Witam,
zaczynam popadać w pewną paranoję na skutek rozbieżności informacji.
A mianowicie:
Czy ten wzór:
liczba obrotów silnika = czestotliwosc / liczba kroków
liczba kroków = liczba kroków silnika * podział
jest poprawny?
Idąc tym tokiem to przy f =2000 i podziale 1/16 możemy uzyskać maksymalnie 0,625 obr/s.
Czy to może się tyczy tylko starych sterowników?
Pozdrawiam.
Prędkość obrotowa a podział kroku


-
 soki
soki
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 1
- Posty: 24
- Rejestracja: 22 paź 2009, 21:57
- Lokalizacja: Poznań
- Kontakt:
jest prawie jak napisałeś.
obr silnika = częstotliwość / (liczbę kroków na obrót silnika * podział kroku)
Żeby to było jasne podział daje Ci większą rozdzielczość pojedynczego kroku, czyli 1 krok silnika masz podzielony na 16 mikrokroków. Czyli aby silnik wykonał pełen obrót, potrzebujesz 200 * 16 = 3200 impulsów na wejściu drivera. Dając na wejście sterownika 2kHz otrzymasz podaną przez Ciebie prędkość obrotową 0,625 obr/sek lub jak wolisz 37,5 obr/min.
obr silnika = częstotliwość / (liczbę kroków na obrót silnika * podział kroku)
Żeby to było jasne podział daje Ci większą rozdzielczość pojedynczego kroku, czyli 1 krok silnika masz podzielony na 16 mikrokroków. Czyli aby silnik wykonał pełen obrót, potrzebujesz 200 * 16 = 3200 impulsów na wejściu drivera. Dając na wejście sterownika 2kHz otrzymasz podaną przez Ciebie prędkość obrotową 0,625 obr/sek lub jak wolisz 37,5 obr/min.
www.soki-cnc.blogspot.com cnc moim hobby 
-
 noel20
noel20
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Tylko, że zwiększając mikrokrok nie uzyskasz większej rozdzielczości a poprawiasz płynność pracy silnika. I to też do pewnej granicy. Ja powyżej 1/8 nie zauważam różnicy w pracy silnika, a chcąc osiągnąć konkretną prędkość obrotową potrzebujemy przy większym podziale większą częstotliwość sygnału. Jeśli sterujesz maszyną z lpt to może się okazać , że do zadowalającej prędkości podział 1/16 jest za duży, bo port więcej nie wyrabia.
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
gbn
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 6
- Posty: 6
- Rejestracja: 22 paź 2013, 21:45
- Lokalizacja: Stalowa Wola
Okej...
W sumie mógłbym to przyjąć na klatę ale dalej mnie to męczy...
A co jeśli zastosujemy sterownik M542, który wykorzystuje morfing kroków?
To wtedy przy podziale kroków możemy uzyskać duże posuwy.
p.s.
Zabrałem się za rysowanie maszyny i nie mogę dojść do konsensusu pomiędzy podziałem kroków(w konsekwencji ilością obr/s) a posuwem.
W załączniku szkic maszyny.
W sumie mógłbym to przyjąć na klatę ale dalej mnie to męczy...
A co jeśli zastosujemy sterownik M542, który wykorzystuje morfing kroków?
To wtedy przy podziale kroków możemy uzyskać duże posuwy.
p.s.
Zabrałem się za rysowanie maszyny i nie mogę dojść do konsensusu pomiędzy podziałem kroków(w konsekwencji ilością obr/s) a posuwem.
W załączniku szkic maszyny.
- Załączniki
-
- ASSEMBLY.PDF
- (1.12 MiB) Pobrany 504 razy
-
noel20
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Jestem najwyraźniej za cienki w uszach bo pierwsze słysze o czymś takim. Możesz przybliżyć?gbn pisze: sterownik M542, który wykorzystuje morfing kroków?
Staraj się tak zrobić napęd, żeby przy maksymalnych przewidywanych prędkościach roboczych silniki nie kręciły się szybciej jak 500obr/min. Powyżej tracą moment. Choć to nie reguła. Zależy od zasilania, silników i sterownika. Musisz zbadać, albo ile się da przeliczyć do jakich prędkości można kręcić twój zestaw.
A później w zależności od tego jakiej jakości masz komputer i ile stabilnie jest w stanie ci wygenerować impulsów dobierzesz mikrokrok żeby uzyskać zadowalające szybkości przejazdów.
