



")
tutaj o toczeniu :
przystawka-cnc-do-toczenia-na-stoliku-k ... 39136.html
Nie mam napędzanej osi Z ale to nie przeszkadza za bardzo. Udało się po próbach wykonać prawidłowy kształt koła zębatego w materiale 40HM w stanie zmiękczonym. Użyłem freza średnicy 2mm a zagłębienie w materiał to 0,3mm dla większości profesjonalnych frezarek to śmiech na sali ale sporo ploterów frezujących nawet tego nie zrobi w stali. Po kilku próbach zauważyłem mocne odchyłki w kształcie zębów wynikające z luzów na prowadnicach po ich likwidacji (jaskółczy ogon) wprowadziłem poprawki na Backlash - luz nawrotowy czy jak to nazwać. Generalnie luz przy zmianie kierunku ruchu danej osi, ustawiłem na czujniku i po tym wszystkim kształt był już prawidłowy.
Materiał z przeprowadzonej próby:
https://youtu.be/FpLbeOpxtdY
Zawsze bałem się ruszyć temat bo przerażało mnie generowanie ścieżki narzędzia jednak nie jest to takie straszne. Już mam rozbudzoną wyobraźnię do przeróbki całej frezarki na CNC. Frezarka to FYD 25
kupilem-frezarke-fyd-25-t15826.html
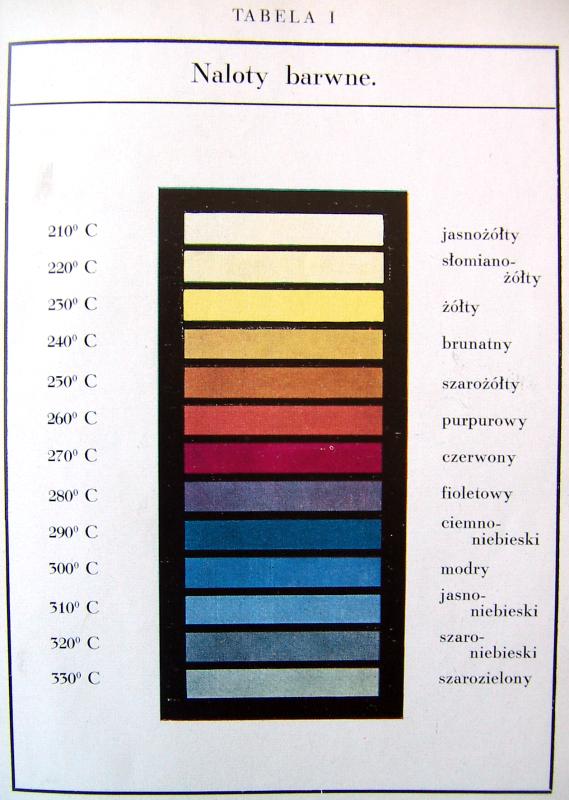
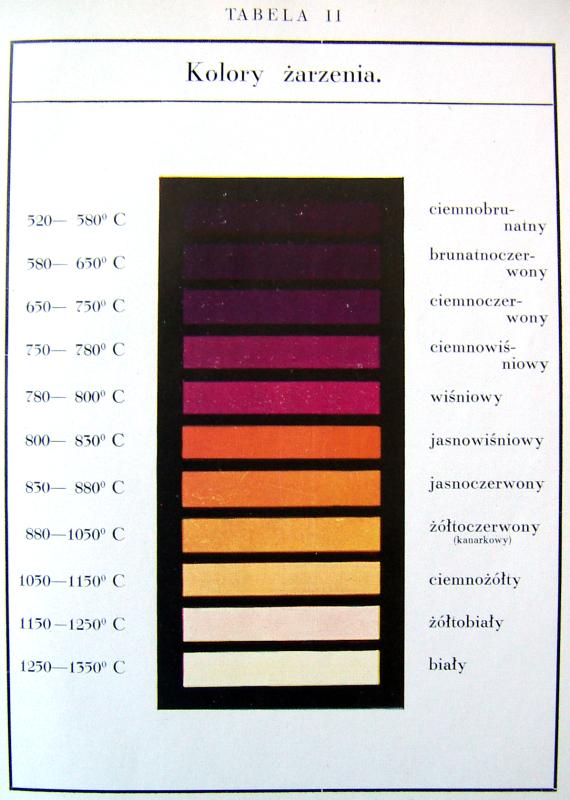
Materiał 40HM hartowany płomieniowo w oleju z ok 860 st.C odpuszczany na ok 300 st.C na twardość ok. 50 hrc, temperatura oceniana przez barwy żarzenia i barwy nalotowe. Wewnętrzny otwór powołany pilniczkami iglakami na wymiar.
To nie są przypadkowe twardość dobrałem wg opisu tutaj: https://www.ebmia.pl/324-kola-lancuchow ... ymi-zebami
50hrc
Materiał może być inny ale akurat taki miałem i jest bardzo dobry i łatwy w obróbce cieplnej.
Tutaj jest materiał o tej stali 40HM /1.7225 /42CrMo4 :
http://cdna.terasrenki.com/ds/1.7225_42 ... heet_1.pdf
Wynika z niego że dla 300 stopni twardość jest 51 HRC - Table of tempering
dla 350 jest 49 hrc
Biorąc pod uwagę kartę barw nalotowych nie da się tego zrobić źle palnikiem na oko.
Między 300 za 330 st.C jest wyraźna różnica w barwie a w zapasie jest jeszcze 20 stopni do osiągnięcia 49hrc. To wszystko skłania do wniosku że nie trzeba się bać odpuszczania płomieniowego na barwy nalotowe. Trzeba pamiętać o tym aby stal miała dostęp do powietrza bo płomień nie musi mieć własności utleniających, trzeba porostu palnik raz na czas usunąć i dać szanse stali na utlenianie powietrzem.
z tego wątku :hartowanie-t13864-20.html
To jeszcze barwy żarzenia



")






