

Naprawa trzpienia - wżery VS szczelność
-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka


")
-
pabloid
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1030
- Rejestracja: 19 paź 2010, 18:53
- Lokalizacja: ~ Kraków
A ja bym to lutował lutem srebrnym ls 45 (niska temperatura topnienia, żwilża praktycznie wszystkie stopy na bazie miedzi, stal zwykłą, stale nierdzewne i kwasoodporne) Wcześniej upewniłbym się tylko czy to nie jest stalowe hartowane o potem poniklowane (z jakiegoś powodu są wżery, co sugerowałoby stal, zresztą na zdjęciu wygląda jak poniklowana stal- sprawdź magnesem czy stal, a potem pilnikiem czy nie hartowane. ). Jesli nie jest hartowane, (przy lutowaniu się odpuści) to rowek zalutować, przetoczyć na nowo i zapomnieć. Można nawet odciąć całą głowice z rowkiem i wykorzystać sam gwint skoro nietypowy- do niego dolutowac nową głowicę (np ze stali kwasoodpornej) obrobić na wymiar chwytając w tokarce za ten gwint (przez tuleję z mosiądzu, aluminium- by nie zniszczyć) potem wytoczyć rowek.
-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
 adam Fx
adam Fx
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 5597
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Niby naprawione 
kilka fotek ....


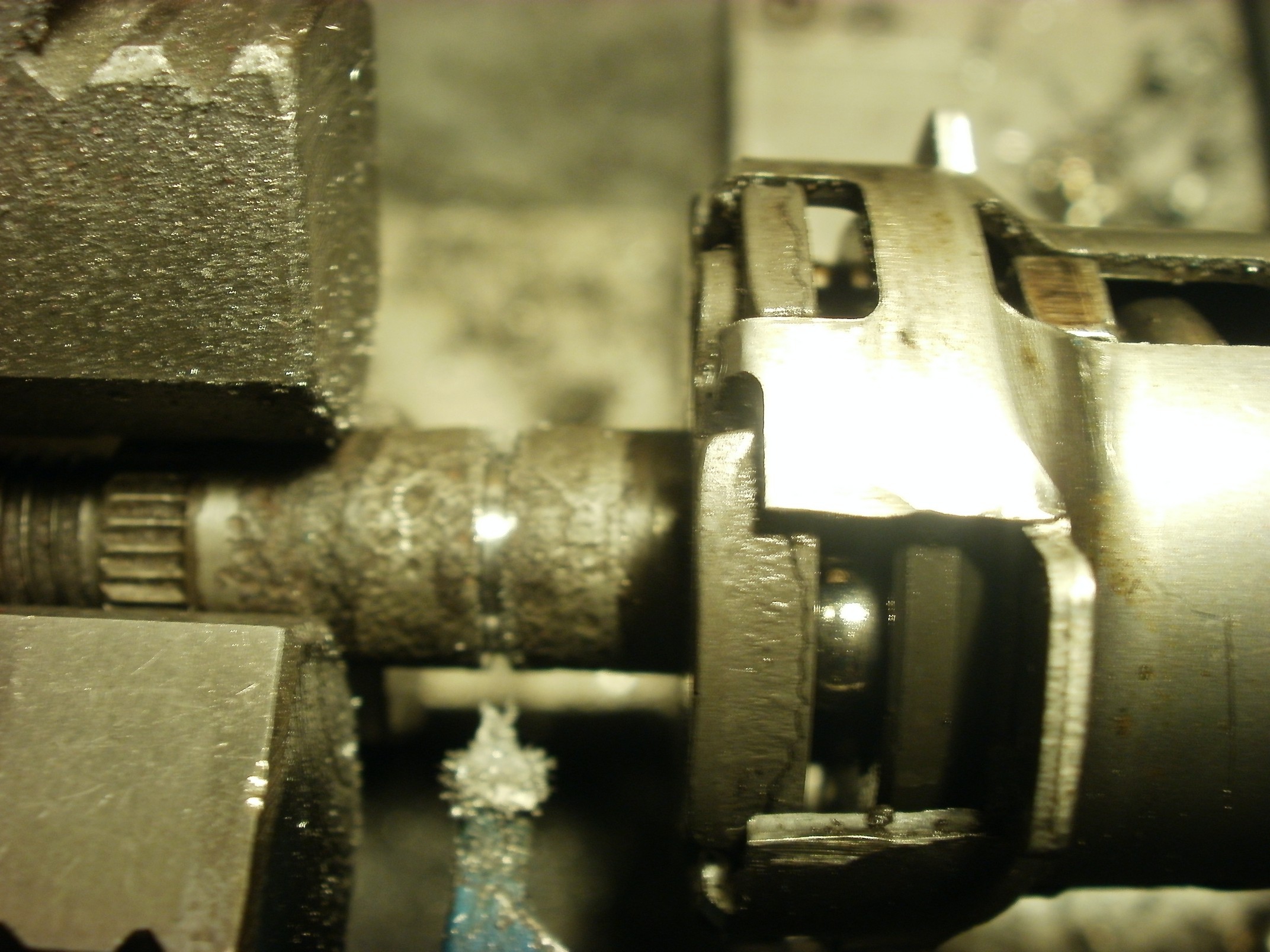
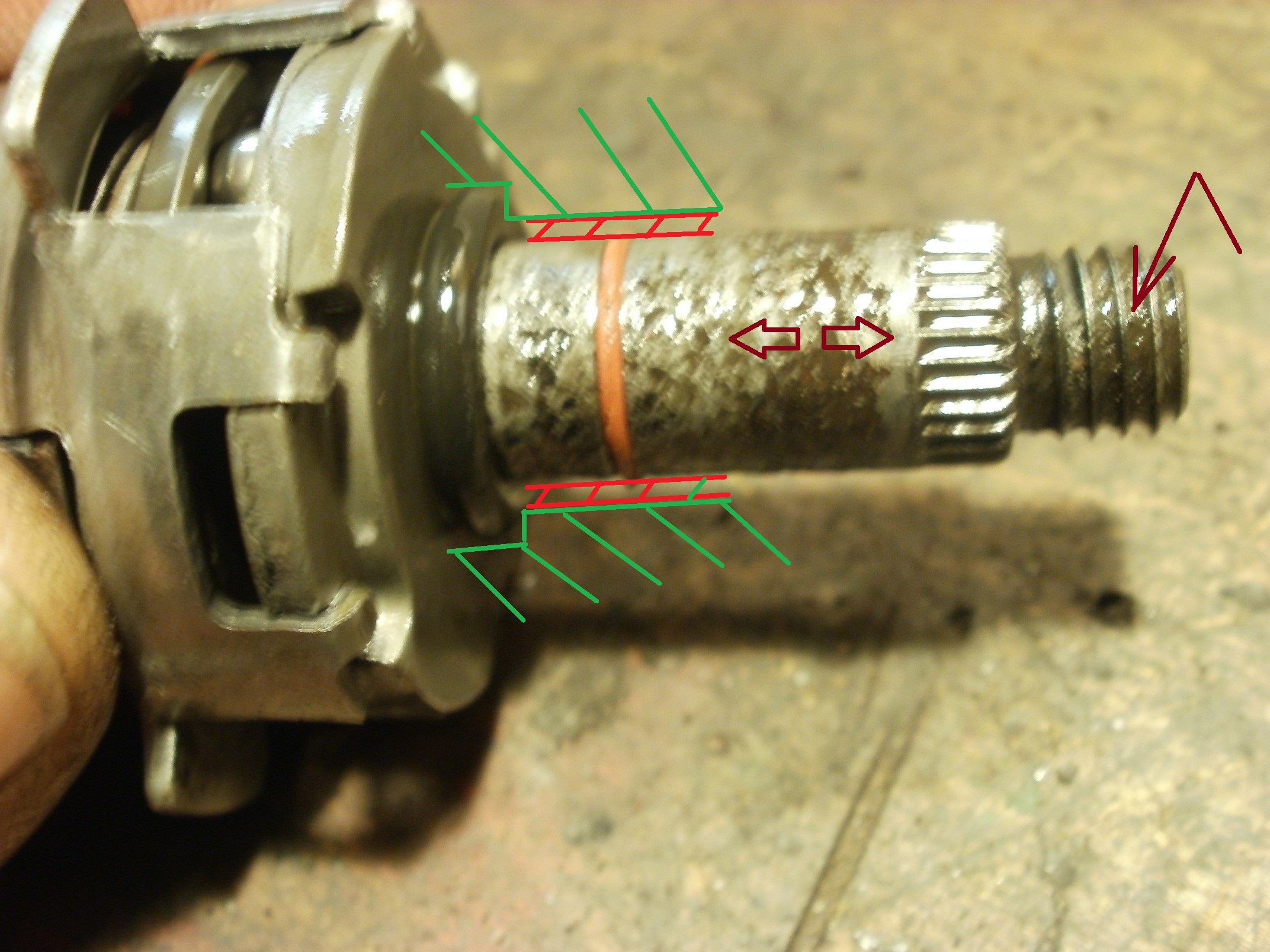
Jak widać wżery straszne - wina konstrukcji bo uszczelniacz o którym była mowa wcześniej (przepraszam za zamieszanie bo pisałem że jest simering i O-ringu brak ale to dlatego że jak zaglądałem to od tyłu zacisku a do O-ringu trzeba dostać się od str. tłoczka)to tam niewiele uszczelnia bardziej dział jak ssawka i wciska wodę do środka :/
Trzpień pracuje obrotowo o max. 90° i osiowo (chowa się przy zaciąganiu ręcznego)
W miejscu czarnego o-ringu jest całkiem zdrowa powierzchnia ale w momencie zaciągnięcia uszczelnienie natrafia na wżer co powoduje że zacisk jest mokry a to skutkuje pretensjami na przeglądzie (płynu praktycznie nie ubywa no ale zrobić trzeba było)
Naprawa :
-Znalazłem ciaśniejszy O-ring (stary był faktycznie luźny i nawet jak by na zdrowej oście puszczał bym się nie dziwił).
-W miejscu gdzie w korpusie jest tulejka dodałem jeszcze jeden cieniutki (by nie osłabić trzpienia) O-ring .
Skutki naprawy nieznane gdyż jest strasznie mokro na dworze ale teraz powinno być OK.
