Leoo pisze:Jedną z przyczyn problemów zwilżania drobnego wypełniacza jest samo powietrze. Ciekawe co stało by się, gdyby je odpompować?
Leoo,
taka dokladnie jest idea jesli chodzi o "kompozyty" generalnie. Powietrze zawsze jest usuwane a nieraz calosc wraz z mieszaniem odbywa sie w pompie prozniowej. Tylko te inne kompozyty generalnie rzadko kiedy schodza ponizej 50% epoxy wiec calosc jest wystarczajaco plynna ze proces jest latwy i przyjemny.
Ten konkretny "kompozyt" to tylko 15-20% epoxy objetosciowo i nie tylko nie jest plynny ale wrecz przypomina wilgotny piasek. Mieszanie pod cisnieniem albo nawet odpowietrzanie po fakcie stawia wiekszosc domowych uzytkownikow poza granica uzywalnosci. Powazny sprzet prozniowy jest drogi a nawet jak ktos go ma to byloby to bardzo niewygodne. Zauwaz ze klej ma swoj czas pracy i musisz regularnie czyscic narzedzia, przy okazji wszystkich innych czynnosci. Gdybys jeszcze mial uzywac i co 30min czyscic pompe prozniowa to potrzebujesz 3 ludzi do 70kg odlewu.
ALE.. Jak najbardziej oczywiscie polecam uzycie pompy jak ktos ma czy lubi- efekt bedzie pozytywny i warto. Dla mnie zaprzeczalo to oryginalnym zalozeniom prostoty, to wszystko.
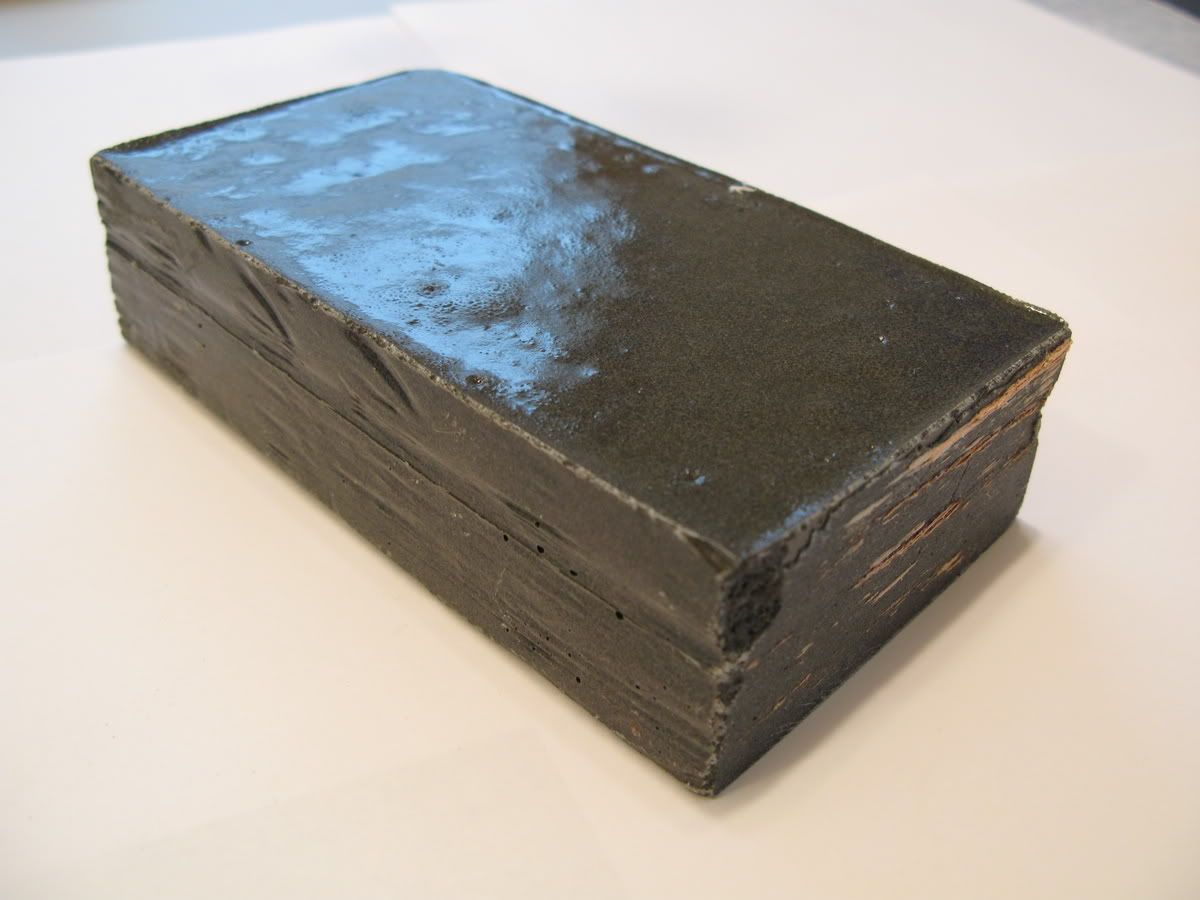
Testy probek wykazaly ze slabo wibrowany egzemplarz, bez uzycia substancji odprowadzajacej powietrze typu A525 - posiada 7% zawartosci powietrza. Czyli godzinne wibrowanie calej masy plus A525 zmniejsza numer co najmniej o polowe. Tym samym moje odlewy maja 3-4% powietrza, dla mnie bomba.
