




Mam wycięte elementy z poliamidu, płyta 12mm - każdy element długości ok 1m, szer. od 30 do 50mm. Muszę je "wycieniować" - z ok 3/4 długości elementu grubość musi zmniejszać się w kierunku jednego z końców z 12mm do 6mm. Próbowałem zrobić to sam szlifierką taśmową i niestety poległem - materiał jest za twardy, a przy obrotach jakie ma moja szlifierka, nadtapia się.
Chciałbym zlecić gdzieś wykonanie tej obróbki - jaka byłaby najlepsza (tania!) metoda i przybliżony koszt? Dokładność obróbki nie musi być wielka, podobnie jak jakość wykończenia.
Z góry dziękuję za odpowiedzi.
Obróbka poliamidu


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
A nie lepiej było zacząć "od końca", najpierw sfrezować w imadle na frezarce całą płytę (dla danej ilości elementów) na żądany przekrój, a potem wyciąć z niej elementy?

Strugałem poliwęglan na odwróconej ręcznej (ma mniejszą szerokość szczeliny wałka nożowego), mocowanej w imadle..

dosłownie lać wodę by taśma była mokra, często pomaga (tylko strasznie świni)Kinwotar pisze:a przy obrotach jakie ma moja szlifierka, nadtapia się.
Heblarka dobrze zdaje egzamin przy wąskich długich przekrojach (struganie rantów, na szerokość, przy dobrym trzymaniu/mocowaniu wystarczająco długiej płyty by "złąpała" obie części stołu strugarki), a tak drobne elementy, w dodatku jeszcze strugane "na płasko", kiedy nie ma za bardzo jak stabilnie złapać ani docisnąć do stołu (a nóż będzie ostro szarpać lekki element), to można sobie tylko kuku zrobićsajgon pisze:a heblarką , lub strugiem elektrycznym kolega nie próbował?
Strugałem poliwęglan na odwróconej ręcznej (ma mniejszą szerokość szczeliny wałka nożowego), mocowanej w imadle..
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
No to pozostaje frezarka dolnowrzecionowa z osią pionową frezu z dużym(długim) stołem, gdzie materiał obrabiany leży na boku.
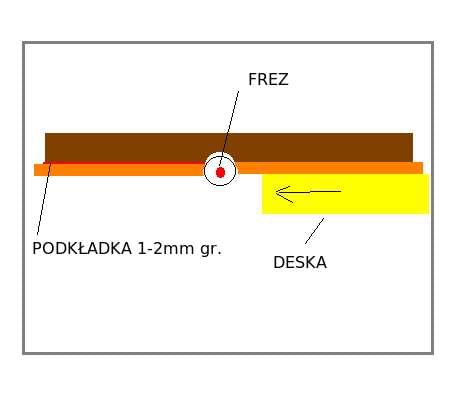 (deska=szablon z elementem)
(deska=szablon z elementem) 
kiedy nie mamy dostępu do stacjonarnej, choćby i DYMY, to można dorobić czy wykorzystać gotowy długi stół do zamocowania od spodu ręcznej frezarki z odp długim frezem (grubość blatu + potrzebna długość użytkowa), i listew prowadzących.

