


")
Panowie jak nazywa się takie narzędzie i gdzie to można dostać? 17:12 na filmie
[youtube][/youtube]
No chyba, że trzeba by było stępiony czy uszkodzony frez zeszlifować.
Pogłebienie pod łeb śruby



-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5597
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Ja często wiercę otwór a potem pogłębiam dno by nie było stożkowe zwykłym frezem (jak wiercisz na np. frezarce no można sie obyć bez wstępnego wywiercenia otworu i od razu jechać frezem na średnice łba śruby) z pogłębiaczami jest ten problem że stwarzają zależność dwóch wymiarów (otwór prowadzący i ten pod łeb) i albo trzeba robić tulejki albo okazuje się że otwór prowadzący jest zbyt mały dla naszego pogłębiacza . Sprawdzają się one przy większych seriach gdzie konkretnie wiadomo jakie będą średnice.
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Są też takie z wymiennymi pilotami, i problemu nie ma.adam Fx pisze:okazuje się że otwór prowadzący jest zbyt mały dla naszego pogłębiacza


A jeżeli stały ma za małą średnicę, to można
-wstępnie zrobić mniejszy otwór pod pilota, pogłębić, i dopiero poprawić otwór na wymiar,
-albo założyć tulejkę na pilota...
pozdrawiam,
Roman
Roman
-
Mózg
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 5
- Rejestracja: 27 lis 2012, 16:48
- Lokalizacja: Gdynia
Mam trudne zadanie do wykonania. Otwór pod łeb śruby imbusowej M5 na powierzchni stożka. Materiał aluminium PA6.
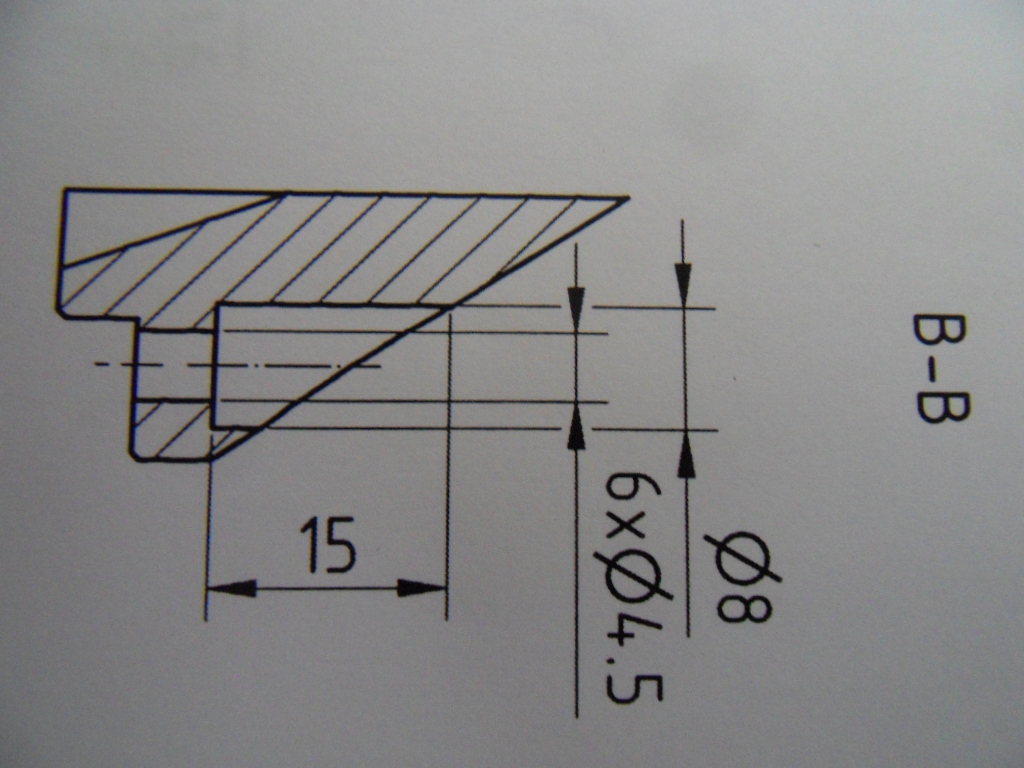
Dodatkowym utrudnieniem jest to, że dno pogłębienia znajduje się dość głęboko w elemencie bo aż 62mm i bardzo blisko ścianki. Czy istnieje pogłębiacz walcowo-czołowy z długim prowadnikiem? Standardowe DIN 373 mają zbyt krótki prowadnik. Musiałby być co najmniej dwa razy dłuższy.
Dysponuję frezarką CNC ale nie znalazłem tak długiego frezu żeby wykonać to pogłębienie w ten sposób a frezem 10mm pionowo nie wjadę bo nie pozwala na to sztywność maszyny ani moc wrzeciona.
Mam pomysł żeby wyszlifować z wiertła taki pogłębiacz z prowadnikiem i nawiercić ręcznie na wiertarce stołowej. Czy macie jakieś lepsze pomysły na taką obróbkę?
Dodatkowym utrudnieniem jest to, że dno pogłębienia znajduje się dość głęboko w elemencie bo aż 62mm i bardzo blisko ścianki. Czy istnieje pogłębiacz walcowo-czołowy z długim prowadnikiem? Standardowe DIN 373 mają zbyt krótki prowadnik. Musiałby być co najmniej dwa razy dłuższy.
Dysponuję frezarką CNC ale nie znalazłem tak długiego frezu żeby wykonać to pogłębienie w ten sposób a frezem 10mm pionowo nie wjadę bo nie pozwala na to sztywność maszyny ani moc wrzeciona.
Mam pomysł żeby wyszlifować z wiertła taki pogłębiacz z prowadnikiem i nawiercić ręcznie na wiertarce stołowej. Czy macie jakieś lepsze pomysły na taką obróbkę?






