zuber pisze:
V - prędkość skrawania (m/min) - skąd wziąć ?
Pz - posuw na ostrze - skąd wziąć ?
Vc i Pz (czasami fz) - tylko z katalogu producenta narzędzi (lub czasami właśnie od doświadczonego kumpla

) , jeżeli nie masz katalogu, poszukaj wersji internetowej. W katalogu masz na ogół taki system, że jest podana prędkość skrawania i Vc i posuw (fz) dla danej płytki z danym łamaczem wiórów dla danej grupy materiałowej. Te dane są dla optymalnego dobrania płytki np do obróbki żeliwa, uleprzonej stali itd przy założeniu idealnych warunków skrawania. Vc jest często też trochę fantastyczna, bo gdzieś małymi literkami głęboko w katalogu jest napisane, że to parametry dla trwałości ostrza w okolicach 12-15 min pracy. Zatem przy dobrych warunkach dobrze jest urealnić Vc dla pierwszego nastawu na poziomie 60-70% podanego

, potem patrzysz jak narzędzie pracuje i korygujesz parametry. Jeżeli pracujesz na wysięgu do 3D (średnic narzędzia) i masz sztywny detal, sztywną obrabiarkę to warunki masz idealne. 3-5D - powinno być ok, ale może być też różnie, >5D - trzeba zwalniać, brać mniejszą warstwę, czasem zwiększyć posuw - ogólnie musisz kombinować.
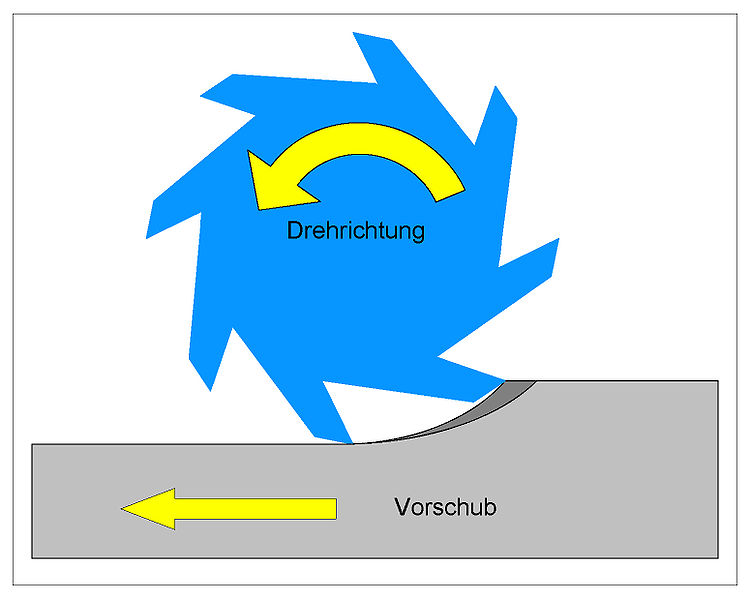
Co do frezowania współbierznego i przeciwbierznego, to jeżeli tylko sztywność układu ci pozwala (sztywny detal, obrabiarki CNC na ogół są sztywne i bez luzów) to zawsze frezuj współbierznie, tak frez ma leprze warunki skrawania, ząb bierze od razu w pełny sposób i nie ślizga się przy wchodzeniu w materiał. Powierzchnia skrawana wychodzi też ładniejsza. Oczywiście od każdej zasady są wyjątki - tu musisz ruszyć głową i użyć trochę wyobraźni.









")



")