By element się nie wyginał pod frezem, powinien być prowadzony wzdłuż prowadnic frezarki w wyciętym odpowiednio (skośnie do suwu roboczego) szablonie z kantówki o wysokości 30-50mm i szerokości 80-100mm (drewniany najłatwiej wyciąć np na taśmówce). Z szablonu powinna wystawać tylko część do usunięcia. Możemy wtedy uzyskać powtarzalne elementy.
(deska=szablon z elementem) kiedy nie mamy dostępu do stacjonarnej, choćby i DYMY, to można dorobić czy wykorzystać gotowy długi stół do zamocowania od spodu ręcznej frezarki z odp długim frezem (grubość blatu + potrzebna długość użytkowa), i listew prowadzących.
By element się nie wyginał pod frezem, powinien być prowadzony wzdłuż prowadnic frezarki w wyciętym odpowiednio (skośnie do suwu roboczego) szablonie z kantówki o wysokości 30-50mm i szerokości 80-100mm (drewniany najłatwiej wyciąć np na taśmówce). Z szablonu powinna wystawać tylko część do usunięcia. Możemy wtedy uzyskać powtarzalne elementy.
pozdrawiam,
Roman
Roman
-
 sajgon
sajgon
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1012
- Rejestracja: 15 lis 2011, 14:21
- Lokalizacja: Śląsk
RomanJ4, trochę komplikujesz i robisz z igły widły ,zwykłym strugiem z marketu bym to opanował... delikatniejsze i bardziej wątłe detale się strugałoKinwotar pisze:każdy element długości ok 1m, szer. od 30 do 50mm. Muszę je "wycieniować" - z ok 3/4
Kładziesz obrabiany element na odpadowym kawałku płyty/deski ( byle równej, umocowany do stołu) .Z trzech stron okalasz go listwami ( dwie długie po bokach i opór na końcu ) Ważne żeby te listwy nie były wyższe niż materiał obrabiany. Reszta to tylko wprawna ręka, ostre niże w strugu i nieduży wiór.
Materiał Ci do góry nie poleci bo dociskasz maszyną ,, bardziej chodzi o to by się nie przesuwał na boki.
Opcjonalnie listwy można zastąpić wkrętami, tylko trzeba je tak głęboko wkręcić żeby nie przywalić nożem w łeb śruby,ale też nie za głęboko żeby materiał obrabiany się zapierał
A w ten sposób, to se właśnie można zrobić kukuRomanJ4 pisze:Strugałem poliwęglan na odwróconej ręcznej (ma mniejszą szerokość szczeliny wałka nożowego), mocowanej w imadle..
Pozdrawiam , Michał. 
-
 Zienek
Zienek
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3730
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
Sposób Romana nie zadziała, bo frez jest zawsze w tej samej odległości od miejsca, gdzie jest skrawany materiał.
Ja bym to zrobił tak, że przygotowałbym tor, po którym taki strug elektryczny zjeżdża po zadanym torze. Po środku toru jest miejsce na jedną sztukę poliamidu.
Brzegi toru muszą mieć właściwy kształt (spad) i nie mogą być skrobane przez strug, żeby dla każdego elementu miały ten sam kształt i się nie zużywały przy każdym przejeździe.
Środek toru na swoim początku i końcu musi mieć blokadę (schodek), żeby poliamid nie wystrzelił do przodu lub tyłu w momencie, kiedy ostrze struga go 'poliże'.
Ja bym to zrobił tak, że przygotowałbym tor, po którym taki strug elektryczny zjeżdża po zadanym torze. Po środku toru jest miejsce na jedną sztukę poliamidu.
Brzegi toru muszą mieć właściwy kształt (spad) i nie mogą być skrobane przez strug, żeby dla każdego elementu miały ten sam kształt i się nie zużywały przy każdym przejeździe.
Środek toru na swoim początku i końcu musi mieć blokadę (schodek), żeby poliamid nie wystrzelił do przodu lub tyłu w momencie, kiedy ostrze struga go 'poliże'.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
jakoś nie zrobiłem.. wszystkie palce na miejscu.. zresztą nie było takiego zagrożenia materiał był wystarczająco szeroki..sajgon pisze:A w ten sposób, to se właśnie można zrobić kuku
Nie bardzo łapię..Zienek pisze:Sposób Romana nie zadziała, bo frez jest zawsze w tej samej odległości od miejsca, gdzie jest skrawany materiał.
Ścinałem tak kiedyś na DYMIE8 klepki podłogowe "na ostro",
Fakt, że krótsze były (coś 300mm), ale szablon opierający się końcami o pionowe prowadnice stołu po obu stronach frezu dawał gwarancję, że nie wjedzie za daleko w materiał, choćbym nie wiem co wyrabiał.
Oczywiście frez nie może też "dotknąć" części prowadzących szablonu po prowadnicy, który musi być wystarczająco długi by zostawić wejście i wybieg narzędzia.
Aby zdjąć zgrubnie większość wystającego naddatku wystarczyło poprowadzić "z ręki" (co z tego że krzywo?), a dopiero w ostatnim wyrównującym przejściu opierając szablon o prowadnice po obu stronach frezu.
I wychodziło, i prosto, i jednakowo.. (bodaj z 400 klepek z pilśniówki ≠16mm, szerokości coś kolo 80mm, ścięcie ~220mm), tak że nie piszę tylko o teorii (aha, dorobiłem sobie jeszcze mimośrodowe dociskanie klepki w szablonie (otwór styczny obok gniazda klepki i obracane w nim "jajko").. Frez miałem założony na oś poprzez tulejkę, walcowy jak ten..
A kto nie chce, niech nie wierzy.. zdjęć niestety nie mam.
pozdrawiam,
Roman
Roman






