




Chciałbym poprosić o pomoc w dobraniu ustawień TIG'a dla spawania metodą "punkt".
Chodzi o uzyskanie efektu tzw. "zimnego spawania" (Cold welding) do łączenia doczołowego cienkich blach ze stali (1,0 mm)
Spawarka: Magnum THF 220S HF AC/DC, elektroda 1,2 mm (czerwona)
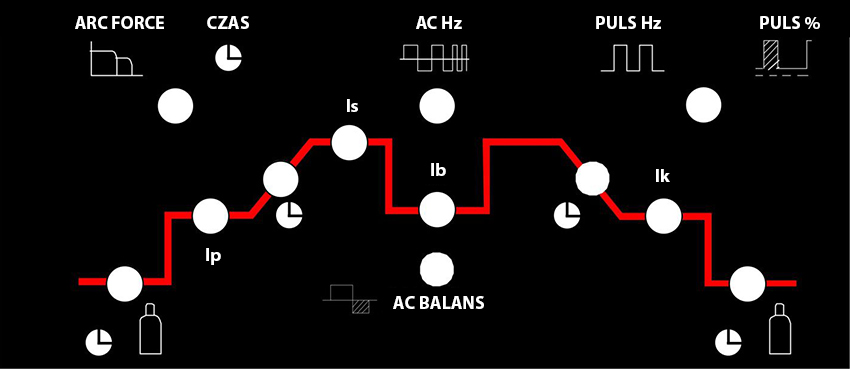
Poniżej wstawiam parametry skopiowane z instrukcji obsługi:
1) Ip – początkowy prąd spawania, regulacja w zakresie 5÷160 amper.
2) czas narastania prądu spawania od wartości Ip do Is, regulacja w zakresie 0÷10 sekund.
3) Is – wartość prądu spawania dla metody TIG, lub maksymalna wartość prądu spawania dla metody TIG z funkcją PULS. Dla TIG regulacja w zakresie 5÷200 amper.
4) Ib – regulacja dolnej wartości prądu spawania dla metody TIG z funkcja PULS. Zakres regulacji jest wymuszony i ograniczony ustawioną wartością Is.
5) czas opadania prądu spawania do wartości Ik, regulacja w zakresie 0÷15 sekund.
6) Ik – końcowa wartość prądu spawania (prąd wypełnienia krateru), regulacja w zakresie 5÷200 amper.
7) czas wypływu gazu po spawaniu – regulacja w zakresie 0,5÷15 sekund.
8 ) Czas – regulacja czasu spawania w punkcie, zakres regulacji 0,5÷10 sekund.
9) AC Hz – regulacja częstotliwości zmiany polaryzacji dla metody TIG AC, zakres regulacji 20÷250 herców.
10) Puls Hz – regulacja częstotliwości pulsacji prądu spawania dla metody TIG z funkcją PULS. Regulacja podzielona jest na dwa zakresy: 0,2÷20,0 Hz i 21÷200 Hz.
11) Puls % - regulacja balansu pulsacji prądu spawania dla metody TIG z funkcją PULS. Regulacja odbywa się w dwóch zakresach zależnych od ustawionej częstotliwości: 0,2 Hz÷10 Hz - 1÷99 %, 11 Hz÷200 Hz - 10÷90 %.
Dzięki serdeczne.


")







