



Witam. Przerobiłem sobie spawarkę MMA na TIGa.
Przeróbka polegała na:
1. Dodaniu prostownika.
2. Dodaniu jonizatora (samoróbki).
3. Dodatku butli z gazem i uchwytu SR-17.
Mam regulację prądu ze spawarki MMA. Stopniowo. Tak na oko, 30, 50, 80A (i więcej do 300A ale do TIGa używam tylko tych 3 stopni).
Iskra z jonizatora najpierw była cienka, niebieska. Ale przy problemach z zajarzeniem łuku zwiększyłem energię iskry i teraz jest szeroka i prawie biała. Niestety nic to nie dało.
Problem mam taki że iskra przeskakuje i nic.
Łuk się nie zapala. Zbliżam i oddalam elektrodę (iskra skacze tak do 5mm), ale łuk od tych iskier zapala się bardzo rzadko (powiedzmy 5% przypadków). Najczęściej jednak muszę po prostu dotknąć elektrodą do materiału.
Tutaj ciekawostka że nie zawsze się też chce zajarzyć przy dotknięciu.
Ale jak już zajarzę łuk to spawa się bardzo ładnie. Tym bardziej jak na mnie czyli na nowicjusza. Więc zakładam że ogólnie układ działa (np. prąd jest dobry).
Tak przy okazji to mam elektrodę torową 2,4mm i jest oczywiście naostrzona wzdłuż stożka.
I tu moje pytanie z czego może wynikać tak duża trudność w zajarzeniu łuku.
Czy może to wynikać np. z odwrotnej polaryzacji iskry jonizatora względem napięcia z prostownika? Czy raczej nie ma to znaczenia?
Czy takie problemy mogą wynikać np. z charakterystyki spawarki MMA? Np. z za sztywnej charakterystyki?
To jest samoróbka sprzed 30 lat.
Napięcie jałowe ze spawarki to jakieś 60V. Więc chyba odpowiednio wysokie? Bo powinno być wysokie?
Za prostownikiem nie dałem dławika. Może to jest problem?
Trochę dużo tych pytań ale nie mam jak sprawdzić co jest źle (nie mam do czego porównać).
Na kursie spawania raczej nic się nie dowiem bo kurs dotyczy spawacza a ja mam problem ze spawarką.
Z góry dziękuję za odpowiedzi.
MMA przerobione na TIG. Problem z zajarzeniem łuku.


-
acetylenek
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 7
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
W mojej spawarce "iskar" nie wygląda jakoś strasznie grubo ale mogę ją z kilkunastu mm zapalić. Kolor bardziej zależy od gazu w sensie w argonie wygląda inaczej niż w powietrzu. Jaki masz czas wypływu gazu przed spawaniem - chyba że masz zaworek i to jest ręcznie ustawiane, może za mały przepływ? Polaryzacja iskorwnika względem prądu głównego chyba powinna być zgodna. tzn. elektrony powinny być wybijane z elektrody. Może jednak za mało moc tej iskry bo jak gaz jest zjonizowany to napięcie łuku przy odległości elektrody od przedmiotu ok 1-2mm to będzie około 12 V czyli 60 V jałowego napięcia wystarczy.
Jak z podłączenie masy? Ja obserwuje iskrę tylko jak nie podepnę masy, wtedy prąd główny nie popłynie a iskra będzie.
Jak z podłączenie masy? Ja obserwuje iskrę tylko jak nie podepnę masy, wtedy prąd główny nie popłynie a iskra będzie.
-
atom1477
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 17
- Posty: 3767
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Dziwna sprawa. Nie pokazywało mi że ktoś odpowiedział. Dopiero dzisiaj sam postanowiłem odświeżyć temat i zauważyłem.
Gaz wypływa po wciśnięciu przycisku, ale czekam chwilkę (ze 2 sekundy) zanim zbliżę elektrodę do materiału. Masa oczywiście łączy. Iskrę mam i z masą i bez, bo nawet jak jest masa to łuk się nie zapala a więc iskrę widzę. Polaryzacja iskry nic w sumie nie zmienia.
