Dzięki za dobre słowa Panowie.
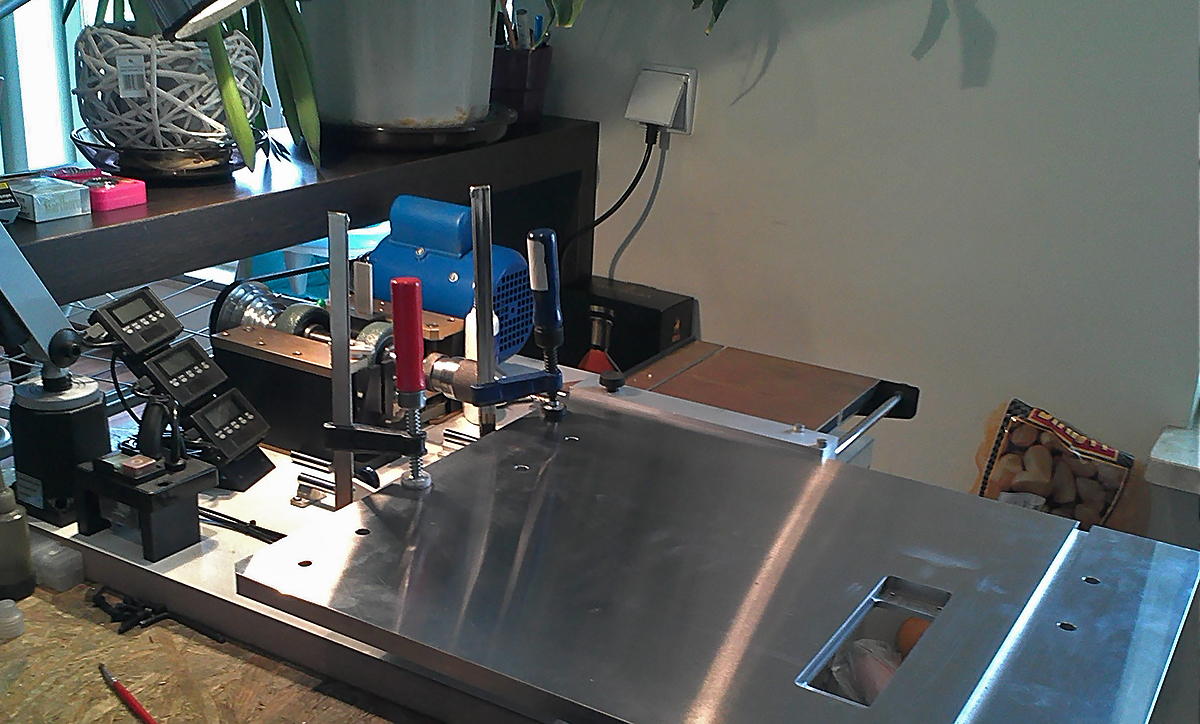
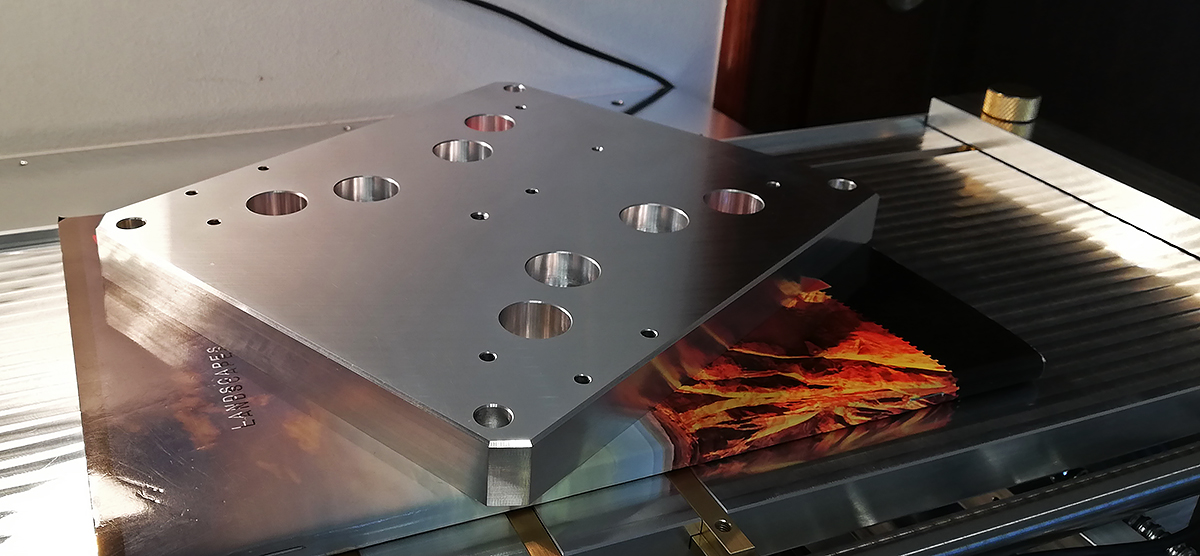
Długie i niskie to się zgadza. Poniżej dwa - trochę ekstremalne przykłady, ale nawet ciężką stalową płytę dało się położyć i zrobić gwintowane otwory tam, gdzie miały być.
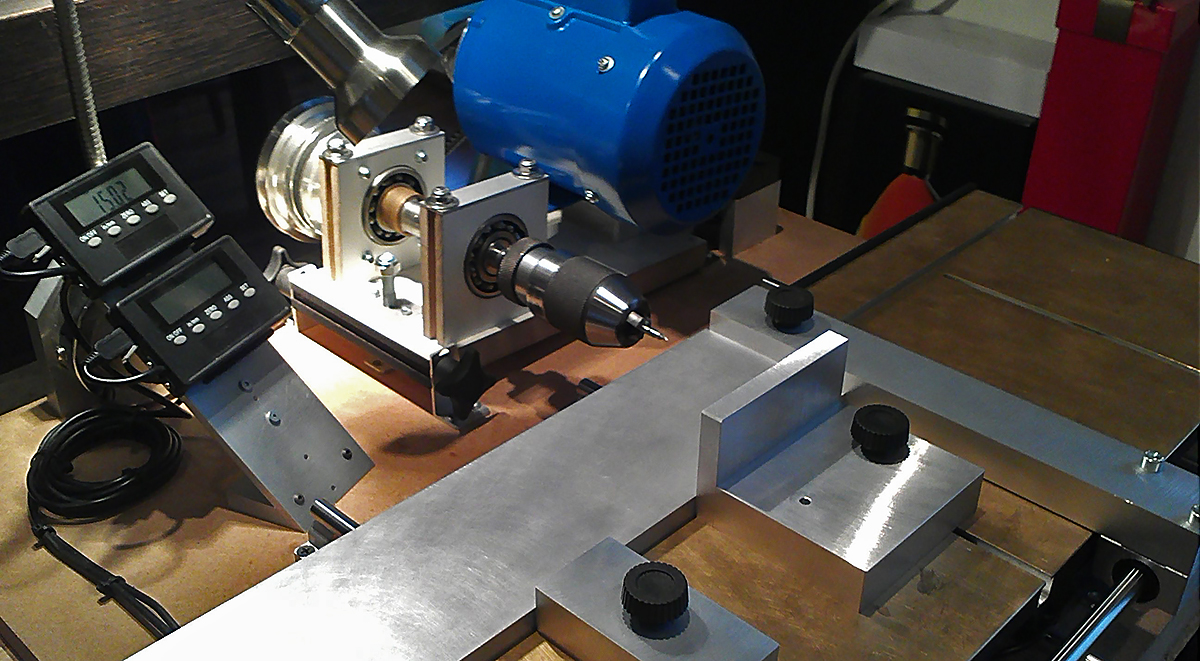
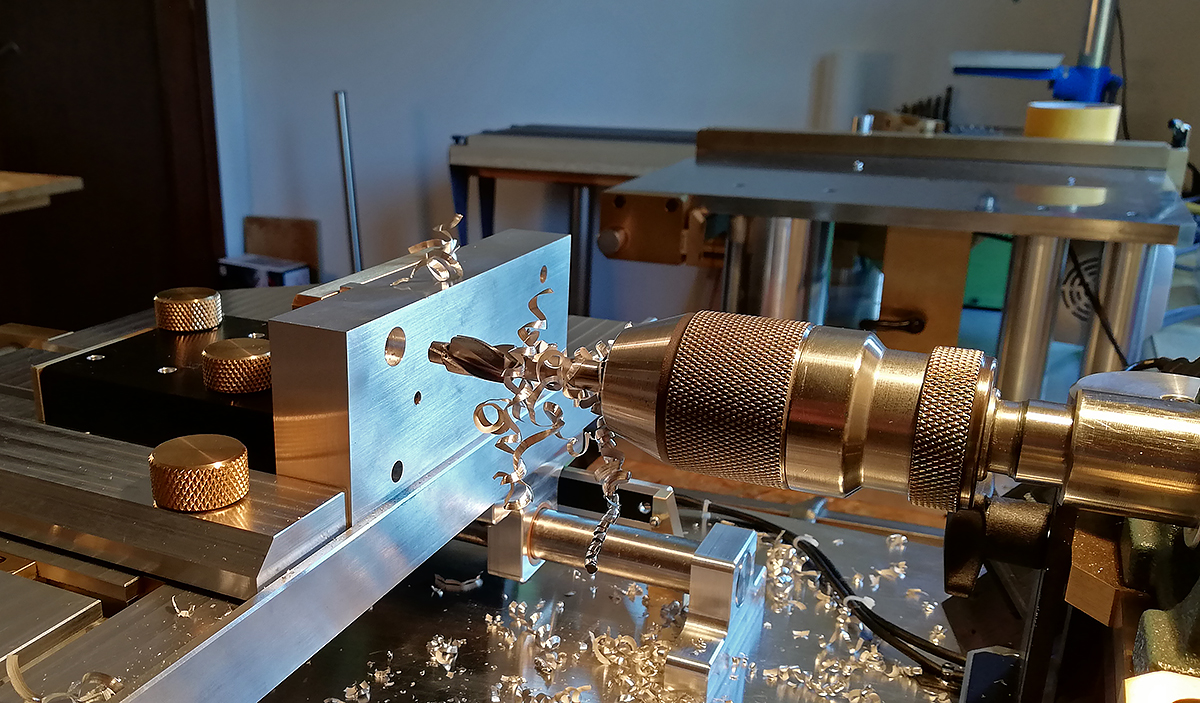
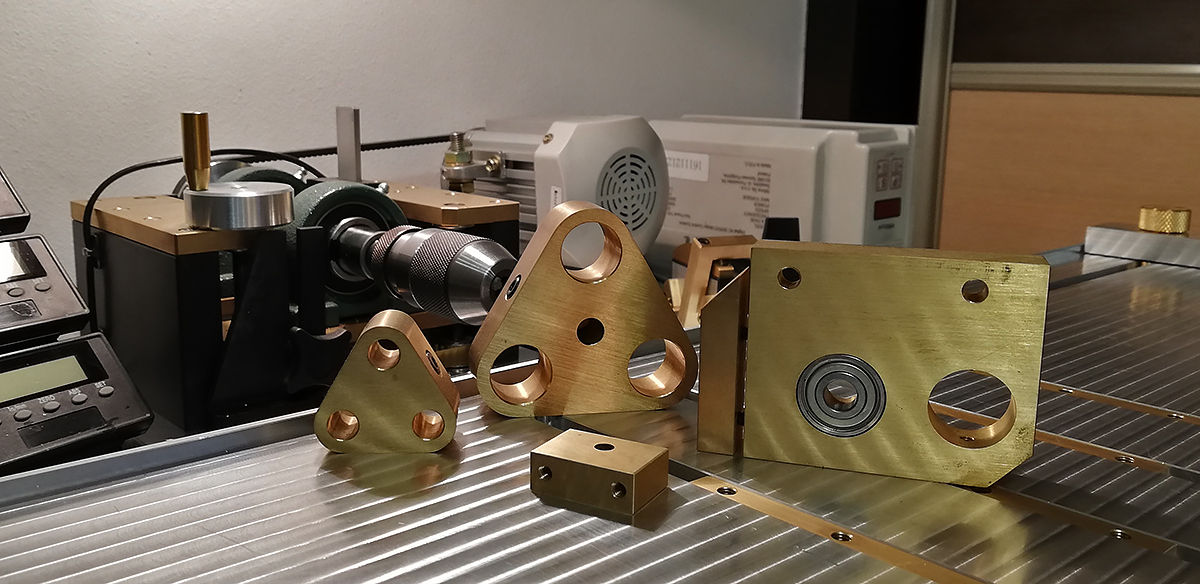
