



Witam,
Panowie wiem ze temat był już wałkowany, ale mam problem, podczas włączenia kompensacji g41/g42, gdy otwór jest zbyt mały frez wchodzi w detal, wiem że powinien po kompensacji wykonać jeszcze ruch o przynajmniej średnicę, ale jak to zrobić, gdy frezem fi 8 chcę rozfrezować otwór fi 12
program wygenerowany z Cama wygląda tak:
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N12 X5.0
N13 Z5.0
N14 G1 Z-10.0 F300.0
N15 G41
N16 X12.0
N17 G3 I0.0 J0.0 M8
N18 G40
N19 G1 X5.0
N20 G0 Z20.0
N21 G0 Z100
N22 M30
Drugi problem, to frez podczas uruchomionej kompensacji, nie wykonuje pełnego okręgu, brakuję bardzo niewiele (chyba że frezujemy frezem fi 8 otwór fi 20 wtedy wszystko jest ok)
kompensacja promienia narzedzia-philips 432
-
 ArturMAZAK
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów


-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 318
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
Witaj
Z kompensacją:
Oczywiście w tabeli narzędziowej musisz podać promień narzędzia.
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N12 Z5.0
N14 G1 Z-10.0 F300.0
N15 G41 X6.0 Y0.0
N17 G3 X6.0 I-6.0 J0.0
N18 G40
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
%
Lub bez kompensacji:
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N13 Z5.0
N14 G1 Z-10.0 F300.0
N16 X2.0 Y0.0
N17 G3 X2.0 Y0.0 I-2.0 J0.0 M8
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
Z kompensacją:
Oczywiście w tabeli narzędziowej musisz podać promień narzędzia.
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N12 Z5.0
N14 G1 Z-10.0 F300.0
N15 G41 X6.0 Y0.0
N17 G3 X6.0 I-6.0 J0.0
N18 G40