A odświeżam temat bo zbudowałem sobie spawarkę inwertorową:
http://www.elektroda.pl/rtvforum/topic1158468-720.html
Jak źródło prądu działa świetnie. Np. spawanie MMA wychodzi o wiele ładniej niż zwykłym transformatorem AC. Choć te 100A to trochę mało jak do MMA (na razie mam regulację tylko do 100A). Jednak jest problem z TIGiem. Zajarzanie łuku działa trochę lepiej. Zajarza już prawie zawsze ale musze zbliżyć elektrodę tak na mniej niż 1mm. Nie wiem czy tak powinno być.
A dwa że jakość spoiny znacznie się pogorszyła. I nie wiem dlaczego. Łuk się teraz ładnie utrzymuje, ale efekt mam taki:

Czytałem to:
https://www.cnc.info.pl/topics92/proble ... t18136.htm
I mam pytanie czy to co uzyskałem to jest właśnie ten pumex o którym piszą?
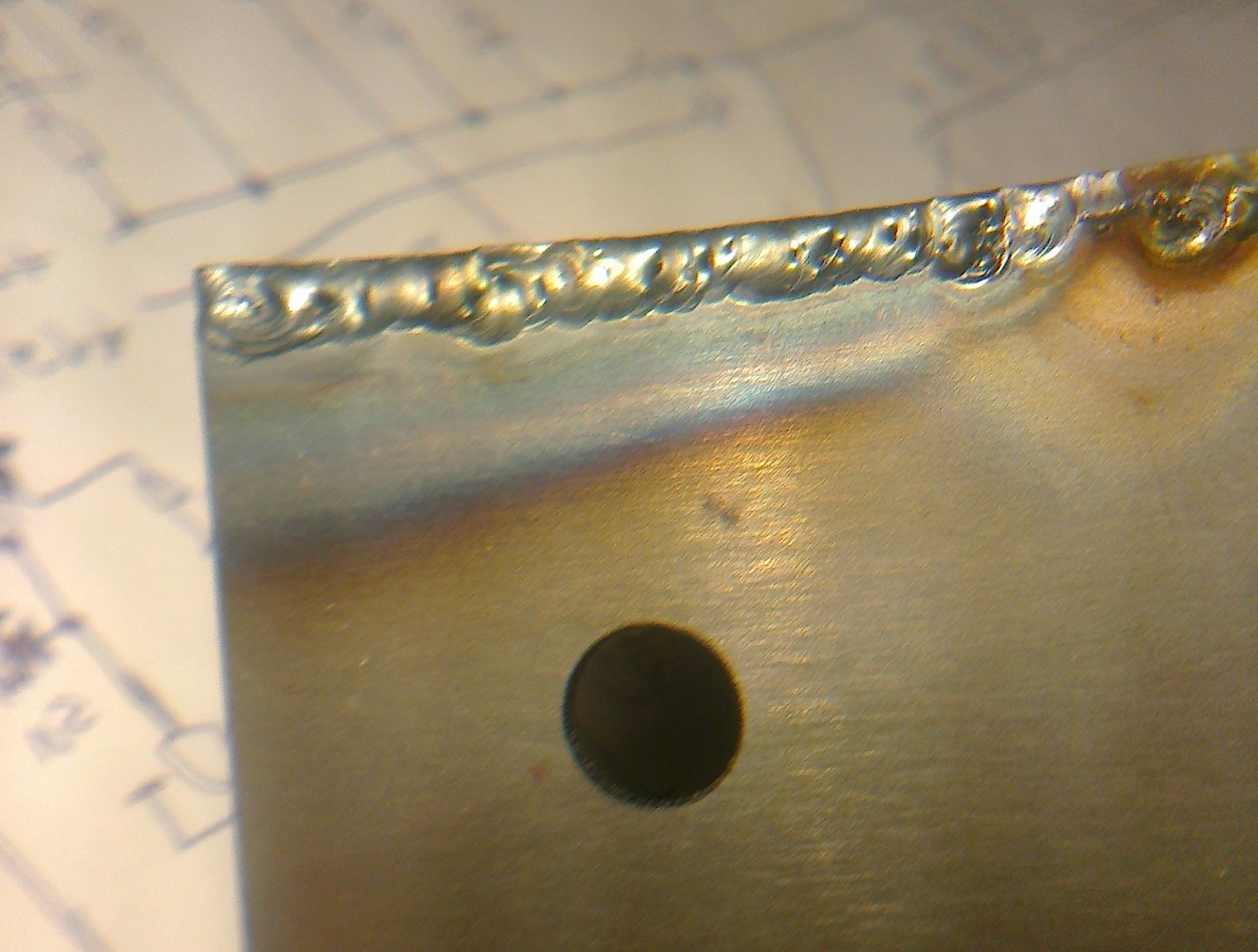
Ale dziwi mnie to. Bo poprzednio mimo problemów z zajarzeniem a później z utrzymaniem łuku, to gdy już się udało to spoina wychodziła taka:
To ten sam element w innym miejscu (a więc materiał i warunki takie same). W dodatku nie był nawet czyszczony przed spawaniem bo wydawało mi się że jest dość czysty. Teraz jak spawanie nie wychodzi to aż zeszlifowałem powierzchnię tego co mam spawać ale niewiele to poprawiło.
Przepływ gazu był 6l/min (zmierzone) ale trochę zwiększyłem ze względu na ten żółty proszek. Czystość niestety nie mam pojęcia ale jeżeli ufać sprzedawcy to pewnie jest 4.8 (było mówione że ma być do TIGa).
Prąd z inwertora na maxa czyli 100A.
Choć wygląda na to że ma problemy z przetopem. Tak jak by prąd był za mały.