Obróbkę otworów można robić praktycznie od takich dużych - do bardzo małych elementów.
Ponieważ widzę, że maszyna wydaje się Wam dziwna, to wyjaśnię genezę.
Miałem do zrobienia pilarkę stołową. Mniej więcej coś takiego.
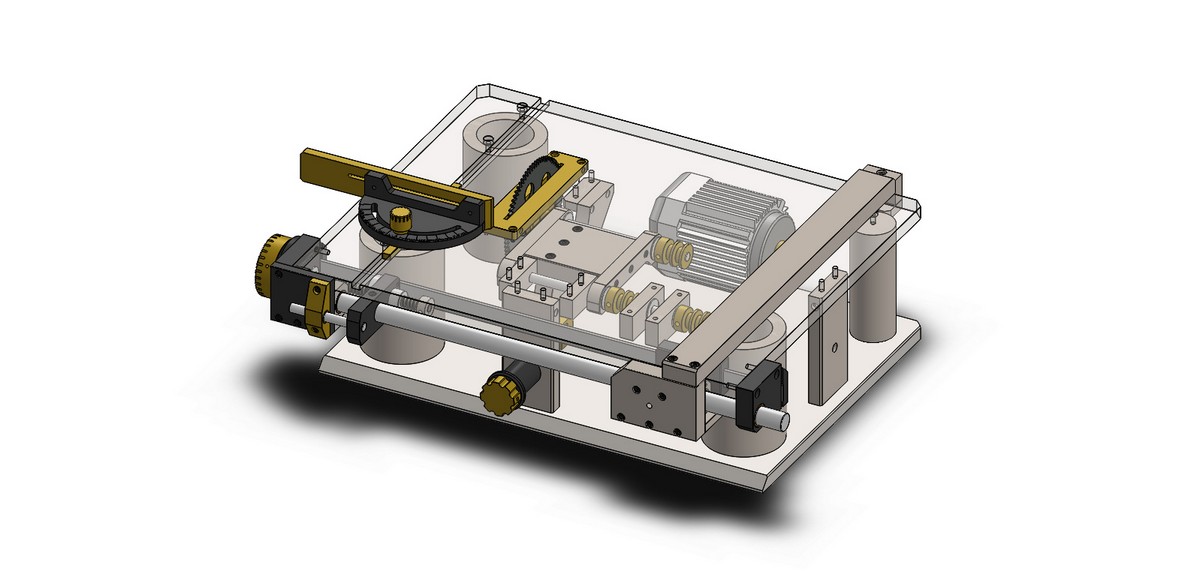
Miałem do dyspozycji mała piłę i szlifierkę tarczową, a o cnc jeszcze nie myślałem. Gabaryty mogłem zrobić, ale otwory i osadzanie łożysk było poza zasięgiem. Miało być dokładnie, więc wiertarka ręczna odpadała.
