Witam,
chciałem się dowiedzieć o sposobach taniego i krótkotrwałego zabezpieczania elementów z aluminium pomiędzy obrobieniem na obrabiarkach CNC, a oddaniem do anodowania.
Podczas składowania detali na hali magazynowej czasami pokrywają się korozja zanim zostaną wysłane do anodowania i stąd moje pytania:
1. Jakie są wygodne (najlepiej w sprayu) preparaty które zapobiegną powstawaniu korozji, tudzież usuną wilgoć z powierzchni elementu?
2. Jak usunąć korozję? Do tej pory stosujemy ręczne ścieranie...
3. Czy stosowanie wodorotlenku sodu w powiedzmy 10%, będzie skutecznym środkiem do usuwania korozji i jednocześnie nie uszkodzi długotrwale powierzchni?
Z góry bardzo dziękuję za odpowiedzi.
Ochrona aluminium między obróbką, a anodowaniem


-
oprawcafotografii
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 6354
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Re: Ochrona aluminium między obróbką, a anodowaniem
Jesli sie nie myle to pierwsza kapiela przy anodowaniu jest wlasnie wodorotlenek...Roszpunek pisze:...
3. Czy stosowanie wodorotlenku sodu w powiedzmy 10%, będzie skutecznym środkiem do usuwania korozji i jednocześnie nie uszkodzi długotrwale powierzchni?
Chyba szukasz sobie roboty? Aluminium pokrywa sie warstwa tlenku natychmiast
- nie masz na to zadnego wplywu. Chyba, ze przechowujesz w atmosferze
beztlenowej...
Ja po frezowaniu myje detale goraca woda z detergentem zeby usunac tluszcz
na ile sie da, susze i to tyle. Nigdy nie zauwazylem jakis problemow...
Co dokladnie znaczy w Twoim wypadku "korozja", moze jakas fotka?
q
„Największym wrogiem wolności jest najedzony niewolnik.”
-
 NataszaBlack
NataszaBlack
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 3
- Posty: 16
- Rejestracja: 07 mar 2016, 12:21
- Lokalizacja: Polska
- Kontakt:
Nie wiem czy stosowanie wodorotlenku jest dobrym pomysłem Roszpunek. Doraźnie usuwasz powstałą korozję, a w efekcie "wysmarowaniem" żrącym wodorotlenkiem (środowisko alkaliczne) przyspieszasz i nasilasz korozję... W trakcie procesu anodowania materiał po zastosowaniu wodorotlenku jest przenoszony natychmiast do kolejnych kąpieli, nie leży wysmarowany wodorotlenkiem  .... Nadgorliwość jest czasem gorsza od..
.... Nadgorliwość jest czasem gorsza od.. 
Oprawcafotografii ma rację- aluminium pokrywa się warstwą tlenku, jest to normalne i nie ma co z tym walczyć. Generalnie czas magazynowania między obróbką mechaniczną, a anodowaniem powinien być możliwie jak najkrótszy- zaawansowana korozja nie zostanie usunięta w procesie anodowania i taki materiał już bd miał marne parametry. Ważne jest żeby w pomieszczeniu w którym przechowywane są surowe elementy do anodowania nie było wilgoci, bo to przyspiesza korozję. Detale powinny być suche i odtłuszczone tak jak mówi oprawcafotografii i tyle. I nie ma co się ociągać i wysyłać do anodowania.
Oprawcafotografii ma rację- aluminium pokrywa się warstwą tlenku, jest to normalne i nie ma co z tym walczyć. Generalnie czas magazynowania między obróbką mechaniczną, a anodowaniem powinien być możliwie jak najkrótszy- zaawansowana korozja nie zostanie usunięta w procesie anodowania i taki materiał już bd miał marne parametry. Ważne jest żeby w pomieszczeniu w którym przechowywane są surowe elementy do anodowania nie było wilgoci, bo to przyspiesza korozję. Detale powinny być suche i odtłuszczone tak jak mówi oprawcafotografii i tyle. I nie ma co się ociągać i wysyłać do anodowania
Odtłuszczanie-Dekapowanie-Satynowanie-Anodowanie-Barwienie-Uszczelnianie-Fosforanowanie-Chromianowanie-Korozja
")
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 6354
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
Roszpunek
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 10 mar 2016, 08:49
- Lokalizacja: lublin
Dziękuję za odpowiedzi.
Na przedstawionych zdjęciach (przepraszam za złą jakość, robione telefonem) pokazany jest problem. Ciemne wykwity, pojawiają się czasem, podczas magazynowania na pół otwartej hali. Nie ma możliwość kontrolowania warunków wilgotnościowych, szczególnie teraz.
Elementy są za duże, żeby w łatwy sposób je było można umyć i wysuszyć,

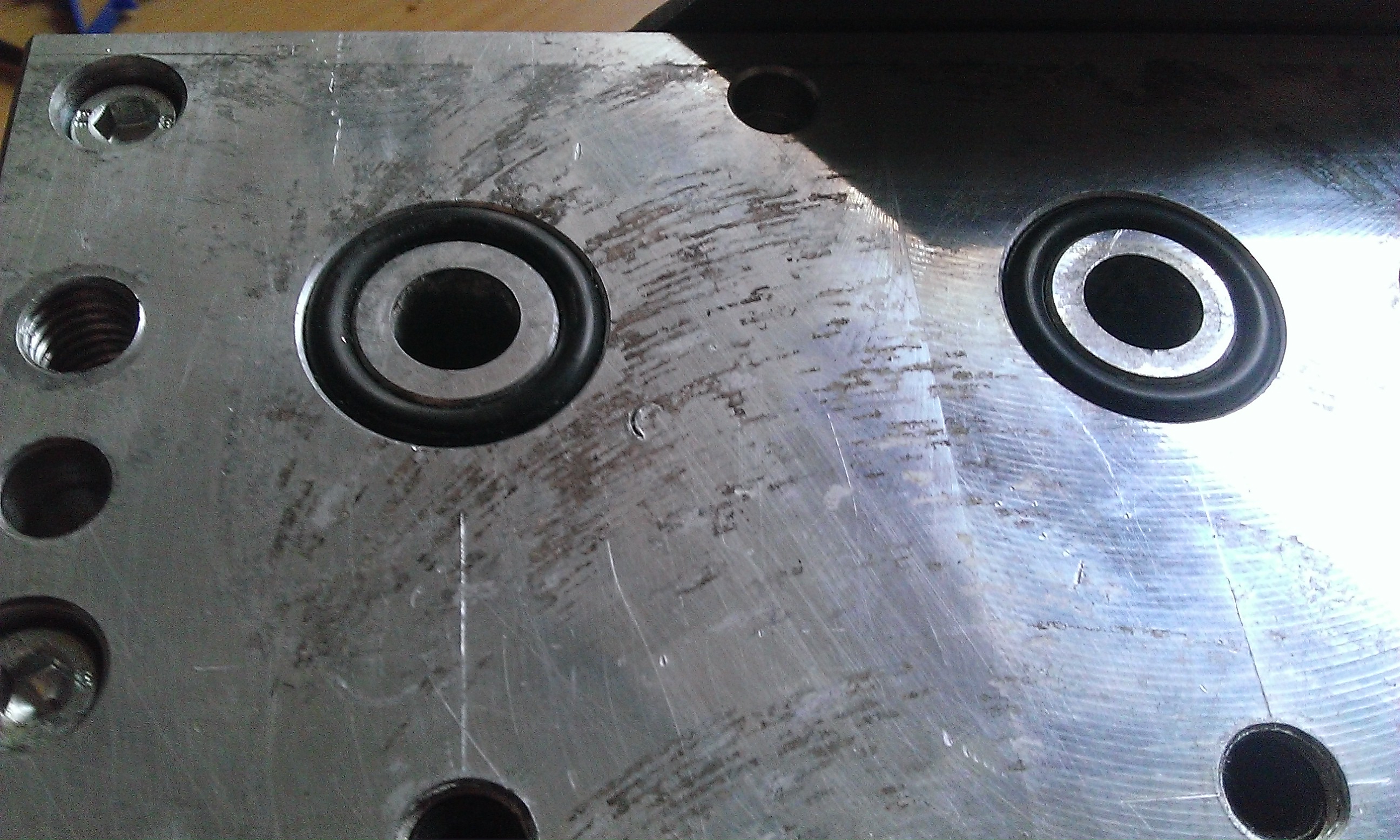


szukam teraz sposobu, aby usunąć co już powstało i zapobiegać przed powstaniem na nowych elementach. Niektórzy operatorzy mówili, że stosowali spreje do ochrony w innych firmach ale nie znają nazw.
Czy jak usunę NaOH korozje i zabezpieczę ją naftą/ WD-40 to będzie miało sens?
Trochę się boję wylać dziecko z kąpielą, usuwając korozję razem z całym elementem
Osobiście uważam, że to wina chłodziwa w obrabiarkach...