Z tej przystawki do MMA chyba było więcej niż wcześniej pisałem, pewnie też tak ze 100A albo i więcej, bo przetapiało bez problemu.
Ma ktoś pomysły co może być nie tak?
Gaz wypływa po wciśnięciu przycisku, ale czekam chwilkę (ze 2 sekundy) zanim zbliżę elektrodę do materiału. Masa oczywiście łączy. Iskrę mam i z masą i bez, bo nawet jak jest masa to łuk się nie zapala a więc iskrę widzę. Polaryzacja iskry nic w sumie nie zmienia.
A odświeżam temat bo zbudowałem sobie spawarkę inwertorową:
http://www.elektroda.pl/rtvforum/topic1158468-720.html
Jak źródło prądu działa świetnie. Np. spawanie MMA wychodzi o wiele ładniej niż zwykłym transformatorem AC. Choć te 100A to trochę mało jak do MMA (na razie mam regulację tylko do 100A). Jednak jest problem z TIGiem. Zajarzanie łuku działa trochę lepiej. Zajarza już prawie zawsze ale musze zbliżyć elektrodę tak na mniej niż 1mm. Nie wiem czy tak powinno być.
A dwa że jakość spoiny znacznie się pogorszyła. I nie wiem dlaczego. Łuk się teraz ładnie utrzymuje, ale efekt mam taki:
Czytałem to:
https://www.cnc.info.pl/topics92/proble ... t18136.htm
I mam pytanie czy to co uzyskałem to jest właśnie ten pumex o którym piszą?
Ale dziwi mnie to. Bo poprzednio mimo problemów z zajarzeniem a później z utrzymaniem łuku, to gdy już się udało to spoina wychodziła taka:
To ten sam element w innym miejscu (a więc materiał i warunki takie same). W dodatku nie był nawet czyszczony przed spawaniem bo wydawało mi się że jest dość czysty. Teraz jak spawanie nie wychodzi to aż zeszlifowałem powierzchnię tego co mam spawać ale niewiele to poprawiło.