ARGUS pisze:Wcześniej ktoś napisał o mieszadle śrubowym do betonu
czy to jest cos podobnego do mieszadła śrubowego gastronomicznego ?
Pisałem ,ale nie mam pojęcia jak to wygląda
W książce Lecha Czarneckiego " Betony żywiczne " jest tylko foto takiej maszynki ( na którym konstrukcji nie widać ) i schematyczny rysunek :
Mieszanie jednostopniowe w mieszalniku ślimakowym z automatycznym dozowaniem
gdzie:
Ż - żywica
U - utwardzacz
M - mikrowypełniacz
KD - kruszywo drobne
KG - kruszywo grube
Autor napisał również m in : Mieszanie spoiwa z kruszywem można przeprowadzić w zwykłych betoniarkach przeciwbieżnych, np BP-35 lub BMK-500. Nie nadają się natomiast do tego celu betoniarki wolnospadowe , które można stosować jedynie do mieszania samego kruszywa. Dobre efekty daje zastosowanie , specjalnie przystosowanej do betonów żywicznych przeciwbieżnej mieszarki miskowej produkcji ITB. We Francji stosuje się w tym celu mieszadła śrubowe z zagarniaczem.
forme mozesz wypelniac nawet do 24 godzin. Po tym czasie epoxy nie wiaze juz chemicznie tylko mechanicznie wiec nie bedzie to spojna masa. Oczywiscie przy powaznych kosztownych odlewach trzeba to sobie dobrze zaplanowac, czas, temperatury, itp. Przy zwyklych odlewach jak u Niemcow nie jest to tak istotne- mieszasz, wlewasz, wibrujesz i idziesz ogladac tv.
Czas wiazania- u mnie zaczyna chwytac juz po 30 minutach. Wlewam po 5 kg do formy i wibrator chodzi caly czas. Zanim dojde do polowy formy dol zaczyna sie rozgrzewac, zmiejsza lepkosc i jeszcze lepiej wypelnia wszystkie zakamarki. Kolejne warstwy korzystaja z podwyzszonej temperatury i same zaczynaja lepiej pracowac- moja epoxy wymaga 27 stopni C minimum- wiec jest to OK. Inaczej przez miesiac by nie zastyglo. Calosc nieraz trwa 4 godziny, dzisiaj zalatwilem jeden maly odlew w 3 godz (zdjecie metalowych czesci znajdziesz u Ernesta).
W zaleznosci od epoxy mozna jeszcze po fakcie wstawic odlew pod lampy na kilka godzin. Podwyzszona temperatura utwardza powierzchnie i wplywa pozytywnie na wlasciwosci mechaniczne odlewu. Wszystko w zaleznosci od zastosowanej zywicy- trzeba czytac instrukcje obslugi od producenta.
A525 to preparat chemiczny pomagajacy w odprowadzaniu powietrza. Dodaje sie go do zywicy przed utwardzaczem. Normalnie zywica po wymieszaniu z utwardzaczem ma w sobie mnostwo powietrza. Po dodaniu tego skladnika powietrze zupelnie znika. Powietrze ktore powstaje przy miaszaniu piasku w wiekszosci skupia sie w duze balony i jest wypychane do gory podczas wibrowania. Mozesz w ten sposob wyeliminowac polowe powietrza z odlewu, nie wszystko oczywiscie. Obliczam ze zostaje jakies 3-4%.
Mieszanie jak wspomnial ALZ to najtrudniejsza czesc. Bez mechanicznego miksera pewnie nie dalbym rady w pojedynke. Wiele rzeczy mozna tutaj uzyc, mnie osobiscie potrzebne bylo cos co samo zrobi cala robote, bez mojego udzialu. Mam z Ebay taki stary duzy kuchenny mikser, podobny do tego:
Mieszadlo jest w ksztalcie pojemnika i zbiera ze sciane krecac sie dookola. Jest caly metalowy i ma metalowe przekladnie wiec daje sobie rade. Do wiekszych odlewow pewnie szukalbym starego rozpadajacego sie miksera do pizzy.
Zbych07,
Informacje z ksiazki sa bardzo dobre, mysle ze wiele mozna sie nauczyc. Jesli chodzi o sprzet to jest tylko kwestia budzetu. Te mieszadla z allegro tez wygladaja OK, wystarczy zrobic obudowe. Generalnie jest tutaj tylko kwestia mycia natrzedzi podczas pracy- gdy mikser jest skomplikowany to zajmuje to zbyt dlugo i odwraca ci niepotrzebnie uwage.
