożek o odpowiednim kącie?
Jeszcze jedno pytanie czy czymś się rożni obliczanie za pomocą FN a Q?, bo widzę że większość to robi za pomocą FN
janusz_1025 kurde czarna magia, program fajny.
0 BEGIN PGM Stozek3 MM
1 BLK FORM 0.1 Z X-115 Y-115 Z-33
2 BLK FORM 0.2 X+115 Y+115 Z+0
3 TOOL CALL 10 Z S1000
4 FN 18: SYSREAD Q20 = ID20 NR1
5 FN 18: SYSREAD Q21 = ID50 NR3 IDXQ20
6 Q9 = 57 ;kat stozka
7 Q1 = 0 ;zero
8 Q2 = 110 ;promien poczatkowy
9 Q3 = 29 ;glebokosc
10 Q3 = Q3 + Q21 ;promien narozny plytki
11 Q4 = Q2 - TAN Q9 * Q3 ;promien koncowy
12 Q5 = 20 ;ilosc przejsc
13 Q10 = Q2 - Q8 - Q108 ;korekcja promienia
14 Q6 = Q3 / Q5 ;dzielenie glebokosci
15 Q7 = Q2 - Q4 ;odejmowanie promieni
16 Q8 = Q7 / Q5 ;dzielenie promieni
17 L Z+150 FMAX M3
18 LBL 1
19 Q1 = Q1 + Q6
20 Q2 = Q2 - Q8
21 Q10 = Q2 - Q8 - Q108
22 L X+Q10 Y+0 R0 FMAX M3
23 L Z-Q1 R0 F1000
24 CC X+0 Y+0
25 LP PR+Q2 PA+0 RL F1000
26 CP PA+360 DR+ F1000
27 LBL 0
28 FN 12: IF +Q1 LT +Q3 GOTO LBL 1
29 FN 11: IF +Q2 GT +Q4 GOTO LBL 1
30 L Z+150 FMAX
31 END PGM Stozek3 MM
Znalazłem że za drugi promień głowicy odpowiada parametr FN18 ID50 NR3
Tylko czy dobrze go wstawiłem i zrobi ten program stożek o odpowiednim kącie?
Jeszcze jedno pytanie czy czymś się rożni obliczanie za pomocą FN a Q?, bo widzę że większość to robi za pomocą FN
janusz_1025 kurde czarna magia, program fajny.
Ostatnio zmieniony 24 cze 2015, 15:12 przez Pulsdriver, łącznie zmieniany 2 razy.
")