Przepływ gazu był 6l/min (zmierzone) ale trochę zwiększyłem ze względu na ten żółty proszek. Czystość niestety nie mam pojęcia ale jeżeli ufać sprzedawcy to pewnie jest 4.8 (było mówione że ma być do TIGa).
Prąd z inwertora na maxa czyli 100A.
Choć wygląda na to że ma problemy z przetopem. Tak jak by prąd był za mały.
Z tej przystawki do MMA chyba było więcej niż wcześniej pisałem, pewnie też tak ze 100A albo i więcej, bo przetapiało bez problemu.
Ma ktoś pomysły co może być nie tak?
-
acetylenek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
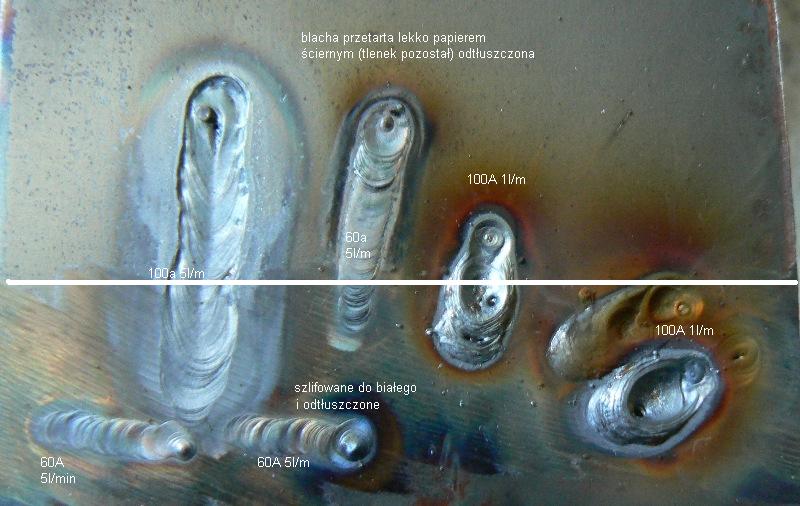
Podjąłem próby zepsucia spawu w sposób przedstawiony przez kolegę. Blacha 3mm.
Jak widać z powyższego zdjęcia nie jest aż tak strasznie przy tlenku na stali (nie da się oczywiście tak spawać bo elektroda ulega prawie natychmiastowemu utlenieniu ale nie daje takich kraterów i brązowego nalotu). Dopiero ustawienie przepływu gazu na absurdalnie niski (kulka na rotametrze ledwie się podniosła - przyjmuje że to 1l/min) daje podobne rezultaty. Elektroda niszczeje natychmiastowo, tępi się i jest czarna, powstają bąbelki, kratery, pojawiają się odpryski i brązowy nalot wokoło spoiny.
Czy spawasz w pomieszczeniu czy na zewnątrz jak na zewnątrz i jest wiatr to może być taki efekt - brak osłony gazu.
Sprawdź czy ten gaz jest ok - argon nawet techniczny jest ok 4.5, 4.6 4.7 itd jest jeszcze lepszy. W żadnym wypadku nie może to być mieszanka z CO2.
Sprawdź całą drogę gazu czy nie zasysa lewego powietrza - czy jest szczelna.
Istotne jest wysunięcie elektrody nie powinno być za duże ok 1-2mm poza płaszczyznę dyszy (przy 5l/min i soczewce - dysza z siateczką - bez wiatru mogę bez żadnych anomalii wysunąć elektrodę na 10mm).
Elektroda po spawaniu powinna być błyszcząca tak jak po naostrzeniu jeśli jest czarna to znaczy że w czasie spawanie/stygnięcia miała kontakt z powietrzem - innym gazem utleniającym np. z mieszanki Ar CO2.
Generalnie do spawania tig materiał ma być oczyszczony do gołego metalu bez żadnych kropek tlenków, lakieru itp - każda kropka może być powodem wady odprysku wtrącenia niemetalicznego, degradacji elektrody. W zasadzie do każdego spawania tak należy przygotować materiał ale tig nie wybacza elektroda z jej oczyszczającym charakterem żużla wybacza więcej zanieczyszczeń.
