

Witam,
W fabryce, w której pracuję wykonano testy pras krawędziowych. Test polegał na gięciu 3 x 10 próbek w trzech róznych miejscach prasy. Na jednej z pras po porównaniu poszczególnych grup próbek okazało się, że nie są powtarzalne gięcia w tymch miejscach. Róznica wynosiła do ok. +/- 2 stopnie. Co może być tego przyczyną?
Powtarzalność gięcia na prasie krawędziowej


-
 clubber84
clubber84
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1188
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
Re: Powtarzalność gięcia na prasie krawędziowej
A słyszał kolega o czymś takim jak praca stołu i belki gnącej podczas gięcia?MacBi pisze:Witam,
W fabryce, w której pracuję wykonano testy pras krawędziowych. Test polegał na gięciu 3 x 10 próbek w trzech róznych miejscach prasy. Na jednej z pras po porównaniu poszczególnych grup próbek okazało się, że nie są powtarzalne gięcia w tymch miejscach. Róznica wynosiła do ok. +/- 2 stopnie. Co może być tego przyczyną?
To proszę zobaczyć, dlaczego tak a nie inaczej:
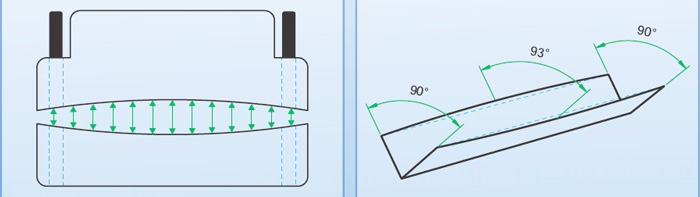
Fachowo nazywa się to ugięcie strzałki, a w prasach krawędziowych stosuje się specjalne systemy korekcji ugięcia strzałki (bombierung) - różni producenci, różne systemy (ręczny, mechaniczny, elektryczny, pneumatyczny, hydrauliczny).
Zapraszam również do poczytania -> bombierung
Proszę również poczytać sobie, jak rozwiązuje to AMADA w swoich maszynach: http://www.amada.de/bending/hfb/press-brake.html
Dawniej stosowała w swoich prasach specjalnie zaprojektowany i opatentowany stół, teraz bombierung realizowany jest przez system hydrauliczny.
-
MacBi
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 6
- Posty: 8
- Rejestracja: 02 mar 2008, 13:02
- Lokalizacja: Bydgoszcz
Dziękuję za zainteresowanie moim problemem, opisany przez kolegę temat jest mi znany. Mój problem polega na tym, że nie ma powtarzalnych próbek gięć w tych samych miejscach, tzn. przyjmijmy że miejscami próbek gieć jest środek matrycy (miejsce nr 1) oraz np. 1 metr w lewo (miejsce nr 2) i 1 metr w prawo (miejsce nr 3). Nie rozwazam, nie porównuje próbek gieć z miejsc nr 1 i miejsc nr 2 oraz 3. Problemem jest brak powtazalności próbki np z miejsca 1, np z miejsca 2 lub miejsca nr 3.
-
clubber84
- ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1188
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
Czyli nie ugięcie strzałki jest tu problemem, a materiał próbek, więc czynników braku powtarzalności może być kilka:
- różne grubości blachy (0,05mm robi kolosalną różnicę, ponieważ różnica tej grubości powoduje odchyłki w kącie gięcia o 1 stopień); dokładne sprawdzenie grubości blachy tylko za pomocą suwmiarki elektronicznej lub zegarowej,
- różne parametry gatunkowe blachy (twardość, skład chemiczny, itp.); różnica będzie zauważalna dla np. blachy aluminiowej tylko jednego gatunku - 5754/H14 i 5754/H111,
- kierunek walcowania blachy; należy pamiętać o tym, aby jak największa ilość gięć (zwłaszcza o dużej szerokości) przebiegała prostopadle do kierunku walcowania blachy,
- i ostatni czynnik, czyli zanieczyszczenia na powierzchni blachy lub narzędzi (papier, opiłki, wióry, oleje konserwująco-smarujące).
Jeśli któreś z powyższych czynników występuje wśród tych samych próbek przed gięciem, należy posegregować próbki względem różnic.
P.S.
Przed gięciem, należy z próbek zdjąć folie ochronne.
- różne grubości blachy (0,05mm robi kolosalną różnicę, ponieważ różnica tej grubości powoduje odchyłki w kącie gięcia o 1 stopień); dokładne sprawdzenie grubości blachy tylko za pomocą suwmiarki elektronicznej lub zegarowej,
- różne parametry gatunkowe blachy (twardość, skład chemiczny, itp.); różnica będzie zauważalna dla np. blachy aluminiowej tylko jednego gatunku - 5754/H14 i 5754/H111,
- kierunek walcowania blachy; należy pamiętać o tym, aby jak największa ilość gięć (zwłaszcza o dużej szerokości) przebiegała prostopadle do kierunku walcowania blachy,
- i ostatni czynnik, czyli zanieczyszczenia na powierzchni blachy lub narzędzi (papier, opiłki, wióry, oleje konserwująco-smarujące).
Jeśli któreś z powyższych czynników występuje wśród tych samych próbek przed gięciem, należy posegregować próbki względem różnic.
P.S.
Przed gięciem, należy z próbek zdjąć folie ochronne.
-
clubber84
- ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1188
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
Czyli z przesuwnym stołem.MacBi pisze: Witam,
Jest to prasa EHT ECOPRESS 80-25, sterowanie Cybelec DNC 80 PS, rok produkcji 2000.
Bardziej właśnie sprawdziłbym stół maszyny:
- płaskość
- czy nie ma uszczerbień, zadziorów
- czy nie ma wgłębień.
Również wziąłbym pod lupę same narzędzia, ponieważ na 100% są one już w dużej części zużyte (promienie samych stempli, krawędzie i rowki matryc wielorowkowych) - o ile są to narzędzia oryginalne, dokupione właśnie wraz z maszyną.
-
MacBi
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 6
- Posty: 8
- Rejestracja: 02 mar 2008, 13:02
- Lokalizacja: Bydgoszcz
Stół maszyny nie ma zauważalnych wgłębień, uszczerbień, zadziorów. Narzędzia do testów były założone w miarę nowe. Myślę, że nawet jeżeli występowała by jaka kolwiek nierówność, to i tak wykonane próbki giecia musiały by być równe. Zaczynam szukania niesprawności w maszynie.clubber84 pisze: Bardziej właśnie sprawdziłbym stół maszyny:
- płaskość
- czy nie ma uszczerbień, zadziorów
- czy nie ma wgłębień.
Również wziąłbym pod lupę same narzędzia, ponieważ na 100% są one już w dużej części zużyte (promienie samych stempli, krawędzie i rowki matryc wielorowkowych) - o ile są to narzędzia oryginalne, dokupione właśnie wraz z maszyną.






