



Oto co znalazłem.
Tutaj link do pdf-a, rysunek jest na 8 stronie.
http://www.westermans.com/downloads/inv ... achine.pdf
Opis parametrow spawania-prosto i zrozumiale dla wszystkich


-
arczi123452
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 28
- Rejestracja: 27 cze 2015, 20:55
- Lokalizacja: ZG
Trochę odgrzeję kotleta, ale też używam półautomatu już jakiś czas i praktycznie nic o nim nie wiem, dlatego potrzebuję pomocy bardziej doświadczonych.
Nigdzie nie mogę znaleźć żadnej DTRki, instrukcji, cokolwiek.
Największym dla mnie problemem jest eliminacja odprysków i ustawienia podczas spawania pulsem. Co prawda pryska mniej niż na zwarciowym, ale mimo wszystko czasami smarknie, powiedzmy co kilka, kilkanaście sekund. Podobnie sprawa ma się z grzaniem materiału, Teoretycznie na pulsie materiał powinien się mniej grzać, a tak nie jest. Jak pokombinuję z prądem spawanie to nie spawa tylko nalewa na wierzch.
Chodzi o spawanie zwykłej stali, rzadko S355, materiał szlifowany,wolny od rdzy i innych syfów, gaz Ar + CO2 82%, drut 1. Najczęściej spawam do 10mm.