-
atom1477
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 3767
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Dziękuję za chęci i próby.
Zmierzyłem prąd jaki mi dawała przystawka TIGa do MMA i wyszło że równo 100A. Tyle samo co teraz mi daje inwertor oraz tyle samo co jest w Twoich testach. Więc będę teraz mógł porównać.
Co do wypływu gazu to go mierzyłem "przepływomierzem" i wyszło 6l/min.
A zmierzyłem bo się spodziewałem dokładnie czegoś odwrotnego: za dużego przepływu. Czuć ręką że mocno dmucha. I myślałem że może dlatego mi nie pozwala zajarzył łuku (że niby zdmuchuje).
W sumie dość ciężko mi sobie wyobrazić aby gazu brakowało. Przy takim dmuchaniu raczej dobrze powinien opływać elektrodę. Ale chyba z ciekawości aż zrobię jakieś testy. Na dymie czy na czymś kolorowym (chlorze?). Zasysanie powietrza raczej też chyba nie, ze względu na ciśnienie. Przy rozszczelnieniu raczej by agron uciekał niż zasysał powietrze.
Spawam w pomieszczeniu ale niezamkniętym . Wiatru raczej nie było. Jak się później pojawił to zamknąłem bramę. I w sumie nic się nie zmieniło.
. Wiatru raczej nie było. Jak się później pojawił to zamknąłem bramę. I w sumie nic się nie zmieniło.
Problem spawania jednak częściowo się rozwiązał. Spawanie innego elementu przebiegło zupełnie inaczej.
Pierwsza próba na szybko:
Widać (trochę słabo bo nieostro wyszło) małe otworki co jakiś czas. Czyli śladowy pumeks jeszcze jest.
Druga próba i trochę wyższe prowadzenie elektrody:

No i tutaj prawie to samo co na tym poprzednim elemencie ze stali czarnej. Czyli pumeks i żółty proszek.
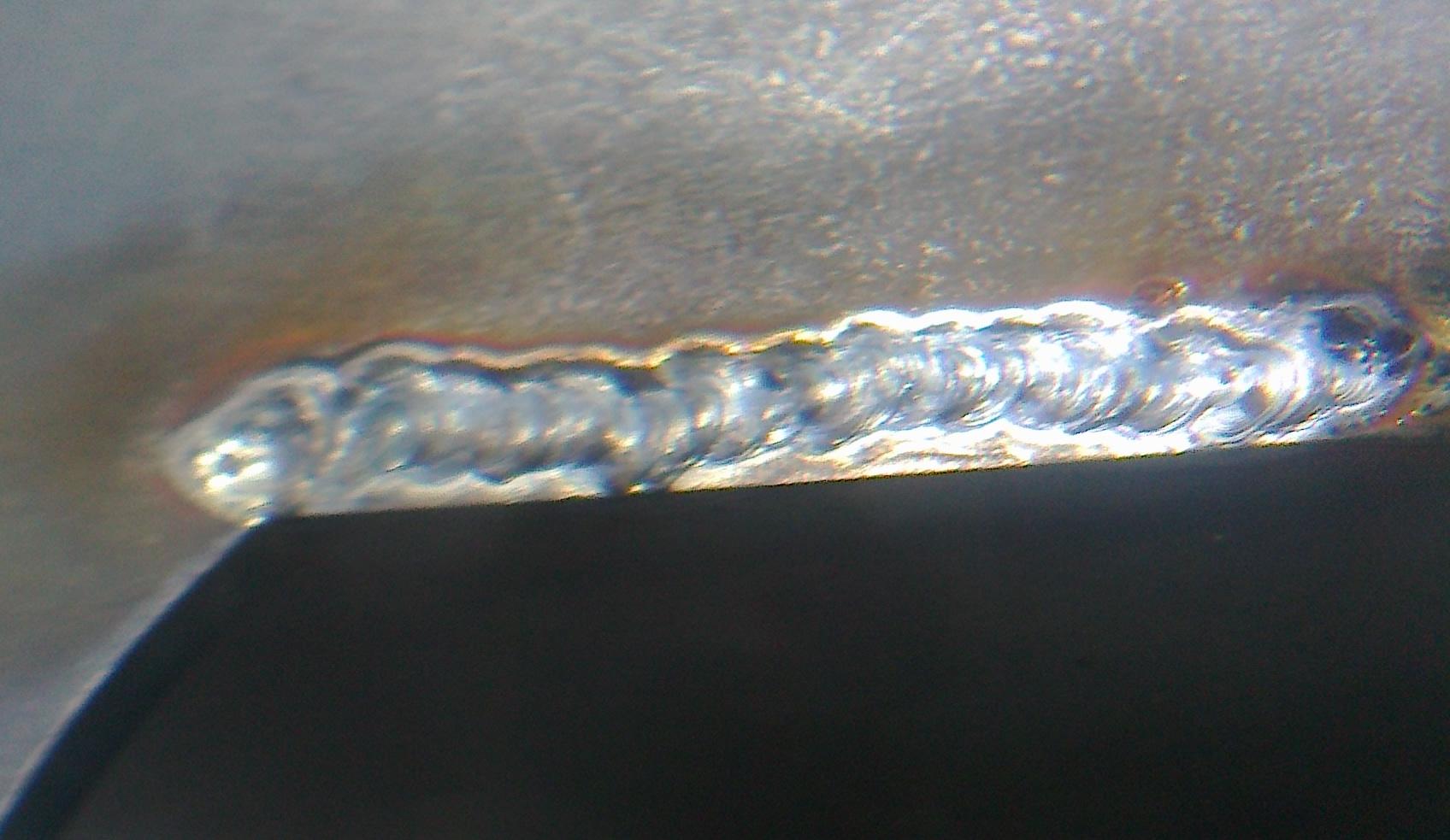