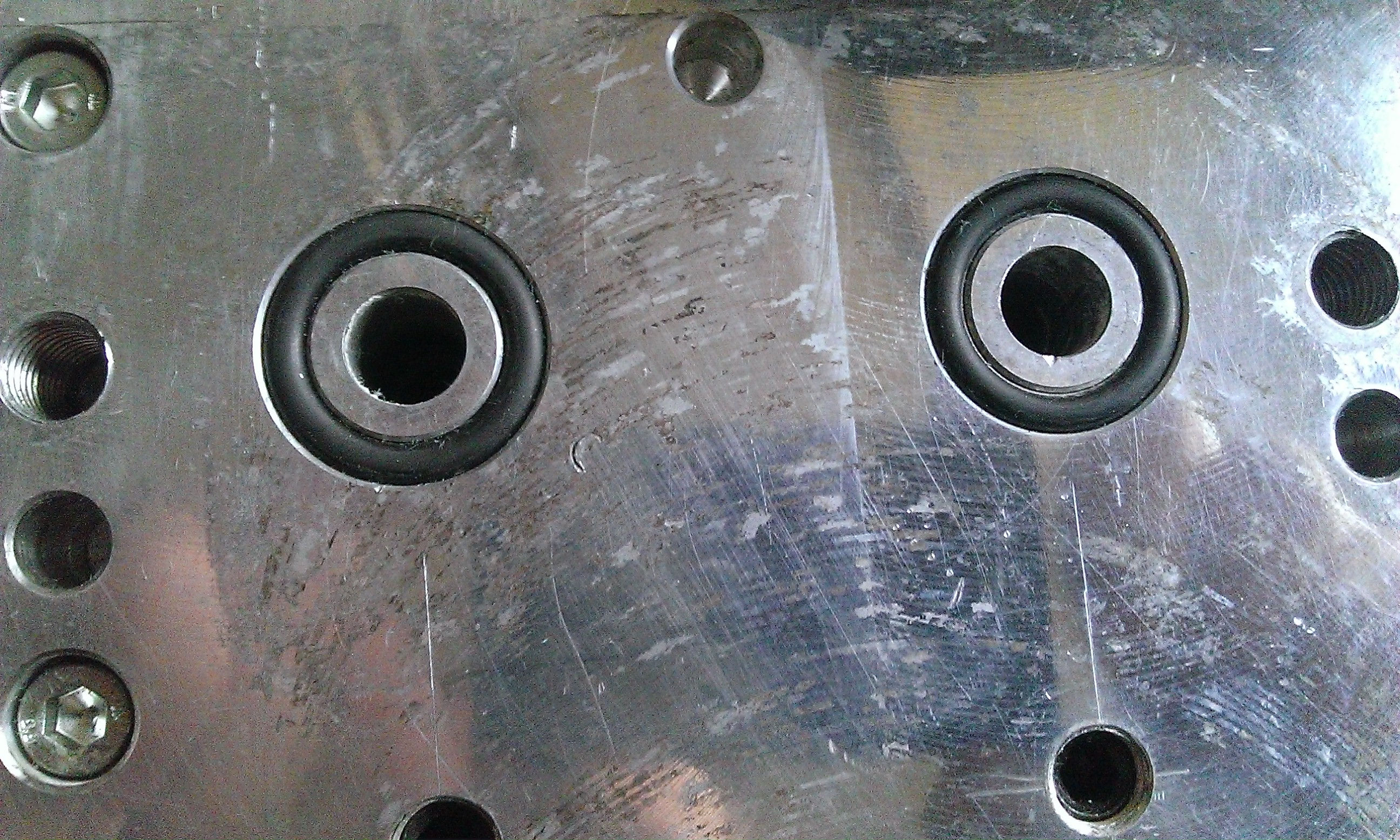
Na przedstawionych zdjęciach (przepraszam za złą jakość, robione telefonem) pokazany jest problem. Ciemne wykwity, pojawiają się czasem, podczas magazynowania na pół otwartej hali. Nie ma możliwość kontrolowania warunków wilgotnościowych, szczególnie teraz.
Elementy są za duże, żeby w łatwy sposób je było można umyć i wysuszyć,
szukam teraz sposobu, aby usunąć co już powstało i zapobiegać przed powstaniem na nowych elementach. Niektórzy operatorzy mówili, że stosowali spreje do ochrony w innych firmach ale nie znają nazw.
Czy jak usunę NaOH korozje i zabezpieczę ją naftą/ WD-40 to będzie miało sens?
Trochę się boję wylać dziecko z kąpielą, usuwając korozję razem z całym elementem
Osobiście uważam, że to wina chłodziwa w obrabiarkach...
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 6354
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
NaOH rozpusci Ci przede wszystkim ...aluminium.
Jesli CI to nie przeszkadza to czemu nie sprobowac
Jestes pewny ze to czarne to utlenianie czy korozja?
Nie jakis brud po obrobce, ktory z czasem zmienia kolor???
WD40 drogie nie jest wiec zawsze mozna sprobowac...
q
Jesli CI to nie przeszkadza to czemu nie sprobowac
Jestes pewny ze to czarne to utlenianie czy korozja?
Nie jakis brud po obrobce, ktory z czasem zmienia kolor???
WD40 drogie nie jest wiec zawsze mozna sprobowac...
q
„Największym wrogiem wolności jest najedzony niewolnik.”
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 6354
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
No wlasnie dlatego napisalem oba slowa, ze chyba niekoniecznieRoszpunek pisze:A to nie to samo?oprawcafotografii pisze:
Jestes pewny ze to czarne to utlenianie czy korozja?...
Utlenianie to korozja, ale juz korozja niekoniecznie musi byc utlenianiem.
Przynajmniej tak mi sie wydaje
q
„Największym wrogiem wolności jest najedzony niewolnik.”