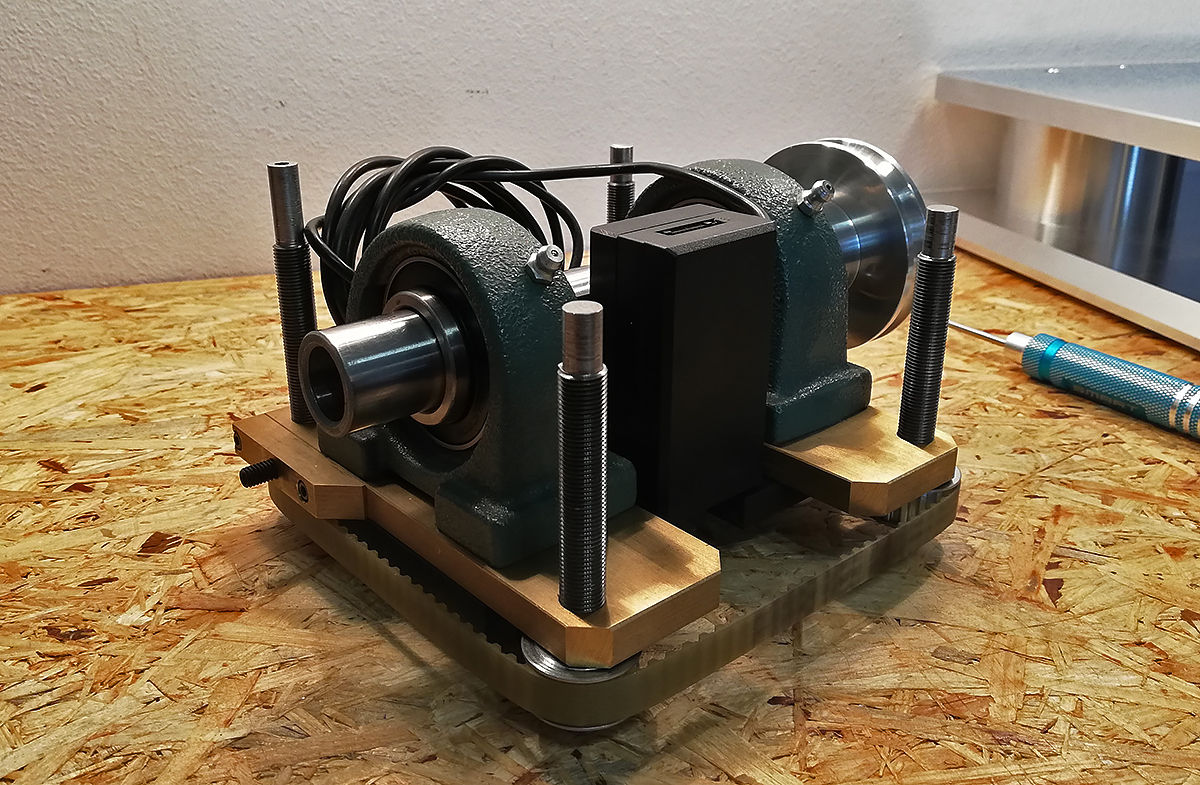
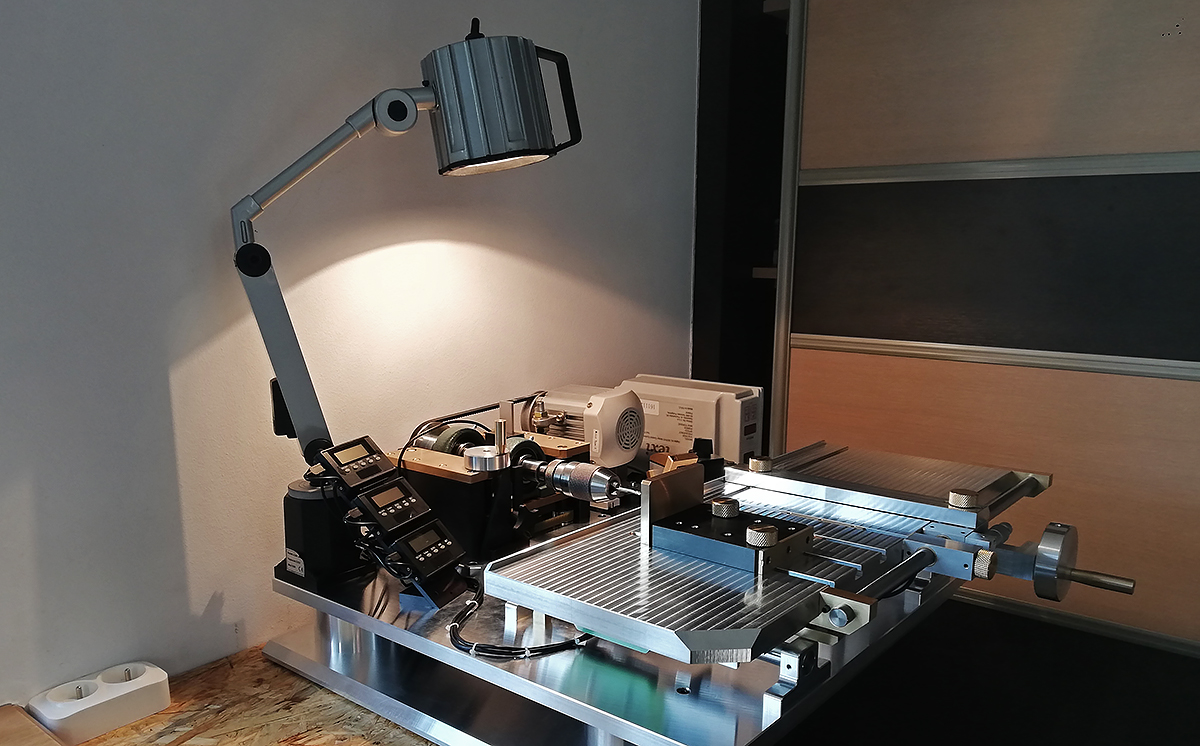
Na rynku są wiertarki poziome, ale nie tego typu, więc musiałem zrobić maszynę do zrobienia maszyny.
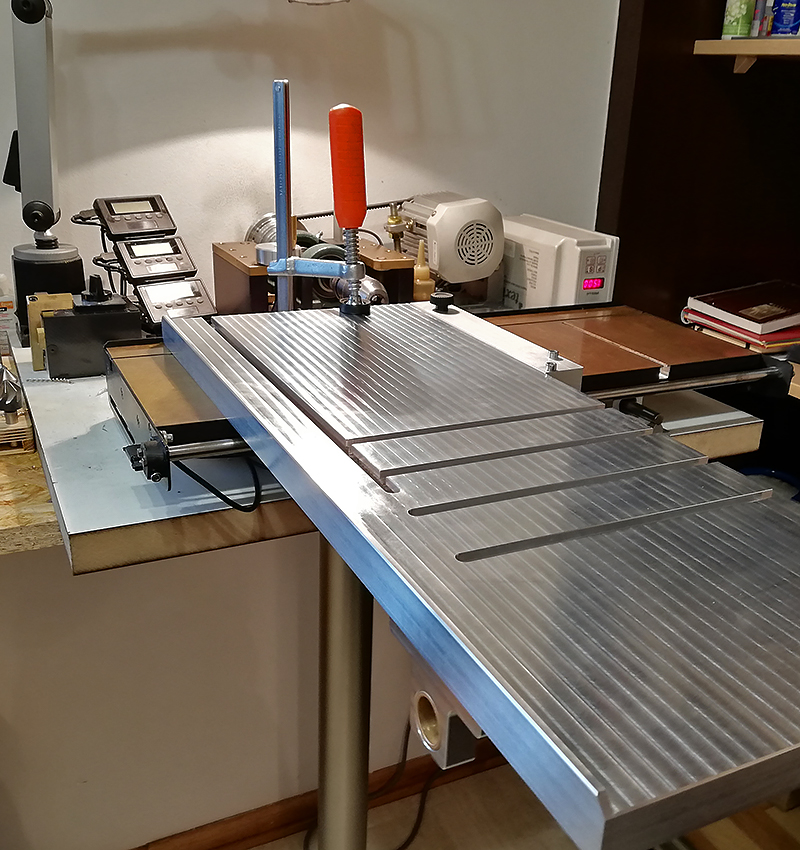
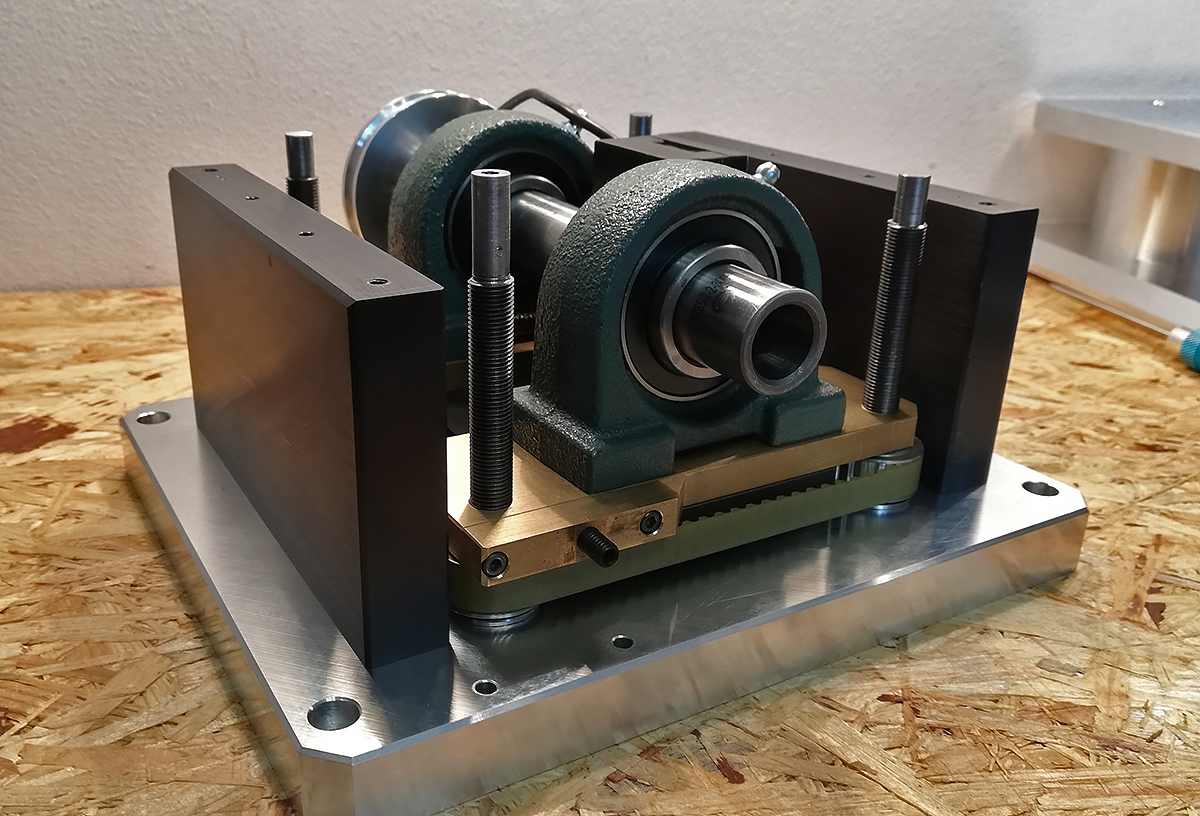
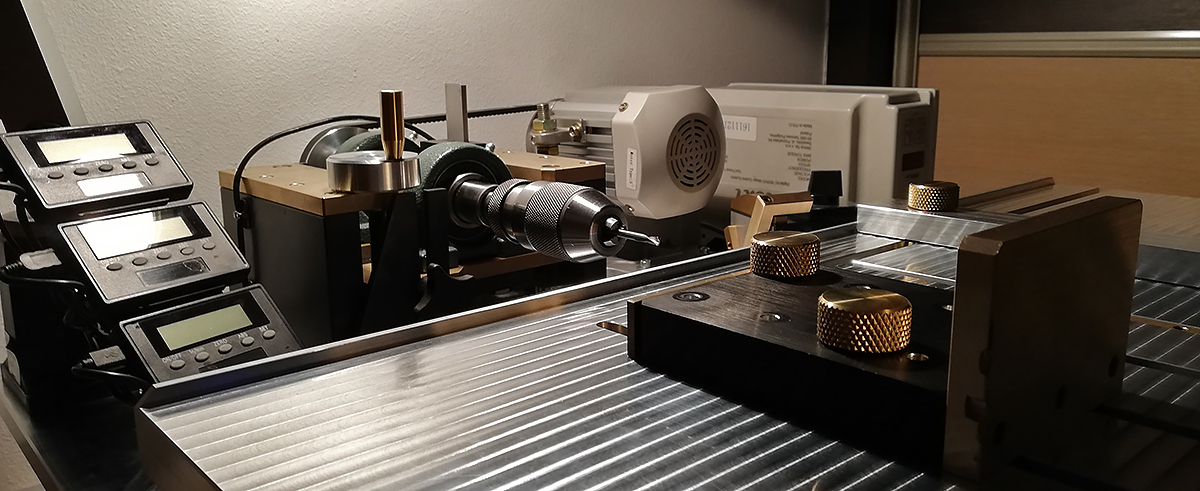
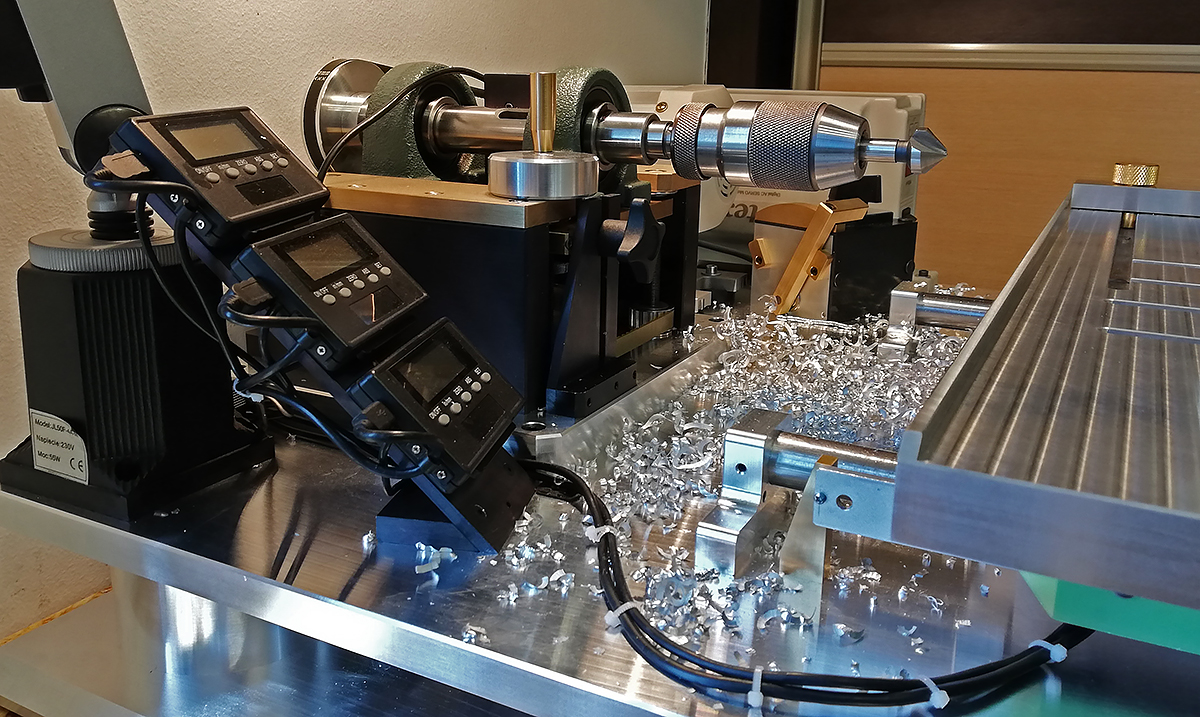