I trzecia próba. Tym razem się postarałem i prowadziłem elektrodę możliwie blisko materiału (to jeden spaw, daje na dwóch zdjęciach bo się cały w polu widzenia aparatu nie mieścił):


No i pełen luxus (przynajmniej jak dla mnie)
Ale w tym momencie zgłupiałem. Czyżbym nie wiedział co spawam?
Niby wszystko miało być ze stali konstrukcyjnej (zlecenie cięcia laserowego) ale chyba te ostatnie elementy nie są. Czyżby to była kwasówka?
Poprzednia blacha jest czarna, a ta się błyszczy.
Poprzedni element jest wyraźnie czarny i matowy. Wpierw myślałem że to tylko ten taki preparat co zabezpiecza stal przed korozją.
Ale podczas czyszczenia kątówką okazało się że coś się jeszcze odwarstwia.
Teraz zmierzyłem czy to przewodzi prąd, no i nie przewodzi.
Kurde, czyżby to była najzwyklejsza zgorzelina po walcowaniu?
A ja głupi tego nie usuwałem i spawałem po tym.
Niestety próby spawania po zeszlifowaniu tej warstwy praktycznie nic nie zmieniają.
Dodatkowo jak za długo przytrzymam łuk w jednym miejscu to czasami dochodzi do iskrzenia.
Czyżby to było zanieczyszczenie stopu cynkiem?
Zrobiłem też próby spawana zwykłego profilu i tez wychodzi ładnie.
Póki co więc wszystko wskazuje na jakiś kiepski materiał.
Dziwne tylko że poprzednim razem (transformatorem z prostownikiem + ten nieszczęsny joniazator) spaw (ale tylko jeden z trzech) wyszedł ładny.
Elektroda niestety robi mi się czarna. Nawet jak spawałem ten ostatni trzeci długi spaw co wyszedł najładniej.
Jak mogę sprawdzić gaz? Bo chyba nie chodzi o przeczytanie tego co pisze na butli? (nic nie pisze)
Na obecność CO2 mam pomysł z wodą wapienną.