Zawodowcy uzywaja samo myjace sie maszyny ktore dozuja i odpowietrzaja material oraz zywice:
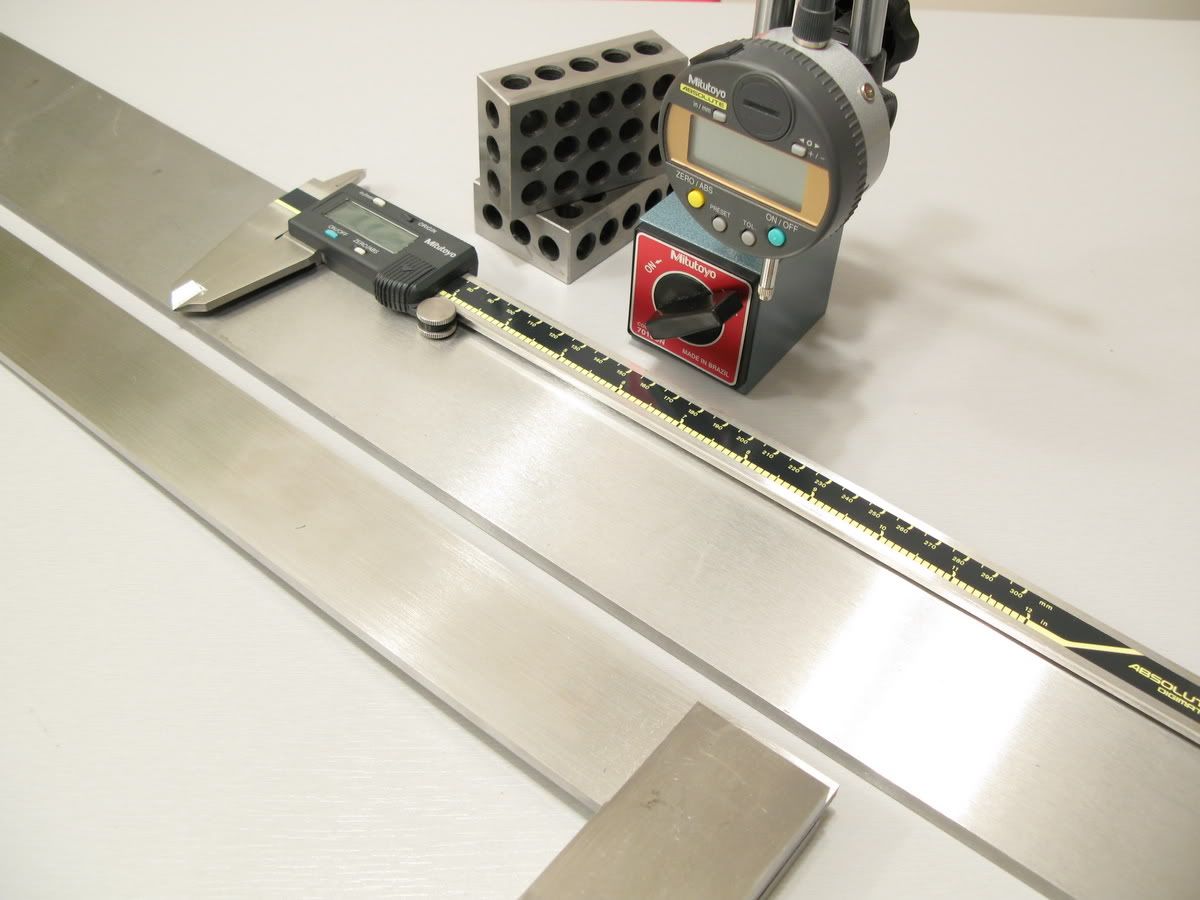
Udalo mi sie w koncu odwrocic i sfotografowac reszte maszyny. Mniej wiecej widze juz o co tutaj chodzi wiec czas skonczyc rysowanie i wziac sie w koncu do roboty!
Cala konstrukcja bazuje na tej belce i sztywnych podporach spietych na dole. To praktycznie jest calosc maszyny i jesli tam cos pojdzie nie tak to caly projekt jedzie na wysypisko smieci. Stol i jego podpory sa tu tylko dodatkiem. Maja swoja role oczywiscie ale nie ma sie co oszukiwac: bez sztywnego portalu ta maszyna praktycznie nie istnieje.
Material ma nietypowy stosunek sztywnosci (2000-4000psi) do odpornosci na sciskanie (>16000psi), dlatego w miare mozliwosci nalezy go poddawac bardziej sciskaniu niz zginaniu. Belka osi Y powinna byc sztywna bo bedzie praktycznie pusta w srodku- bazuje ona na aluminum do ktorego beda zamocowane lozyska, sruba, itp.