I stąd pomysł na ruszający się blat z możliwością pracy na wymiarach. Oś X i Z jest ustawiana do setki, a Y jest na posuwie ręcznym z podglądem na odczycie. To mi daje powtarzalność i brak konieczności trasowania i pasowania.
Zleciłem zrobienie podstawy i blatu, a sam zabrałem się za resztę, co było już proste.
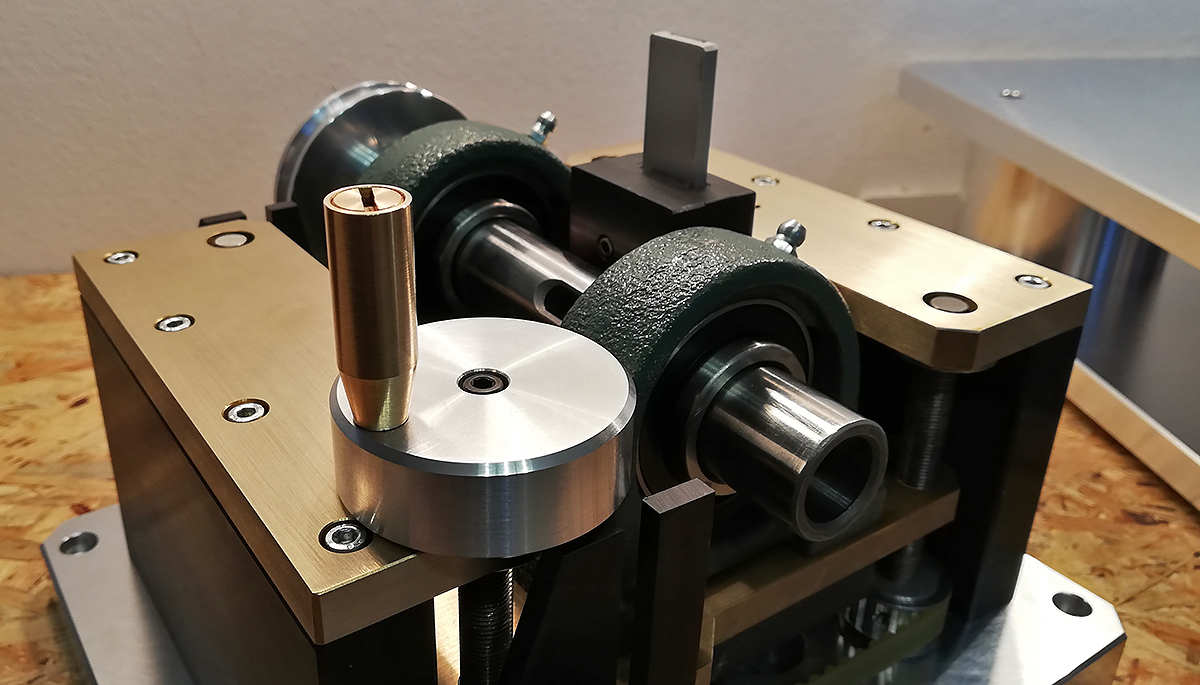
Osadzenie łożysk i wałka liniowego zrobiło wytaczadło.