To co wiem opiszę, o resztę proszę bardziej doświadczonych
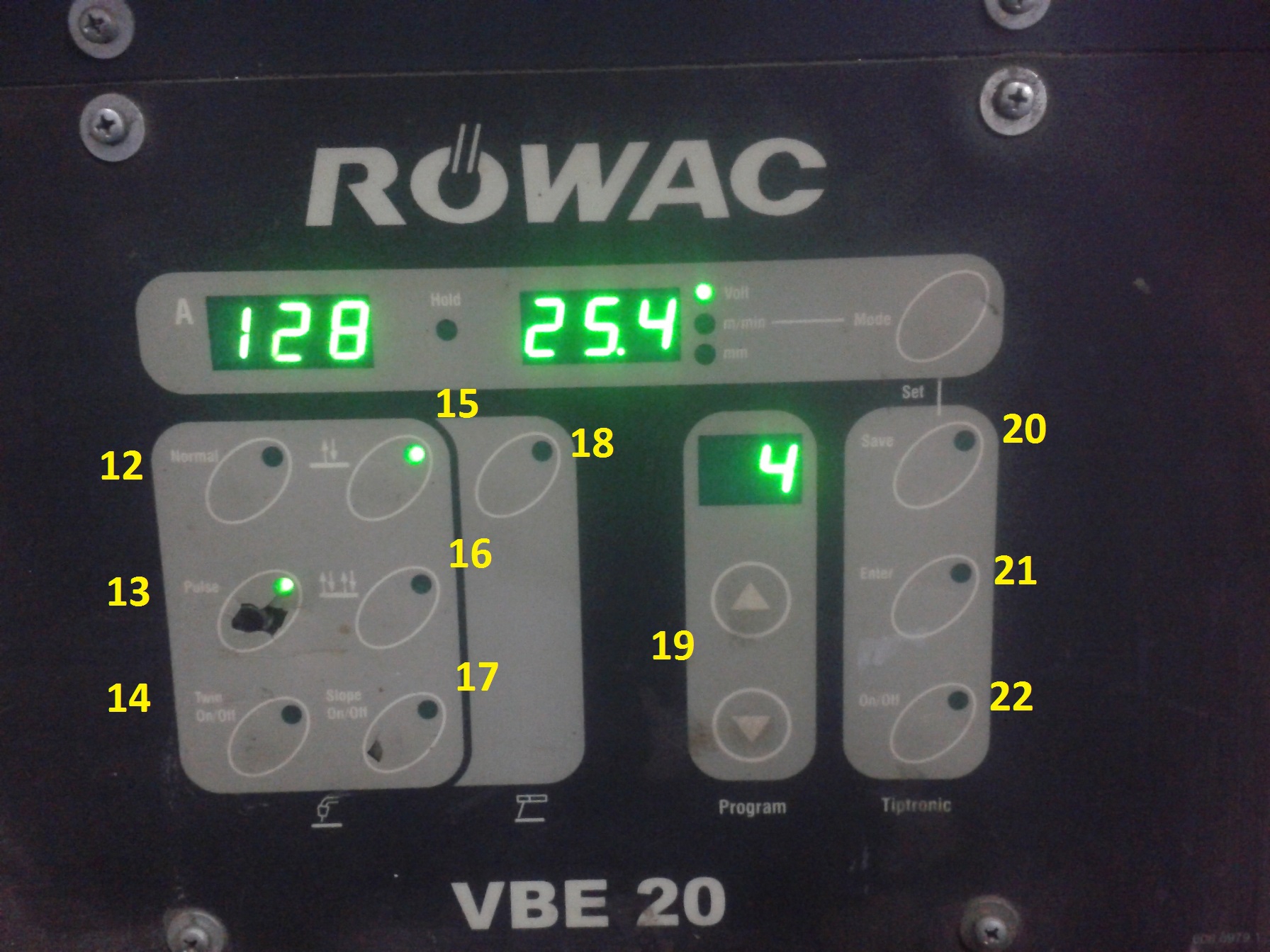
1. Regulacja napięcia. Z tego co zauważyłem od 18 do 30V.
2. Prędkość posuwu drutu.
3. Pokrętło nastawy dla pozycji od 4 do 11.
4. Czas prądu początkowego.
5. Wartość prądu początkowego.
6. Prąd spawania.
7. Prąd wygaszania (zalewania)
8. Czas zalewania.
9. 10. 11. - ?
12. Spawanie zwarciowe (ciekawe bo może być włączone zwarciowe i podwójny puls jednocześnie - poz. 14.)
13. Puls.
14. Podwójny puls.
15. Dwutakt
16. Czterotakt
17. Zalewanie krateru.
18. Spawanie elektrodą.
19. Wybór programu (mam rozpiskę na podajniku Saprom 905, dla każdego materiału, grubości drutu oraz gazu)
20. 21. 22.- nie wiem po co one są.
Nigdzie nie mogę znaleźć żadnej DTRki, instrukcji, cokolwiek.
Największym dla mnie problemem jest eliminacja odprysków i ustawienia podczas spawania pulsem. Co prawda pryska mniej niż na zwarciowym, ale mimo wszystko czasami smarknie, powiedzmy co kilka, kilkanaście sekund. Podobnie sprawa ma się z grzaniem materiału, Teoretycznie na pulsie materiał powinien się mniej grzać, a tak nie jest. Jak pokombinuję z prądem spawanie to nie spawa tylko nalewa na wierzch.
Chodzi o spawanie zwykłej stali, rzadko S355, materiał szlifowany,wolny od rdzy i innych syfów, gaz Ar + CO2 82%, drut 1. Najczęściej spawam do 10mm.
To co wiem opiszę, o resztę proszę bardziej doświadczonych
1. Regulacja napięcia. Z tego co zauważyłem od 18 do 30V.
2. Prędkość posuwu drutu.
3. Pokrętło nastawy dla pozycji od 4 do 11.
4. Czas prądu początkowego.
5. Wartość prądu początkowego.
6. Prąd spawania.
7. Prąd wygaszania (zalewania)
8. Czas zalewania.
9. 10. 11. - ?
12. Spawanie zwarciowe (ciekawe bo może być włączone zwarciowe i podwójny puls jednocześnie - poz. 14.)
13. Puls.
14. Podwójny puls.
15. Dwutakt
16. Czterotakt
17. Zalewanie krateru.
18. Spawanie elektrodą.
19. Wybór programu (mam rozpiskę na podajniku Saprom 905, dla każdego materiału, grubości drutu oraz gazu)
20. 21. 22.- nie wiem po co one są.
-
Marian1234
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 262
- Rejestracja: 07 mar 2009, 19:41
- Lokalizacja: Rybnik
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
arczi123452
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 28
- Rejestracja: 27 cze 2015, 20:55
- Lokalizacja: ZG






