Dzięki Numerku za uwagi.
Generalnie łatwo jest przewidzieć, że ani kasy nie mam za wiele - bo wtedy nie mówilibyśmy o GH4, tylko o czymś z wyższej półki i młodszym ode mnie - a gdybym miał całą potrzebną wiedzę, to bym nie zadawał pytań po forach.

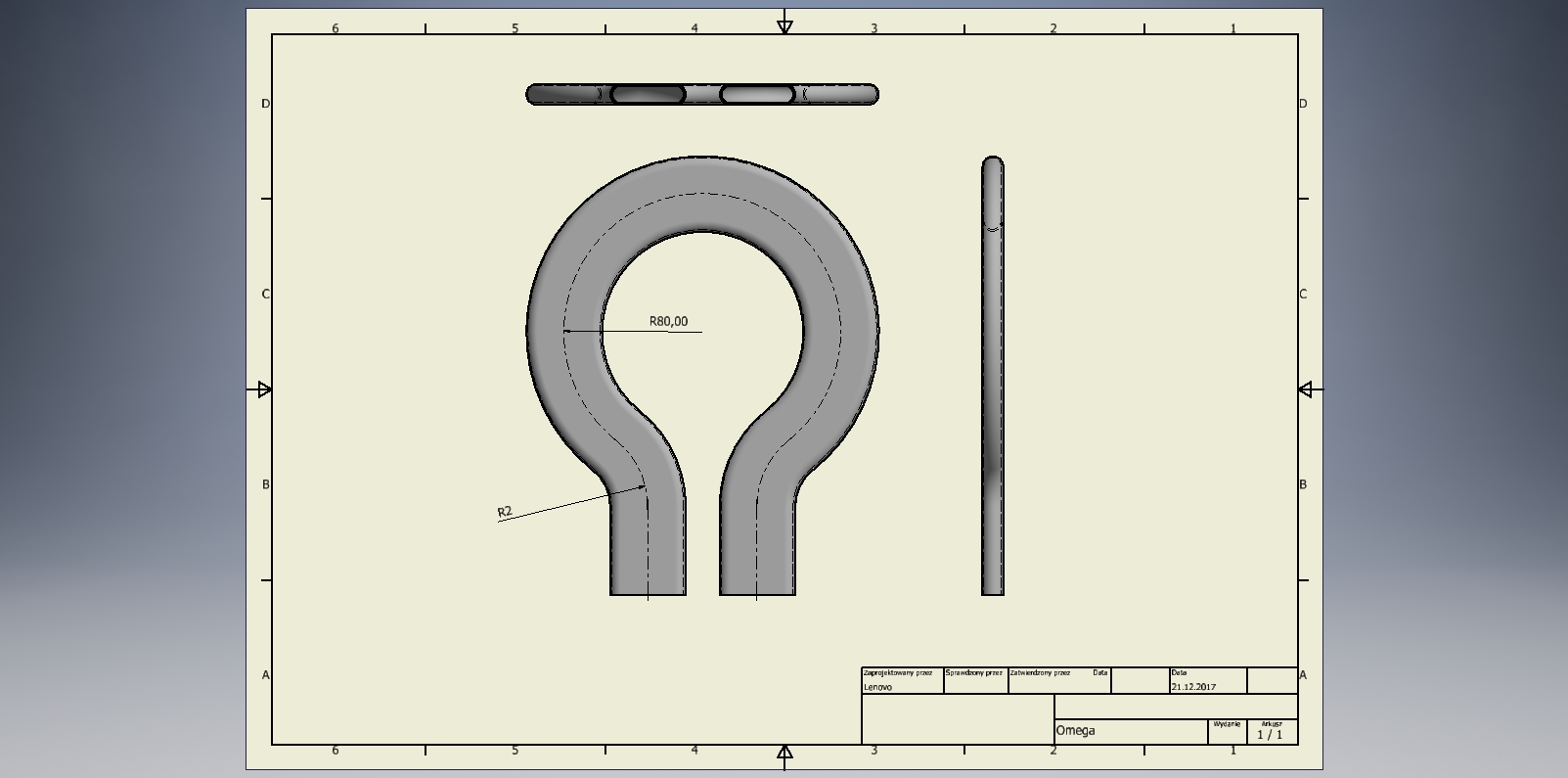
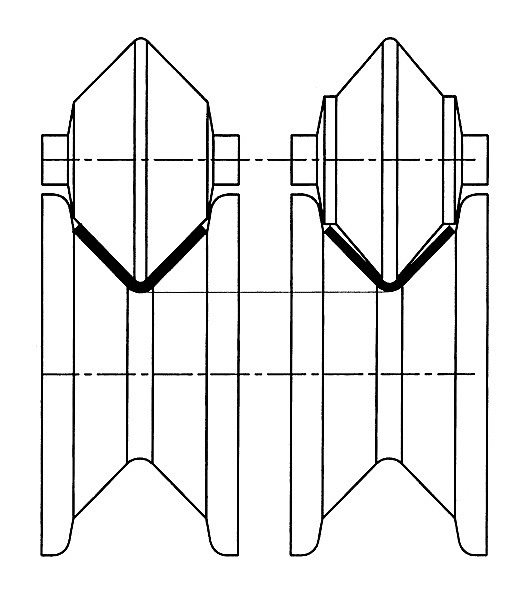
Ale wracając do tematu, a raczej tematów. Czy mając doświadczenie z takimi rurami, możesz podpowiedzieć jakie promienie gięcia należałoby przyjąć przy projektowaniu elementów giętych z rur płaskoowalnych? To po pierwsze.
A po drugie, to sprawa wygląda następująco. Zadanie dzielę sobie na etapy. W ramach pierwszego etapu potrzebuję wytworzyć raptem kilka rurek. Pewnie około 12, do prób. Na tym etapie nie liczy się za bardzo pracochłonność, a możliwie niski nakład kosztów. Nawet jeśli będę produkował jedną rurkę, godzinę albo dwie to nie ma sprawy. Zdarza się.
O ile cały układ, dla którego rurki są tylko jednym z elementów, zda egzamin, to przejdę do drugiego etapu moich działań i zacznę szukać sposobów dla produkcji racjonalnej ekonomicznie... i czasowo. Jeśli mi się uda odnieść całościowy sukces na pierwszym etapie to rozważę każdą możliwość. Kooperacja, reanimacja GH4, kredyt połączony z zakupem innego urządzenia. Generalnie opcji jest wiele, szczególnie jeśli, jak piszesz, temat nie jest łatwy.