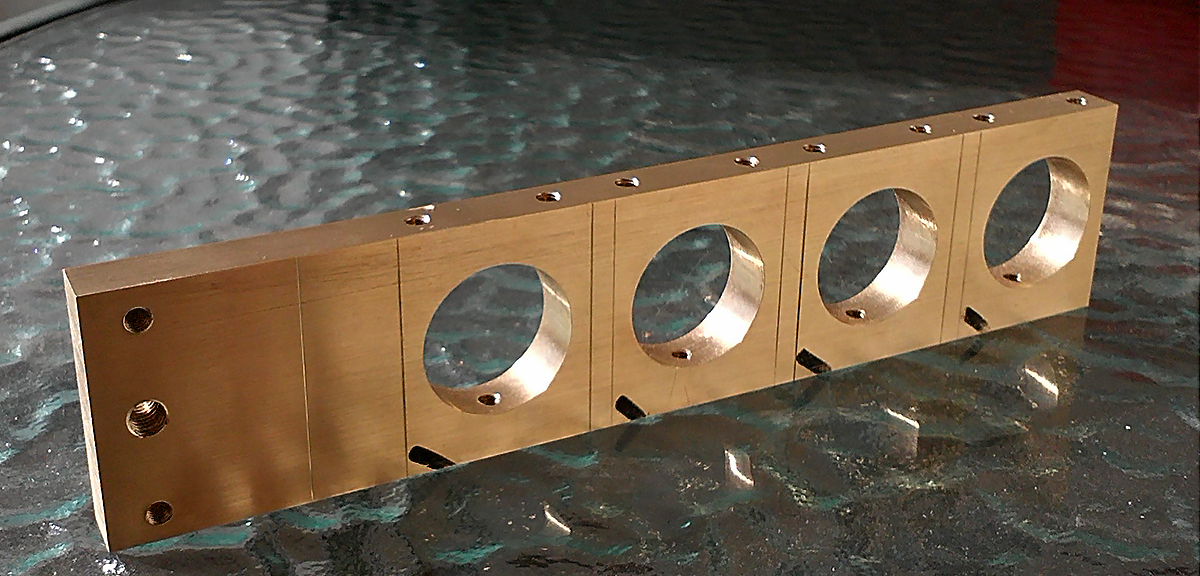
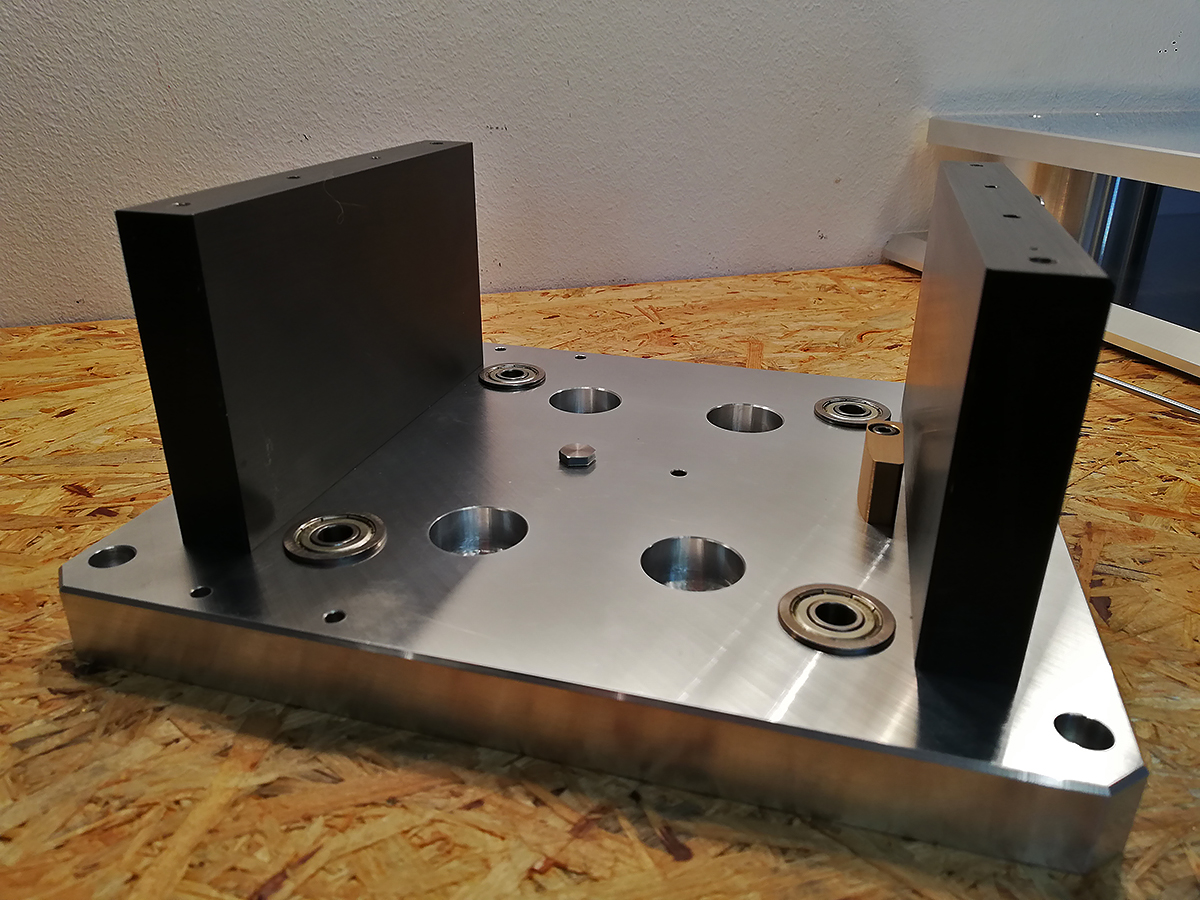
Mocowanie tulei spiekanych to też wytaczadło.