Os Z zostala wstepnie obliczona na 50kg.
Os X- mam 4 szyny o dlugosci 1.22m, ktore sa fabrycznie przygotowane do laczenia:
Jest mozliwosc zrobienia 2.5m stolu, ale mam watpliwosci co do sztywnosci takiego rozwiazania wiec chyba zrobie z polowek. Decyzja jeszcze nie zostala podjeta.
Jesli chodzi o narzedzia to bardzo skromnie, najbardziej podstawowe reczne narzedzia typu mlotek, srubokrety, itp. Aluminum jest ciete w sklepie wiec jedyne wieksze narzedzie ktorego bede potrzebowal to mini wiertarka stolowa za $38 z chinskiego sklepu.
...ktorej to kolumna od razu zostala wypelniona wiadomo czym:
Nie obyloby sie oczywiscie bez kilku precyzyjnych narzedzi. Zostaly one ujete w budzecie jeszcze przed rozpoczeciem projektu.
To jeszcze nie wszystko co bedzie nam potrzebne ale o tym kiedy indziej.
Z grubsza mamy wiec plan nakreslony, mozemy zajac sie piaskiem i lopata.
Wstep do tego co sie tu pojawi za tydzien:
Doswiadczen bylo wiele, rowniez tych nie udanych. Wszystkie zostana tutaj opisane, byc moze juz za tydzien.
Mialem to zrobic dzisiaj ale robilem odlew nie zwiazany z moja maszyna i musze mu poswiecic troche uwagi. Zalana zostala podstawa do mini frezarki o ktorej pisalem u Ernesta.
walter~ uważam ,że zastosowana przez Ciebie mieszarka w tej konkretnej sytuacji jest optymalna. Szczególnie podoba mi się patent z zastosowaniem rotacyjnie trzech misek, oraz wcześniejsze porcjowanie składników. Jeśli ktoś trafi taką maszynę na wyprzedaży to jest to bardzo dobry wybór . Nowe raczej tanie nie są .
Co do czyszczenia i mycia to pozwolę sobie ponownie na mały cytat z wymienionej książki : Niedogodnością technologiczną jest również ( oprócz mieszania - dopisek własny ) jest konieczność natychmiastowego czyszczenia mieszarki po wykonaniu każdego zarobu mieszanki betonowej. Czyszczenie przeprowadza się przez mieszanie w bębnie kolejno: suchego piasku , piasku z dodatkiem rozpuszczalnika i znowu suchego piasku. Podobnie , ze względu na dużą przyczepność spoiwa żywicznego jest wymagane natychmiastowe stosowanych narzędzi i urządzeń. Do czyszczenia używa się rozpuszczalników , np " Tri ", " Nitro " , chlorek metylenu. ( czy jak to podaje pukury ... dykty .. bo czystego żal . Ze swojej strony tylko dodam ,żeby nie zapominać o BHP i Ppoż ( dobra wentylacja i bez peta w zębach - bo się wyczyści prze opalenie ).
[ Dodano: 2007-10-02, 05:27 ]
I jeszcze jedno . Używajcie do mieszania raczej metalowych akcesorii . Mieszanie ( tarcie ) w kontakcie z wieloma popularnymi tworzywami sztucznymi to elektryczność statyczna. Elektryczność statyczna i parujące rozpuszczalniki ( czy benzyna ) może skończyć się opalaniem i to z wybuchową szybkością nawet bez papierosa.
Wydaje mi się że dla jednego odlewu albo dwóch można się pokusić o zrobienie
prostego mieszalnika ślimakowego
Jeśli takie urządzonko najlepiej rozmiesza wszystkie frakcje wypełniacza
to wystarczy stara beczka po oleju dwa łożyska , trochę blachy i stalowy wałek
i mieszalnik jednorazowy ----gotowy
Przy odlewie podstawy o wadze około 130 kg to mieszanie w "mikserze" albo ręcznie jest lekko masochistycznym przedsięwzięciem
Zbych07, Argus- dzieki za informacje, szczegolnie te o rozpuszczalniku!
Ok, koniec zartow, bierzemy sie do budowy maszyny CNC. Na poczatek wycieczka na wydmy po piasek!
Po wielogodzinnych dyskusjach zostalo ustalone ze najodpowiedniejszym materialem bedzie piasek kwarcowy- jeden z najczesciej spotykanych materialow na kuli ziemskiej. Kwarc ma numer 7 na skali Mohsa i jest skladnikiem wielu komercyjnych odlewow mineralnych. Dobry granit to w 60% kwarc - skoro jest on uzywany do budowy korpusow maszyn to i nam nie powinien zaszkodzic.
Zostalo takze ustalone ze klucz do tlumienia wibracji to ziarnista budowa granitu. Aby ja odwzorowac nalezalo uzyc kilku roznych rozmiarow ziaren, jak najciasniej spakowanych.
W POSZUKIWANIU PIASKU
Mieszkanie w duzym miescie ma to do siebie ze praktycznie wszystko jest pod reka. Na przyklad lozyska liniowe THK- glowna siedziba firmy i najwiekszy magazyn jest 35 minut od mojego domu! Sruby NSK? krajowa centrala 180 min od domu. Producent wrzecion? Najdalej 2 godziny drogi! Gdy przyszlo do kupna piasku oczekiwalem wiec ze glowna siedzibe piasku rowniez bede mial na miejscu!!
I wcale sie nie pomylilem... Najwiekszy krajowy producent i dystrybutor piasku byl dokladnie 90 min ode mnie.
Szybki telefon do firmy wyjasnil kilka rzeczy; na przyklad takich ze do producenta dzwoni sie jak ktos potrzebuje ciezarowke piasku, a nie worek!! (podobny byl rezultat gdy kontaktowalismy sie z najwiekszym kanadyjskim dostawca granitu; niesamowity wybor po smiesznie niskiej cenie- minimalny zakup to 1 wagon kolejowy)
Ok, powrot do centrali piasku.. Udalo mi sie takze polaczyc z dzialem techniczym oraz odbyc fascynujaca rozmowe z technikiem piasku. Dowiedzialem sie co nieco o rozmiarach i rodzajach, skladzie, itp. Okazalo sie ze jednym z najczystszych zrodel kwarcu sa sklepy filtracyjne, piasek i zwir kwarcowy o skladzie 99.95% SIO2 jest powszechnie uzywany w urzadzeniach i instalacjach filtracyjnych. Na przyklad tych w ogrodowych basenach naziemnych- sprzedawanych w sklepie na rogu sasiedniej ulicy!
Po okolo godzinie mialem juz 25kg worek czystego kwarcu o rozmiarze 400-700 mikronow- w calkiem przyzwoitej cenie $5.99!
Dwa kolejne worki przywiozlem z duzej firmy chemicznej- oba raczej przypadkowe- jeden to mikrokrysztaly kwarcu w wielkosci 40 mikronow majace sluzyc jako drobny wypelniacz; drugi to mikrosfery, poprawiajace plynnosc. Cytat:
"Mikrosfery są produktem powstającym w elektrowniach opalanych węglem kamiennym. Jest to lekka frakcja glinokrzemianów, zawarta w popiołach lotnych i żużlach paleniskowych, składająca się z kulistych ziaren wypełnionych gazami (azot, dwutlenek węgla).
Mikrosfery mają szerokie zastosowanie ze względu na swoje cechy użytkowe tj.: niską gęstość pozorną, odporność na wysokie temperatury, inertność biologiczną, dobrą izolację akustyczną i termiczną, doskonałą spiekalność, dobrą przyczepność do różnych spoiw np. zaczynu cementowego, polimerów syntetycznych. Z uwagi na specyficzne własności mikrosfery znalazły szerokie zastosowanie w wielu technologiach. Mogą być wykorzystane między innymi:
* w ceramice,
* w produkcji materiałów ogniotrwałych, m.in. dla odlewnictwa,
* do wytwarzania akustycznych i termicznych materiałów izolacyjnych,
* do izolacji w niskich temperaturach ( w technice kriogenicznej),
* jako wypełniacz farb i lakierów,
* do wytwarzania mas szpachlowych polimerowych,
* do produkcji specjalnych materiałów dla elektroniki i elektroenergetyki."
Koniec cytatu..
Mikrosfery maja to do siebie ze sa idealnie okragle i puste w srodku, maja tez duza odpornosc na zgniatanie- okolo 60.000 psi. Moje mialy tylko 200 mikronow, mimo to w rece plywaly jak morze stalowych kulek od lozysk! Pomysl wzial sie od kolegi pracujacego z epoxy i uzywajacego mikrosfer do poprawiania plynnosci.
Oto dwa przykladowe rodzaje: od 200 mikronow w dol- uzyty w pierwszych dowswiadczeniach- oraz od 20 mikronow w dol- dodany tuz przed rozpoczeciem odlewow do mojej maszyny. Pierwszy z odewow widac na stronie #1 tego tematu.
Trzeci wypelniacz, kwarc o wielkosci 40 mikronow, mial bialy kolor i wygladal jak zwykla maka. Zwany mikrokrysztalami ze wzgledu na wielkosc ziaren ktorych nie mozna odroznic golym okiem.
Wszystkie 3 skladniki byly dobrane zupelnie przypadkowo- koledzy dopiero rozpoczynali temat wielkosci ziaren i matematyka nie byla zbyt dobrze rozumiana.
PIERWSZE PROBY, PIERWSZY SUKCES
W czasie gdy koledzy rozgrzewali sie do tematu, ja postanowilem zrobic kilka probek. Mieszalem skladniki na oko i doszedlem mniej wiecej do skladu ktory pozwala na maksymalne ubicie ziaren.