Dzięki wszystkim za pomoc;)
kilka fotek ....
Jak widać wżery straszne - wina konstrukcji bo uszczelniacz o którym była mowa wcześniej (przepraszam za zamieszanie bo pisałem że jest simering i O-ringu brak ale to dlatego że jak zaglądałem to od tyłu zacisku a do O-ringu trzeba dostać się od str. tłoczka)to tam niewiele uszczelnia bardziej dział jak ssawka i wciska wodę do środka :/
Trzpień pracuje obrotowo o max. 90° i osiowo (chowa się przy zaciąganiu ręcznego)
W miejscu czarnego o-ringu jest całkiem zdrowa powierzchnia ale w momencie zaciągnięcia uszczelnienie natrafia na wżer co powoduje że zacisk jest mokry a to skutkuje pretensjami na przeglądzie (płynu praktycznie nie ubywa no ale zrobić trzeba było)
Naprawa :
-Znalazłem ciaśniejszy O-ring (stary był faktycznie luźny i nawet jak by na zdrowej oście puszczał bym się nie dziwił).
-W miejscu gdzie w korpusie jest tulejka dodałem jeszcze jeden cieniutki (by nie osłabić trzpienia) O-ring .
Skutki naprawy nieznane gdyż jest strasznie mokro na dworze ale teraz powinno być OK.
Dzięki wszystkim za pomoc;)
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos