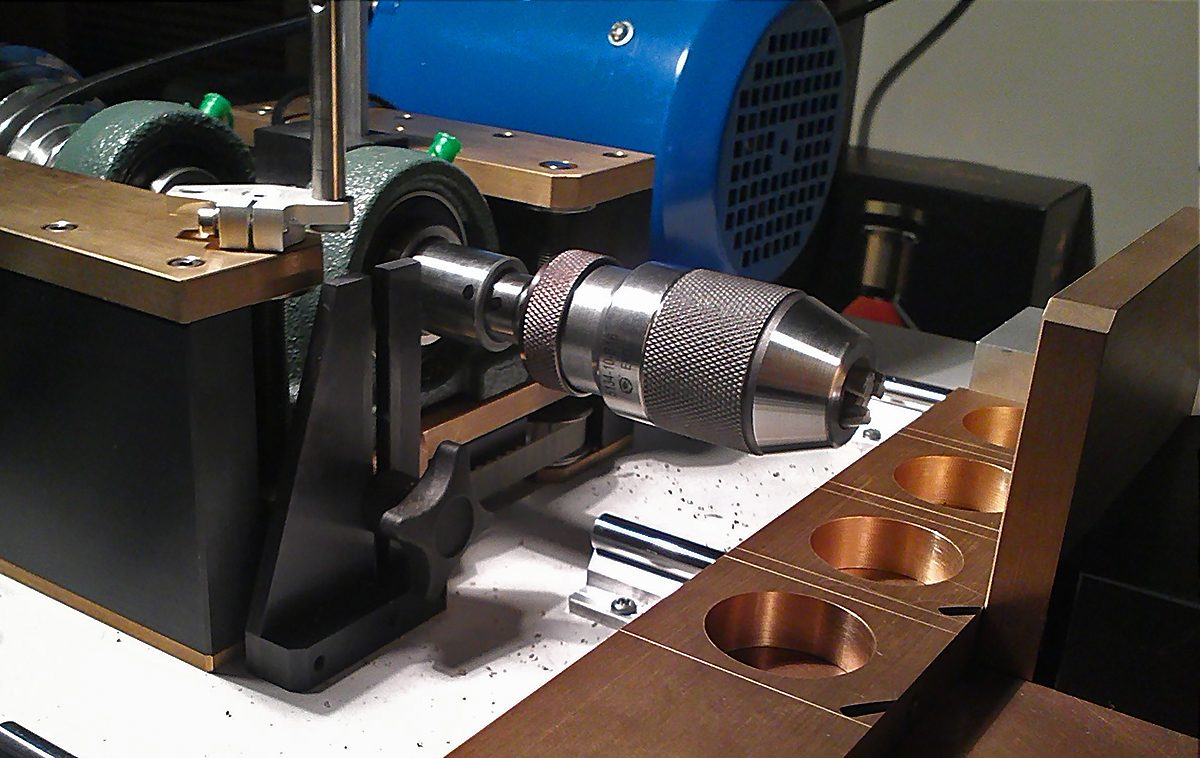
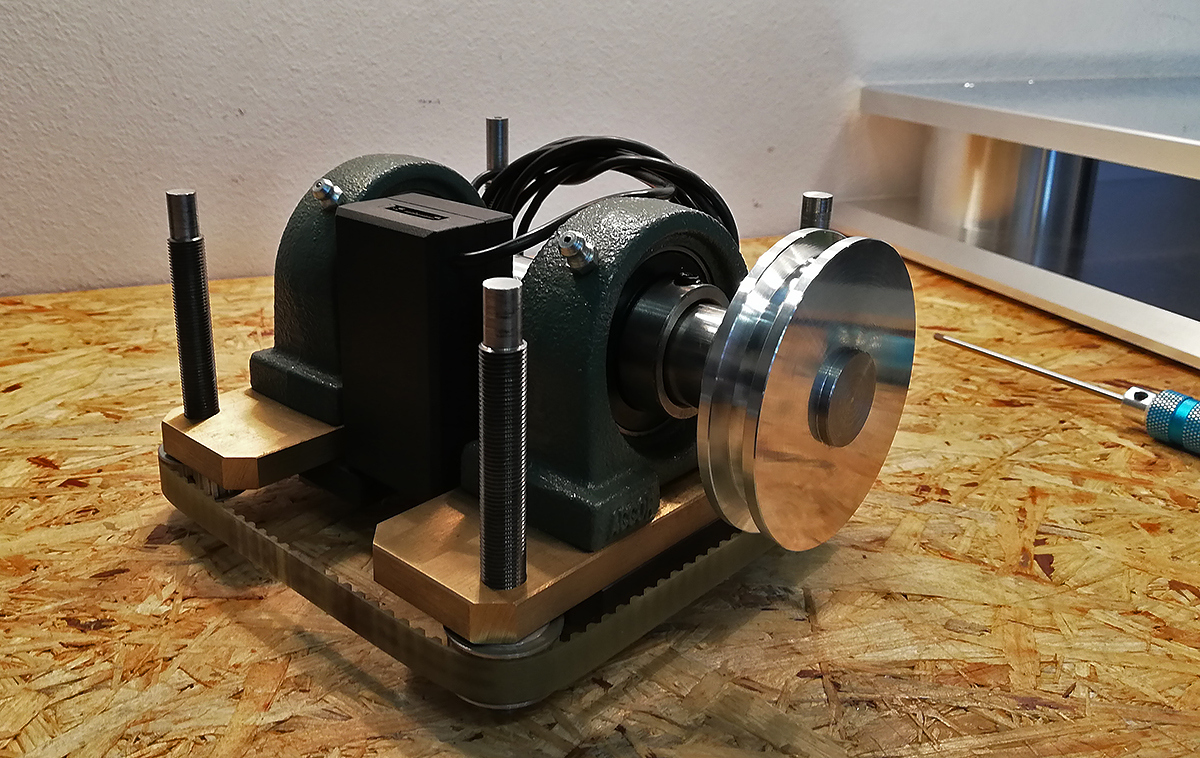
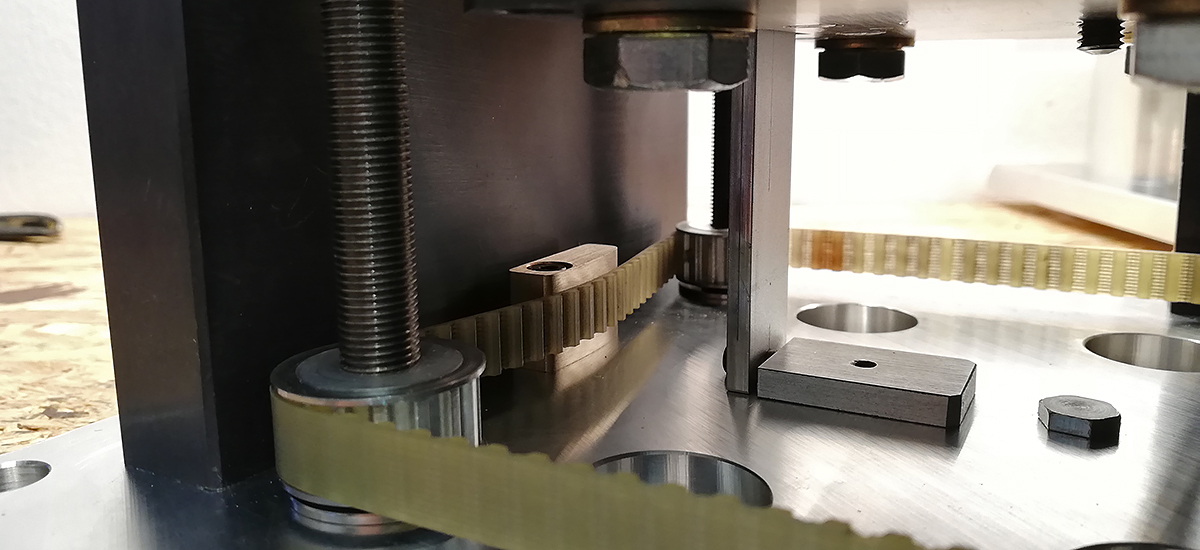
Całość mocowania lagi na wałku liniowym z blokadą.
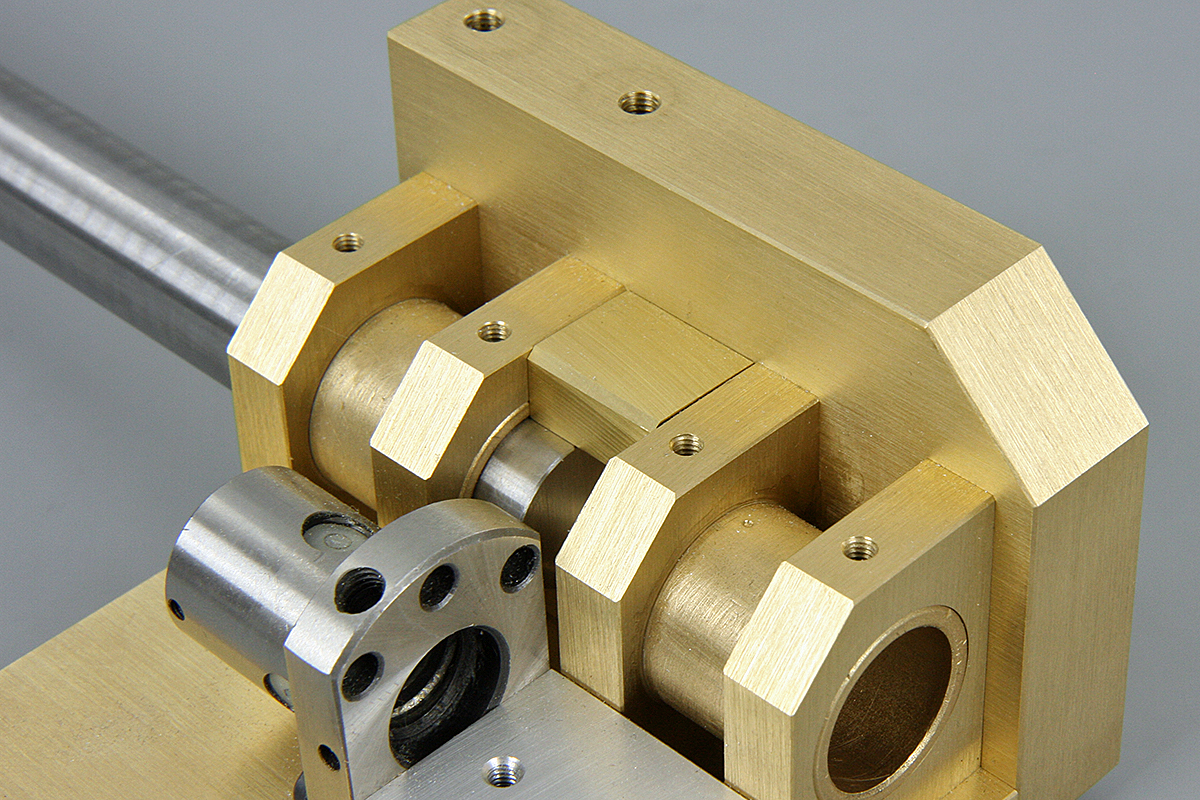
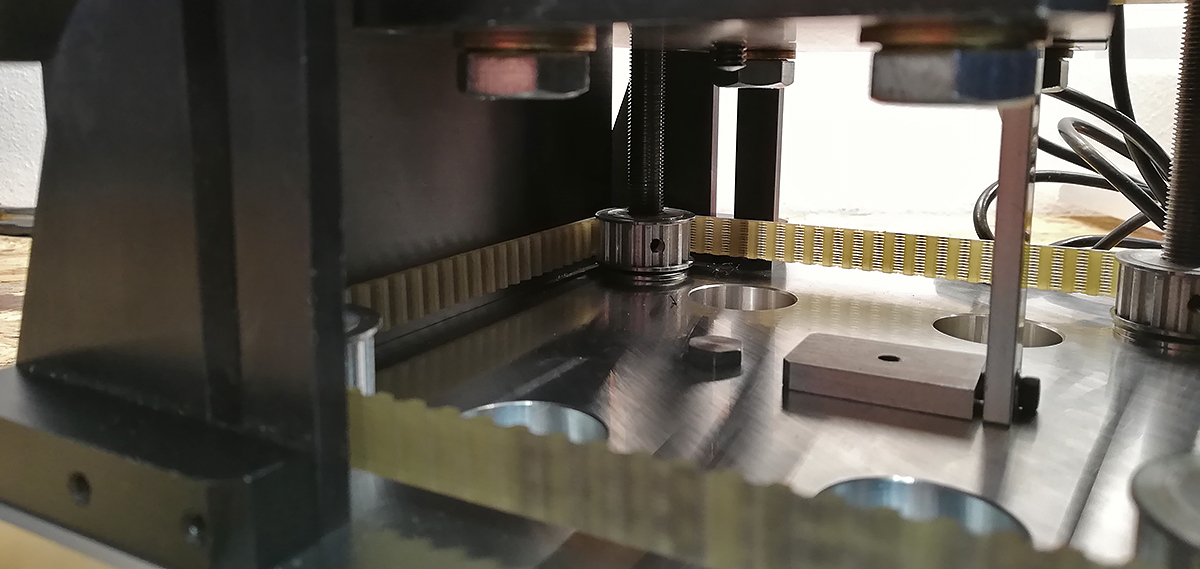