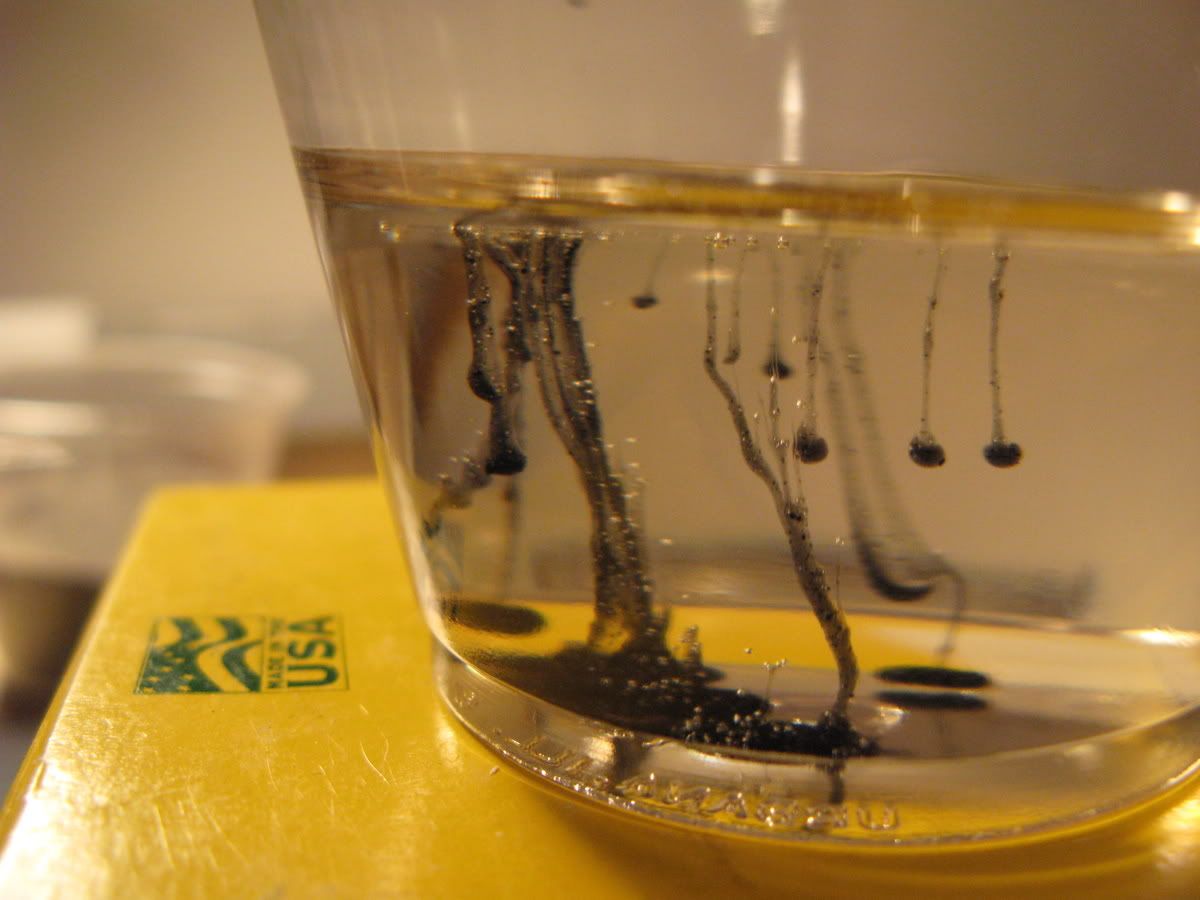
Jako epoxy zostal uzyty pierwszy z brzegu (czysty) material ktory mozna bylo kupic wysylkowo- Bisphenol A epoxy z aminowym utwardzaczem o czasie pracy 30min i lepkosci 600cP (na zdjeciu widac takze slady pigmentu, w tym samym czasie odbywaly sie pierwsze proby z kolorem). Przy wyborze expoxy liczy sie jak najmniejsza zawartosc dodatkow i rozcienczaczy- uzywane sa one do obnizenia ceny zywicy i oslabiaja strukture chemiczna. Mozna je poznac po paskudnym zapachu oraz ostrzezeniach na opakowaniu. Gdy zywica jest wysylana poczta i posiada ostrzezenia hazmat to znaczy ze byla rozcienczana poaskudztwami i nie nadaje sie do odlewow. Bardzo istotna jest rowniez niska lepkosc zywicy- idealnie ponizej 600cP. Tutaj mozna zobaczyc video pokazujace rodzaj uzytej epoxy:
Do wibrowania mikstury posluzyl przerobiony mikser do farby:
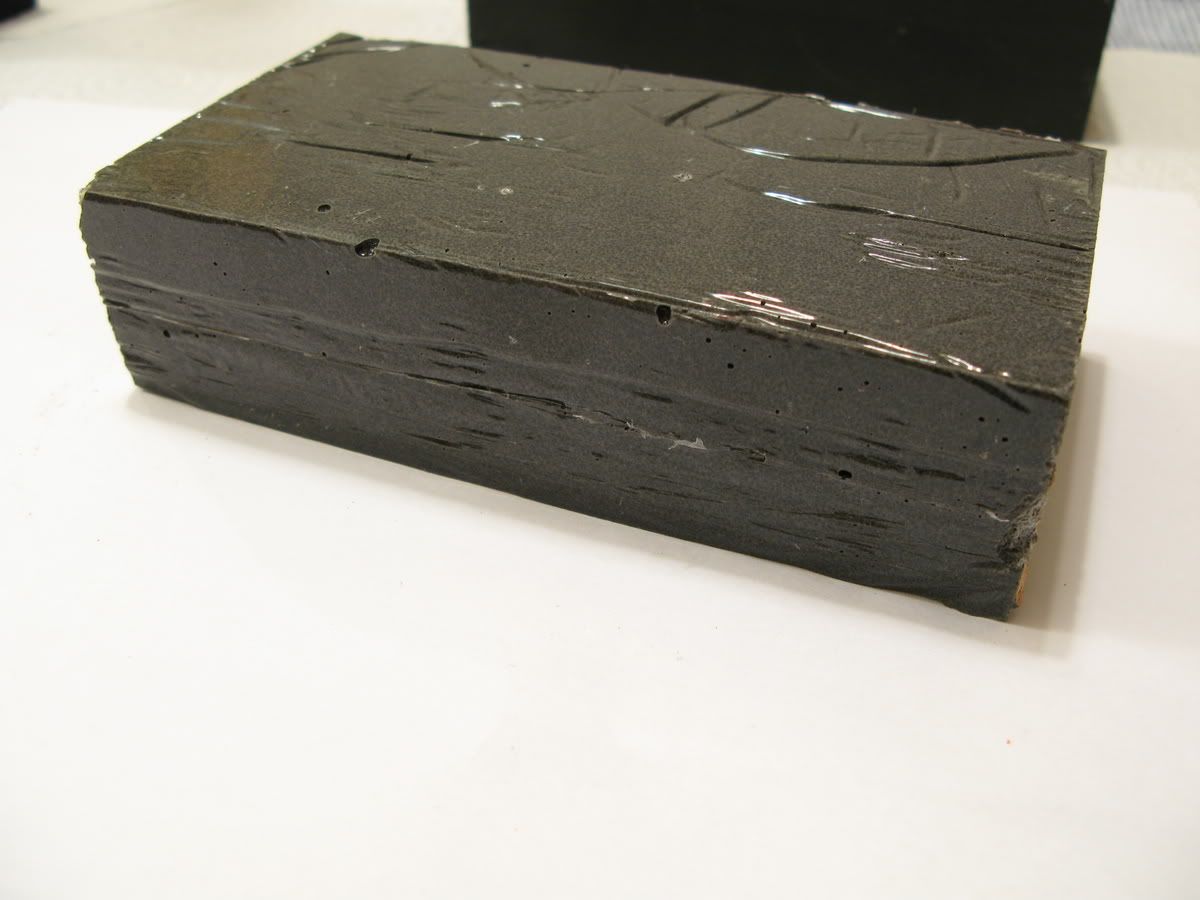
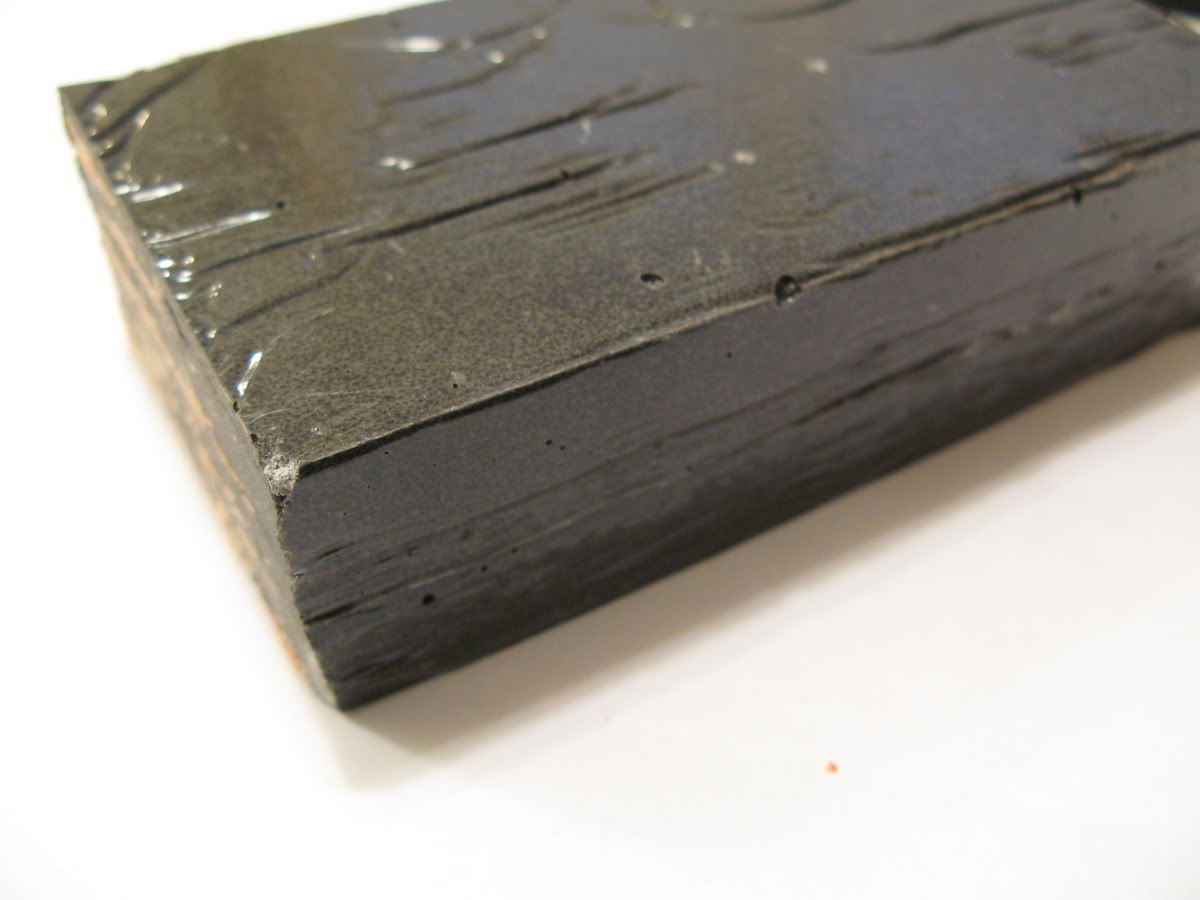
Powyzszy sklad wyprodukowal jeden z najbardziej udanych sampli w mojej kolekcji!