Przy stosowaniu mikrokroku powyżej 1/2 jest on nie regularny i nie traktuj tego jak zwiększenie rozdzielczości
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
gbn
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 22 paź 2013, 21:45
- Lokalizacja: Stalowa Wola
Generalnie chodzi o to, że przy większej ilości obrotów sterowanie silnika jest przełączane z systemu mikrokrokowego w jedno krokowy. Przez co możliwe jest zwiększenie posuwu a płynność i tak jest zachowana w wyniku sił bezwładności.
Tutaj wątek odnośnie morfingu:
https://www.cnc.info.pl/topics12/morfin ... t15701.htm
Poniżej moje wyliczenia. Jak widać brakuje mi po dwu kroć obrotów...
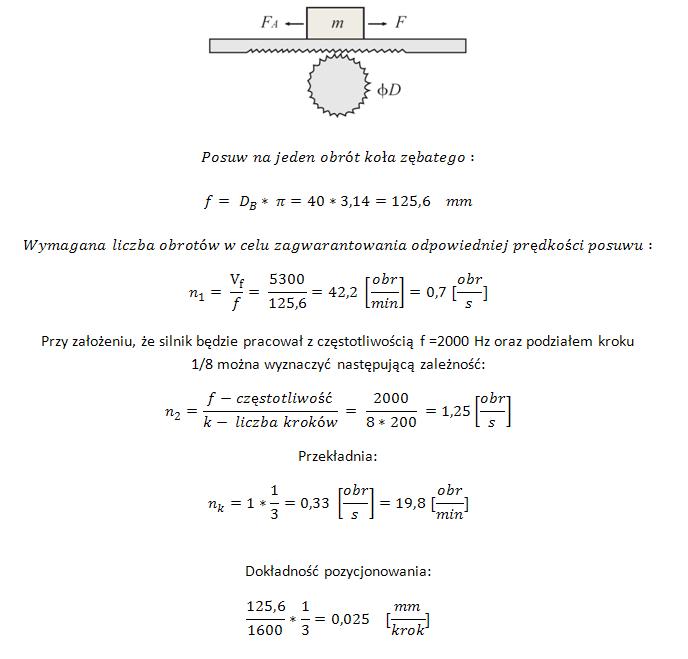
A większej częstotliwości nie mogę dać bo drastycznie spada moment trzymający.
p.s.
powinno być nk = 1.25 * 0.33 ale to mało istotne.
Tutaj wątek odnośnie morfingu:
https://www.cnc.info.pl/topics12/morfin ... t15701.htm
Poniżej moje wyliczenia. Jak widać brakuje mi po dwu kroć obrotów...
A większej częstotliwości nie mogę dać bo drastycznie spada moment trzymający.
p.s.
powinno być nk = 1.25 * 0.33 ale to mało istotne.
-
noel20
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
No trochę brakuje. Albo zmniejsz przekładnię, albo zwiększ koło zębate.
5300mm/min to prędkość robocza?
Możesz jeszcze dać większy silnik, który nawet ze zmniejszonym momentem na wysokich obrotach będzie miał go wystarczająco.
[ Dodano: 2013-10-22, 23:59 ]
Dobra, już wiem o co chodzi z tym morfingiem. Sterownik pomija co któryś krok, a za to zmienia sposób sterowania czopera prądowego, tak, że na wysokich obrotach prąd cewek silnika wygląda inaczej. Lepiej. I przez to silnik na wysokich obrotach nie traci tak mocno momentu. No to dobrze. Takim sterownikiem można pogonić silnik szybciej. Choć ja pisałem wcześniej o ograniczeniu ze strony komputera, ale ciebie przy twoich napędach to nie dotyczy.
5300mm/min to prędkość robocza?
Możesz jeszcze dać większy silnik, który nawet ze zmniejszonym momentem na wysokich obrotach będzie miał go wystarczająco.
[ Dodano: 2013-10-22, 23:59 ]
Dobra, już wiem o co chodzi z tym morfingiem. Sterownik pomija co któryś krok, a za to zmienia sposób sterowania czopera prądowego, tak, że na wysokich obrotach prąd cewek silnika wygląda inaczej. Lepiej. I przez to silnik na wysokich obrotach nie traci tak mocno momentu. No to dobrze. Takim sterownikiem można pogonić silnik szybciej. Choć ja pisałem wcześniej o ograniczeniu ze strony komputera, ale ciebie przy twoich napędach to nie dotyczy.