Zmierzyłem prąd jaki mi dawała przystawka TIGa do MMA i wyszło że równo 100A. Tyle samo co teraz mi daje inwertor oraz tyle samo co jest w Twoich testach. Więc będę teraz mógł porównać.
Co do wypływu gazu to go mierzyłem "przepływomierzem" i wyszło 6l/min.
A zmierzyłem bo się spodziewałem dokładnie czegoś odwrotnego: za dużego przepływu. Czuć ręką że mocno dmucha. I myślałem że może dlatego mi nie pozwala zajarzył łuku (że niby zdmuchuje).
W sumie dość ciężko mi sobie wyobrazić aby gazu brakowało. Przy takim dmuchaniu raczej dobrze powinien opływać elektrodę. Ale chyba z ciekawości aż zrobię jakieś testy. Na dymie czy na czymś kolorowym (chlorze?). Zasysanie powietrza raczej też chyba nie, ze względu na ciśnienie. Przy rozszczelnieniu raczej by agron uciekał niż zasysał powietrze.
Spawam w pomieszczeniu ale niezamkniętym
Problem spawania jednak częściowo się rozwiązał. Spawanie innego elementu przebiegło zupełnie inaczej.
Pierwsza próba na szybko:
Widać (trochę słabo bo nieostro wyszło) małe otworki co jakiś czas. Czyli śladowy pumeks jeszcze jest.
Druga próba i trochę wyższe prowadzenie elektrody:
No i tutaj prawie to samo co na tym poprzednim elemencie ze stali czarnej. Czyli pumeks i żółty proszek.
I trzecia próba. Tym razem się postarałem i prowadziłem elektrodę możliwie blisko materiału (to jeden spaw, daje na dwóch zdjęciach bo się cały w polu widzenia aparatu nie mieścił):
No i pełen luxus (przynajmniej jak dla mnie)
Ale w tym momencie zgłupiałem. Czyżbym nie wiedział co spawam?
Niby wszystko miało być ze stali konstrukcyjnej (zlecenie cięcia laserowego) ale chyba te ostatnie elementy nie są. Czyżby to była kwasówka?
Poprzednia blacha jest czarna, a ta się błyszczy.
Poprzedni element jest wyraźnie czarny i matowy. Wpierw myślałem że to tylko ten taki preparat co zabezpiecza stal przed korozją.
Ale podczas czyszczenia kątówką okazało się że coś się jeszcze odwarstwia.
Teraz zmierzyłem czy to przewodzi prąd, no i nie przewodzi.
Kurde, czyżby to była najzwyklejsza zgorzelina po walcowaniu?
A ja głupi tego nie usuwałem i spawałem po tym.
Niestety próby spawania po zeszlifowaniu tej warstwy praktycznie nic nie zmieniają.
Dodatkowo jak za długo przytrzymam łuk w jednym miejscu to czasami dochodzi do iskrzenia.
Czyżby to było zanieczyszczenie stopu cynkiem?
Zrobiłem też próby spawana zwykłego profilu i tez wychodzi ładnie.
Póki co więc wszystko wskazuje na jakiś kiepski materiał.
Dziwne tylko że poprzednim razem (transformatorem z prostownikiem + ten nieszczęsny joniazator) spaw (ale tylko jeden z trzech) wyszedł ładny.
Elektroda niestety robi mi się czarna. Nawet jak spawałem ten ostatni trzeci długi spaw co wyszedł najładniej.
Jak mogę sprawdzić gaz? Bo chyba nie chodzi o przeczytanie tego co pisze na butli? (nic nie pisze)
Na obecność CO2 mam pomysł z wodą wapienną.
-
acetylenek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
Oczyść porządnie materiał.
Jak nie ma zendry - to coś łuszczące się czarne i twarde na powierzchni po walcowaniu gorącym.