Zlozylo sie na to kilka czynnikow, ktore poznalem duzo pozniej: duzy kwarc mial prawie okragly ksztalt, ktory jak sie okazalo promuje lepsze osiadanie materialu; mikrosfery oraz drobny kwarc wypelnily zas idealnie przestrzen pomiedzy duzymi ziarnami, co rowniez bylo niezmiernie istotne.
Byl to rowniez czas gdy za rada kolegi podgrzewalem epoxy aby zmniejszyc lepkosc- skutek uboczny byl taki ze powietrze bardzo szybko uciekalo z podgrzanego miksu, a brak powietrza to bardziej zbity i sztywny material!
Wibracje na mieszarce do farby zrobily reszte- powstala jedna z najtwardszych probek w mojej kolekcji. Calkiem bliska materialu ktory zostal uzyty w odlewie na pierwszej stronie tematu! Podczas prob z prawdziwym granitem okazala sie wielokrotnie sztywniejsza niz typowy material na blaty kuchenne. W porownaniu z ta probka, prawdziwy granit kruszyl sie jak przyslowiowe ciasto.
GRANITOWE LUSTRO
Przygladalismy sie rowniez wyczynom jednego z instytutow naukowych, pracujacego nad dokowaniem satelitow i testujacego swoje wynalazki na powierzchni wylanej z epoxy. Zwykle uzywali oni prawdziwego graniu- tym razem potrzebowali wiekszego rozmiaru i lepszej dokladnosci- odpowiedzia byla wlasnie plyta z epoxy.
Drugi ciekawy artykul pokazywal astronomiczne lustra wykonane z epoxy- idealnie czarne i bardziej precyzyjne on kwarcowych! Stad wlasnie wziela sie idea uzycia grawitacji oraz epoxy do wykonania idealnie plaskiej powierzchni pod lozyska liniowe.
Powierzchnia ta nie posiada oczywiscie odpowiedniej twardosci. Jest natomiast idealnie prosta- do okolo 0.08mm na 4 metrach- i daje amatorom dostep do precyzji normalnie nie osiagalnej domowymi metodami.
Mozna na tak przygotowaniej powierzchni przymocowac precyzyjne listwy stalowe, nawiercone pod lozyska liniowe typu THK. Mozliwosci jest wiele- tylko wyobraznia jest limitem!
kiedys pracowalem w firmnie gdzie robiono podstawy/bazy do laserow do przemyslu odziezowego. bazy byly spawane z metalu a na bokach mialy przyspawane metalowe rynienki ze srubami. owe rynienki byly wypelniane epoxy w celu zamontowania lozysk liniowych. niestety nigdy nie widzialem procesu mocowania lozysk i nie wiem czy lozyska byly zalewane czy uzyskiwali wlasnie lustro aby je zamocowac.




")


")
")