Abym jednak mógł stanąć przed tym dylematem, muszę najpierw wejść w posiadanie pewnej ilości dobrze wykonanych rurek.
Uważaj Numerku, bo pewnie zaraz spadniesz z krzesła, gdy przeczytasz moje propozycje,
ale i tak je zadam. W końcu Cię ostrzegłem. ;P
Kiedyś stary konstruktor opowiadał mi, jak dawno temu gięli rury, sypiąc i ubijając w nich uprzednio piasek. Ów piach służył im w czasie gięcia jako trzpień i podobno działał. Jak myślisz, to tylko "urban legend", czy naprawdę coś takiego może zadziałać? Pytam o aspekt techniczny, bo od strony wydajnościowo czasowej, to jest to makabra. Czyli coś dla mnie.
Druga rzecz, która przyszła mi do głowy, to widziałem kiedyś jak gięto w łuki płaskowniki w kopycie. Dla uproszczenia można powiedzieć, że były to 3 blachy. Dwie "trzymające" i jedna stanowiąca rowek prowadzący, nieco wsunięta względem dwóch poprzednich. Na tej zasadzie zbudowany był tak stempel jak i matryca. I przyznam, że płaskowniki wychodziły proste. A może więc, gdyby blachę środkową wyfrezować, nadając jej promień, a blachy okładzinowe - górną i dolną - smarować w czasie gięcia dla zmniejszenia tarcia, a same gięcie przeprowadzać sekwencyjnie, to może tak dałoby się wykonać kilka rurek? Jak myślisz?
Reasumując, jakie wedle Twojego doświadczenia, powinienem przyjąć promienie gięcia dla tego typu rur i jak Twoim zdaniem, możnaby "chałupniczo" wykonać kilka tego typu rur do testów?
Pozdrawiam,
Kuba




")



")
")