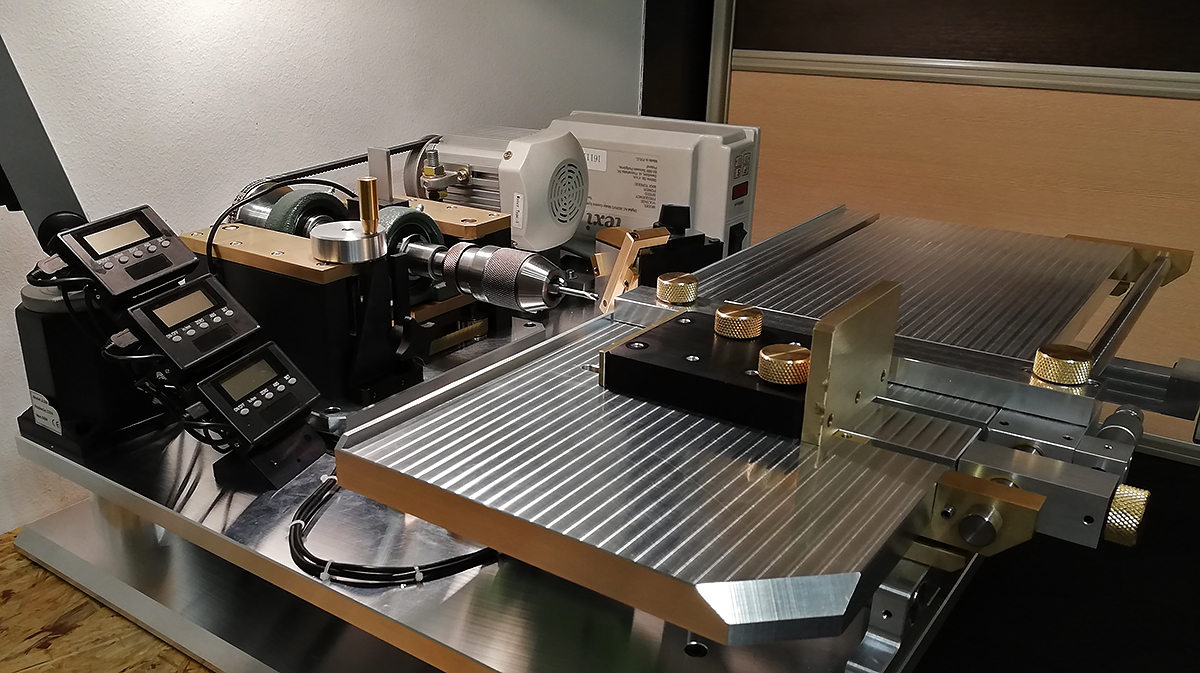
Cały zespół przesuwu lagi na wałku.

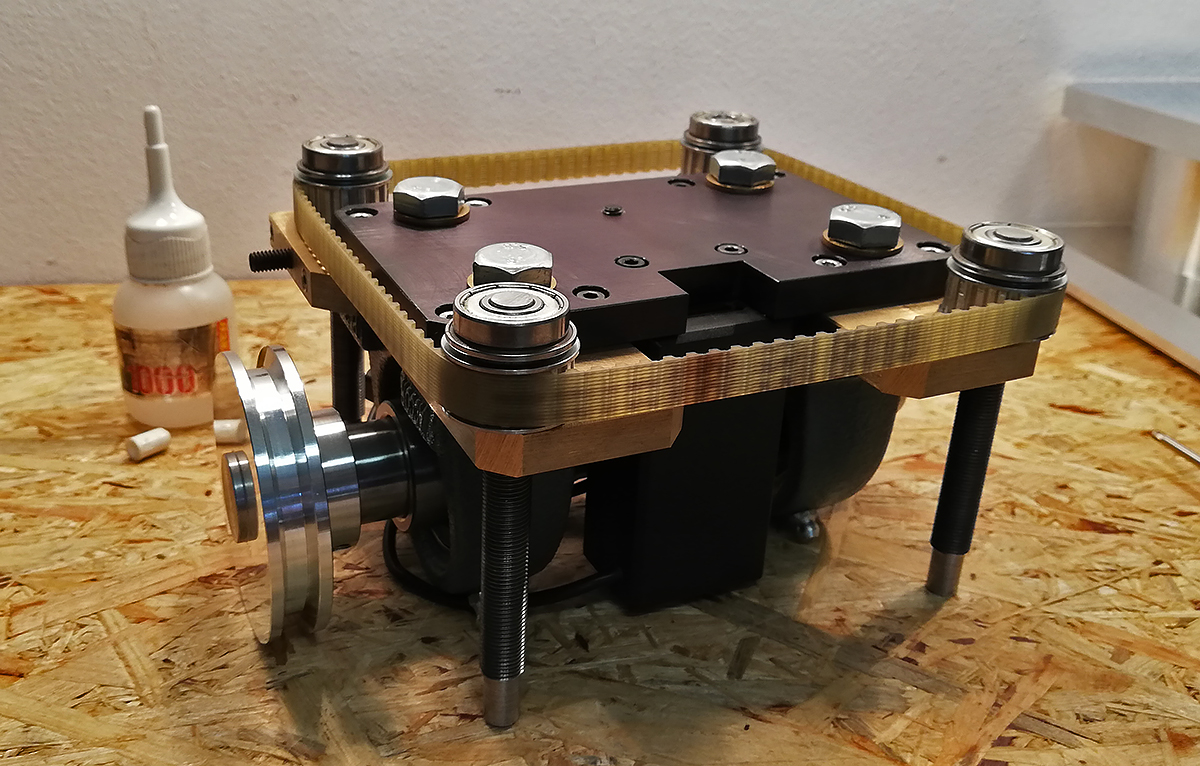
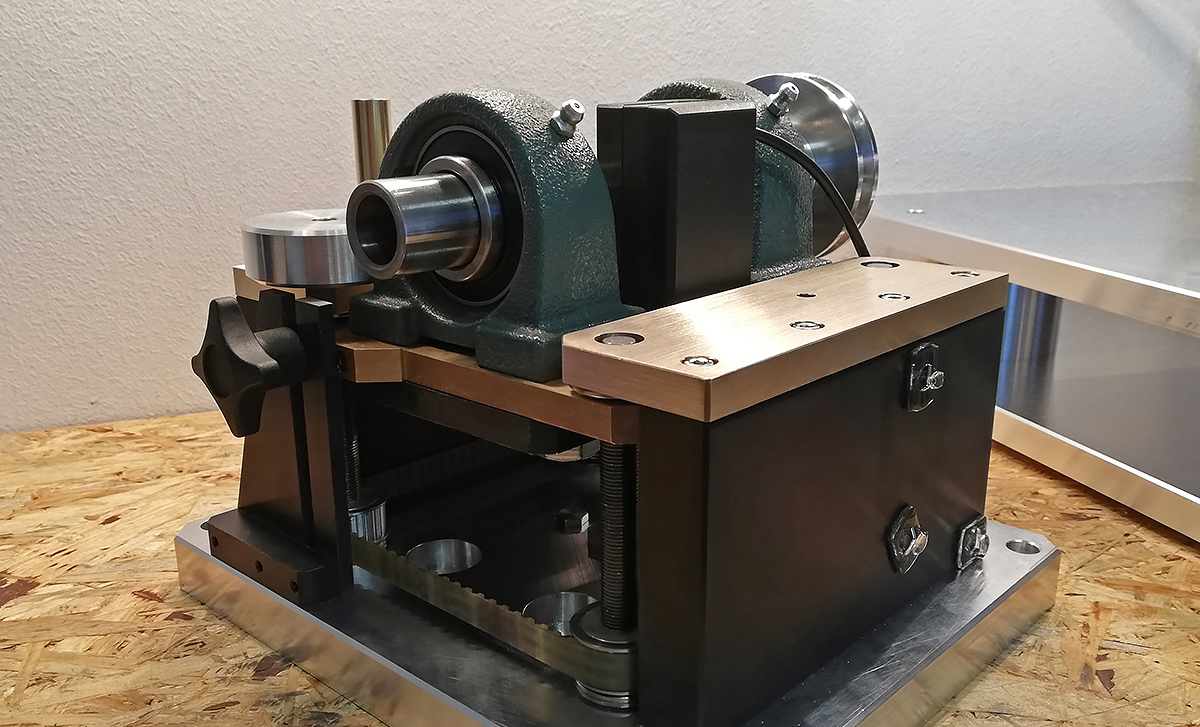
Pomimo, że mam już cnc, to czasem zostawiam sobie obróbkę otworów na tą maszynę, bo robota na niej jest po prostu przyjemna.