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
%
Lub bez kompensacji:
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N13 Z5.0
N14 G1 Z-10.0 F300.0
N16 X2.0 Y0.0
N17 G3 X2.0 Y0.0 I-2.0 J0.0 M8
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
Albercik
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 318
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 318
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
Kolego może zacznijmy od tego na jakim wiertłem wiercisz otwór przed frezowaniem ?
oraz jaki promień frezu wpisujesz w tabeli narzędziowej ?
Może źle Cię zrozumiałem ???
oraz jaki promień frezu wpisujesz w tabeli narzędziowej ?
Rozumiem że chcesz otwór powiększyć więc to chyba normalne ?ArturMAZAK pisze: frez podczas ruchu G41 X... wjeżdża w detal
Może źle Cię zrozumiałem ???
Albercik
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 318
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
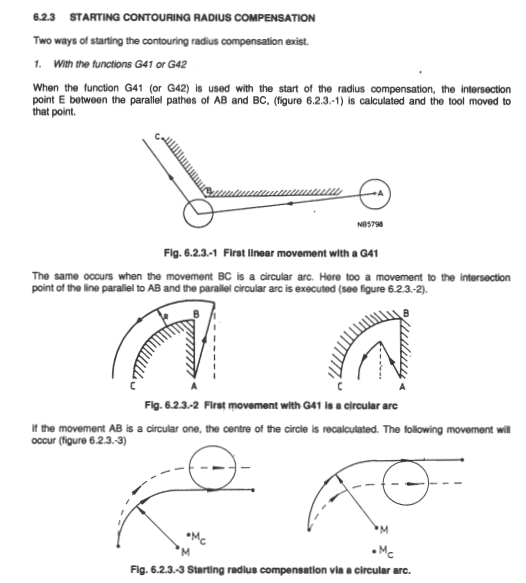
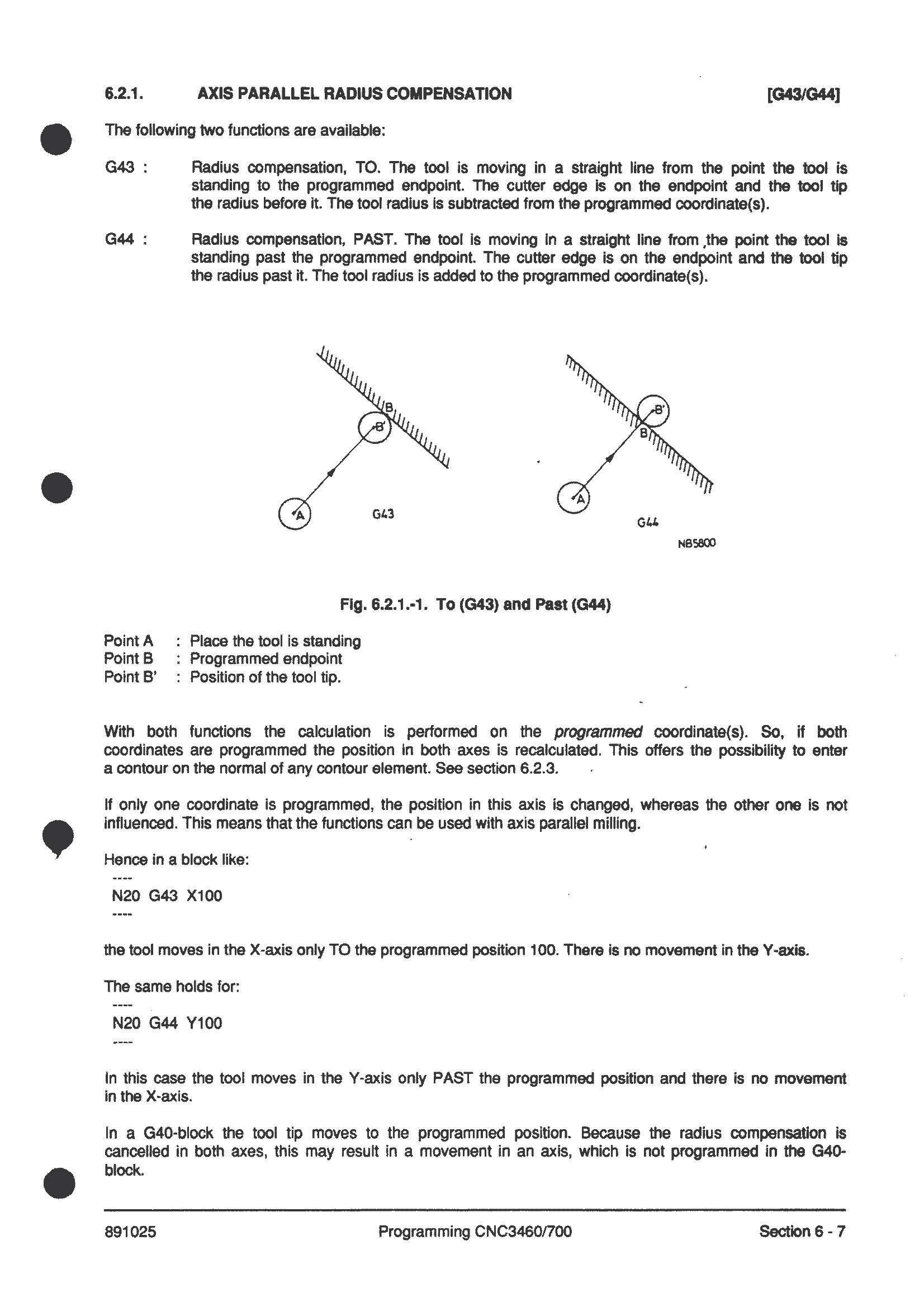
Nie znam tego sterownika, ale w instrukcji jest funkcja G43 która nie została wygenerowana przez Twoje oprogramowanie. Spróbuj w ten sposób: 
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N12 Z5.0
N14 G1 Z-10.0 F300.0
N15 G43 X6.0
N16 G41
N17 G3 X6.0 I-6.0 J0.0
N18 G40
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
%
%PM
N1
N0( Detal: )
N1
N2
N3 G17
N4 G40
N5 G90
N6 G52
N7
N8 T1 M6
N9 S3200 M3
N10 G0 X0.0 Y0.0
N11 Z20.0 M8
N12 Z5.0
N14 G1 Z-10.0 F300.0
N15 G43 X6.0
N16 G41
N17 G3 X6.0 I-6.0 J0.0
N18 G40
N19 G1 X0.0
N20 G0 Z20.0
N21 G0 Z100
M30
%
Albercik
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów




