Nie ma znaczenia - konfigurator i tak to wszystko mnoży przez siebie i zapisuje jedną liczbą w pliku .ini jako parametr SCALE dla danej osi.
To masz ustawić raz na zawsze tak, żeby maszyna jechała w każdej osi dokładnie tyle, ile jej każesz.
tuxcnc miał o tyle rację, że jakieś podstawy G-code musisz jednak znać.
Po odpaleniu programu zbazuj osie, i wciśnij klawisz F5. W polu "Polecenie MIDI" wpisz
G0 x10
i naciśnij "Wyślij" - wrzeciono ma się przesunąć dokładnie o centymetr w osi X. Ale uwaga - tak jest wyłącznie w przypadku, gdy startuje z punktu zero na osi.
Jak wpiszesz
G0 x100
wrzeciono ma się przesunąć o 100 milimetrów. Od punktu zero na osi X.
jak zamiast G0 x100 wpiszesz G0 y 100, to wrzeciono ma jechać w osi Y do punktu 100 (mm albo cali - zależy, jaką jednostkę ustawiłeś w trakcie konfiguracji. W Polsce używamy milimetrów.
Polecenie G0 x100 mówi programowi: Jedź szybkim posuwem po osi X do punktu 100 na niej.
Możesz jednym poleceniem kazać wrzecionu poruszać się w dwóch, albo trzech osiach na raz:
G0 x100 y100 z100 spowoduje ruch we wszystkich trzech osiach do punktów 100 na nich. Dobierając odpowiednio te cyferki przy literach x, y, z możesz wysłać swoje wrzeciono w dowolny punkt swojej przestrzeni roboczej na maszynie.
[ Dodano: 2013-01-15, 02:02 ]
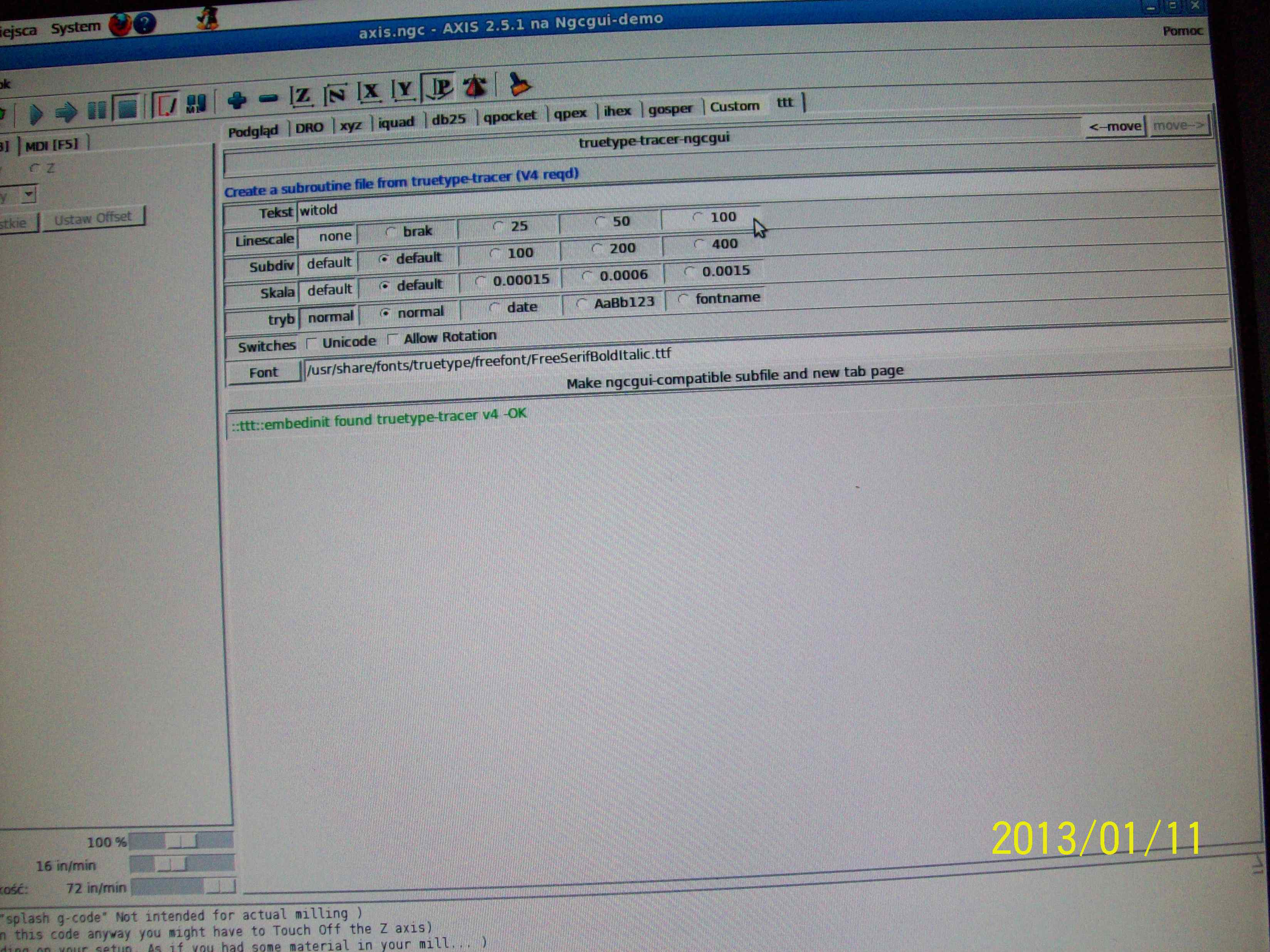
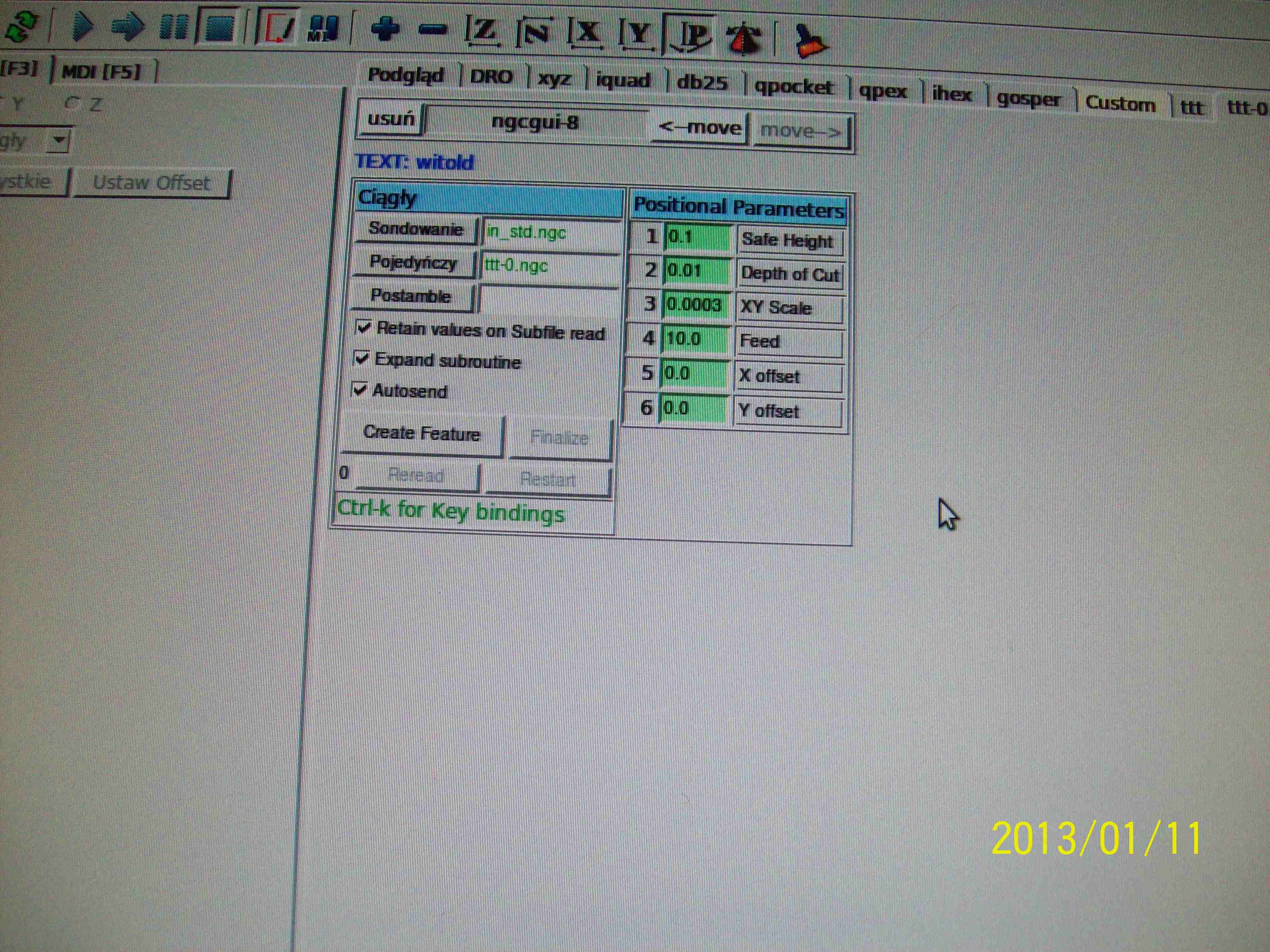
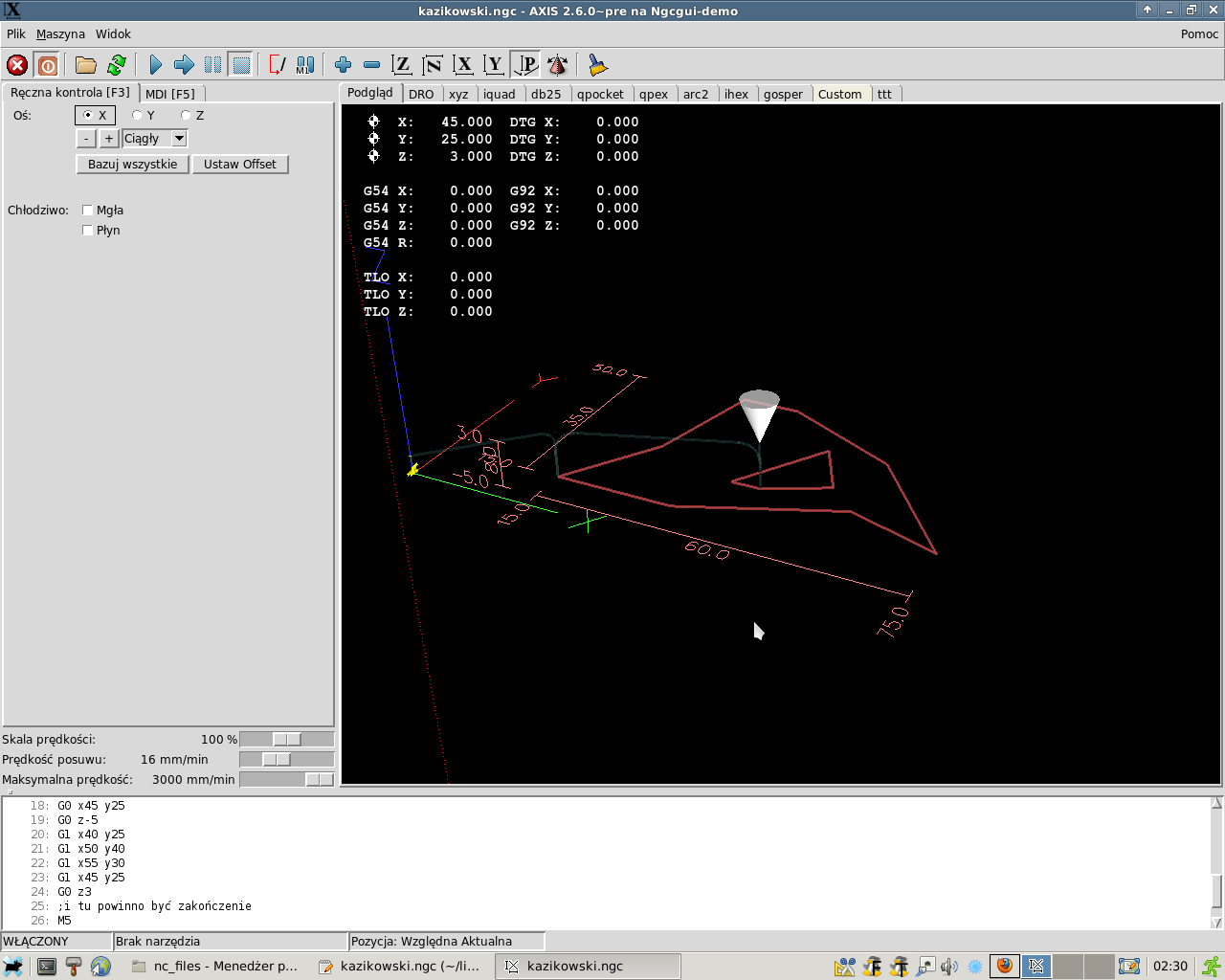
Jak na razie masz to totalnie źle ustawione. Programowi kazałeś frezować całe imię - i on je frezuje, ale tak małe, że wydaje ci się, że to litera I.
Jesteś pewien, że twój sterownik jest skonfigurowany na półkroki? Bo masz skalę ustawioną na 400 - to by dawało jeden obrót wału silnika na milimetr drogi wrzeciona, tymczasem ono robi jakieś setne milimetra realnie.
Wpisz w tym configu wartości, które będą dawały coraz wyższe wartości skali dla osi, aż zobaczysz, że zbliżasz się do właściwych wymiarów. Wystarczy, jak będziesz zwiększał jeden parametr - tylko bez przesady, żeby ci maszynka z ramek nie chciała wyjechać

Długość stołu w tej osi ustawiłeś na 8 mm - naprawdę jest taki krótki?








")
")
")