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
gbn
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 22 paź 2013, 21:45
- Lokalizacja: Stalowa Wola
Tak to maksymalny posuw roboczy. To ma być wypalarka plazmowa. Prędkości posuwów zaczerpnąłem z katalogu Hyper-therm.5300mm/min to prędkość robocza?
Zgadza się. Lecz szukałem innego rozwiązania. Bo silnik mi urósł zbytnio.Możesz jeszcze dać większy silnik, który nawet ze zmniejszonym momentem na wysokich obrotach będzie miał go wystarczająco.
Brama waży 320 kg. Sumaryczny moment wyszedł mi 6,3 Nm.
-
 kolanoreki
kolanoreki
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 464
- Rejestracja: 21 gru 2004, 14:11
- Lokalizacja: Piaseczno
- Kontakt:
Bardzo znajomo wyglądająca konstrukcja....gbn pisze:W załączniku szkic maszyny.
ASSEMBLY.PDF
Pobierz Plik ściągnięto 28 raz(y) 1,12 MB
[ Dodano: 2013-10-27, 20:29 ]
Kolega nie boi się dołożyć na napęd takiej bramy większego silnika - u mnie pracował 28Nm i nie było z gubieniem kroków czy brakiem pary w szybkich ruchach, najmniejszego problemu - oś X pomykała nawet 50m/min w ruchach przejazdowych - ale i droga do przebycia była sporo dłuższa. W zależności od wielkości zastosowanego zębnika oraz przełożenia, można dać silniczek 21Nm - dobrze by był taki z enkoderem. Lub bez sprzęgu wałka 2 silniki 12Nm z enkoderami....gbn pisze:Zgadza się. Lecz szukałem innego rozwiązania. Bo silnik mi urósł zbytnio.
Brama waży 320 kg. Sumaryczny moment wyszedł mi 6,3 Nm.
-
gbn
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 6
- Rejestracja: 22 paź 2013, 21:45
- Lokalizacja: Stalowa Wola
Zgadza siękolanoreki pisze:W załączniku szkic maszyny.
Bardzo znajomo wyglądająca konstrukcja....
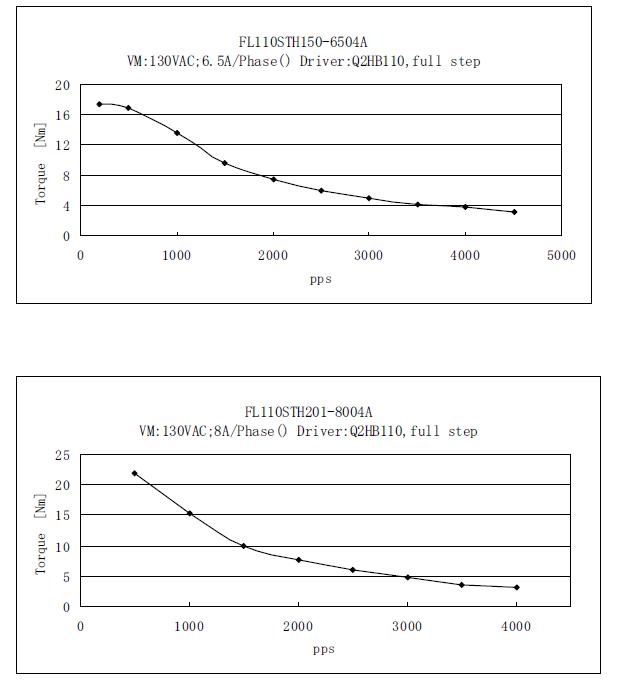
Tak chcę zrobić tylko dziwi mnie pewna kwestia. Mianowicie spoglądając na dwa wykresy silnika 21 Nm i 28 Nm. Odnoszę wrażenie, że przy 2000pps silnik 21 prezentuję ten sam moment co 28Nm?kolanoreki pisze: Kolega nie boi się dołożyć na napęd takiej bramy większego silnika - u mnie pracował 28Nm i nie było z gubieniem kroków czy brakiem pary w szybkich ruchach, najmniejszego problemu - oś X pomykała nawet 50m/min w ruchach przejazdowych - ale i droga do przebycia była sporo dłuższa. W zależności od wielkości zastosowanego zębnika oraz przełożenia, można dać silniczek 21Nm - dobrze by był taki z enkoderem. Lub bez sprzęgu wałka 2 silniki 12Nm z enkoderami....
Ja chcę osiągnąć spory posuw i wypadało by go rozkręcić co najmniej do 2000pps.