Przemyj czystą szmatką za pomocą acetonu i spróbuj spawać. Może zacznij od powierzchni blachy nie od spoiny narożnej - więcej potencjalnych problemów.
Po spawaniu też gaz powinien lecieć i to zależnie od prądu ok 5, 10, 15 sekund.
Jak skończysz spawanie i będziesz trzymać palnik w miejscu aż gaz przestanie płynąć to powinno ci się zrobić błyszczące kółeczko - materiał się nie utleni. Może ono zniknąć szybko jeśli blacha jest jeszcze gorąca.
Jak nie ma zendry - to coś łuszczące się czarne i twarde na powierzchni po walcowaniu gorącym.
Przemyj czystą szmatką za pomocą acetonu i spróbuj spawać. Może zacznij od powierzchni blachy nie od spoiny narożnej - więcej potencjalnych problemów.
Po spawaniu też gaz powinien lecieć i to zależnie od prądu ok 5, 10, 15 sekund.
Jak skończysz spawanie i będziesz trzymać palnik w miejscu aż gaz przestanie płynąć to powinno ci się zrobić błyszczące kółeczko - materiał się nie utleni. Może ono zniknąć szybko jeśli blacha jest jeszcze gorąca.
-
acetylenek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
Czyli jak blacha jest czysta -błyszcząca- bez zendry to przemyj acetonem bez szlifowania jak jest zardzewiała lub po walcowaniu gorącym czarna na powierzchni to szlifuj do błyszczącego metalu i przemyj acetonem. Chodzi o odtłuszczenie więc szmata powinna być czysta, można też papierem toaletowym.
Ocynkowaną można trawić np. kwasem solnym lub szlifować generalnie nie spawa się ocynkowanych blach bez usunięcia warstwy cynku - bardzo szkodliwe pyły, dymy.
Ocynkowaną można trawić np. kwasem solnym lub szlifować generalnie nie spawa się ocynkowanych blach bez usunięcia warstwy cynku - bardzo szkodliwe pyły, dymy.
-
acetylenek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
Ja mam naklejkę na butli i tam jest napisane co jest w środku.
Jak ty nic nie masz to możesz zgadywać. Tak na pierwszy rzut mojego oka to raczej gaz jest ok. nigdy nie próbowałem spawać tigiem z mieszanką bo i po co. Myślę że te kilka spoin które nie zawierają bąbli świadczą o tym że to argon.
Masz małą czy dużą butle. Jak małą to i jest to argon to będzie to czystość techniczna bo lepszego w małych nie sprzedają. Techniczny jest ok do stali do aluminium powinien być 4.5 = 99.995% Ar
Z wodą wapienną można próbować nie jest to ani droga ani skomplikowana próba.
Wapno (palone lub hydratyzowane) do wody zamieszać poczekać aż osiądzie klarowną ciecz zlać do słoiczka i przepuścić gaz z butli. Jak nie da zmętnienia możesz przepuścić wydychane powietrze zmętnienie potwierdzi skuteczność wykrywania CO2 brak zmętnienia że nie była to woda wapienna.
Jak ty nic nie masz to możesz zgadywać. Tak na pierwszy rzut mojego oka to raczej gaz jest ok. nigdy nie próbowałem spawać tigiem z mieszanką bo i po co. Myślę że te kilka spoin które nie zawierają bąbli świadczą o tym że to argon.
Masz małą czy dużą butle. Jak małą to i jest to argon to będzie to czystość techniczna bo lepszego w małych nie sprzedają. Techniczny jest ok do stali do aluminium powinien być 4.5 = 99.995% Ar
Z wodą wapienną można próbować nie jest to ani droga ani skomplikowana próba.
Wapno (palone lub hydratyzowane) do wody zamieszać poczekać aż osiądzie klarowną ciecz zlać do słoiczka i przepuścić gaz z butli. Jak nie da zmętnienia możesz przepuścić wydychane powietrze zmętnienie potwierdzi skuteczność wykrywania CO2 brak zmętnienia że nie była to woda wapienna.