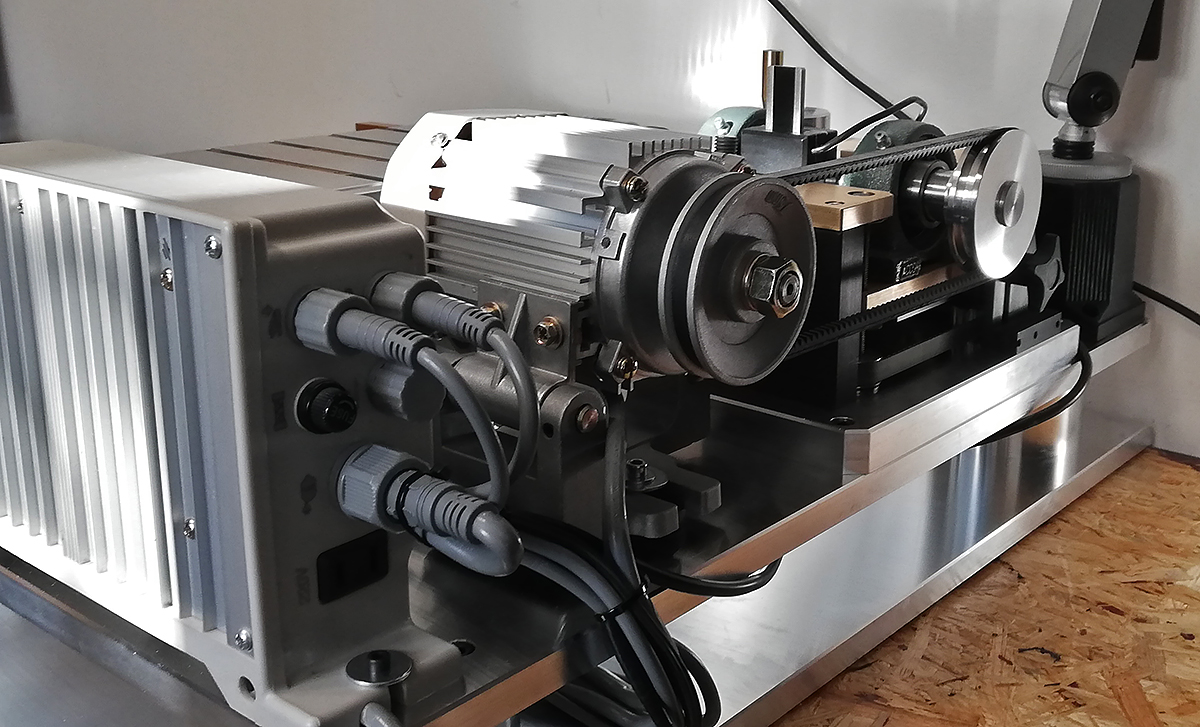
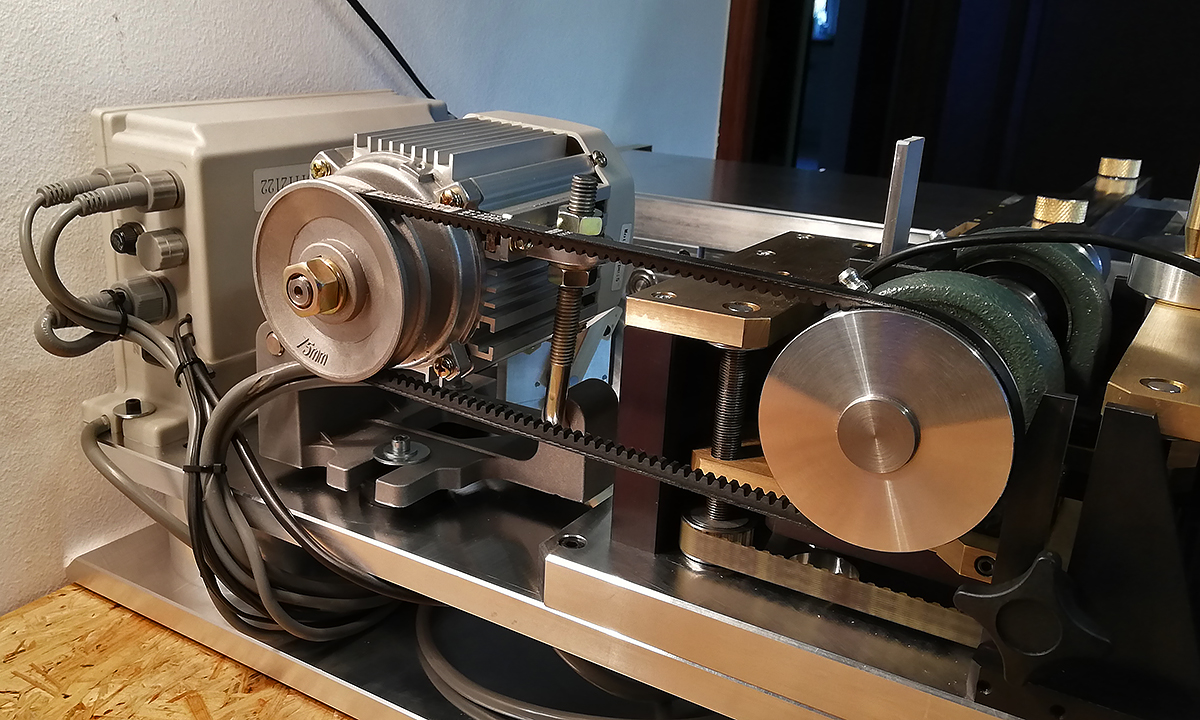
Osłona paska mogła by być, ale jak coś nie jest niezbędne to wywalam.
Najtrudniej zobić pierwsze rysy na takiej nówce, ale potem już się tego nie widzi





")





")
")

")







