




Zakładam, że autor wziął to pod uwagę, inaczej nie ma ta masa pracy sensu... ale jakby nie spasować to zawsze ten rodzaj prowadnic będzie miał pewien nawet znikomy luz. Jedynie ukośne prowadzenie szczęki docisną materiał do dna.
Ale przecież nie zawsze potrzeba mieć mocowanie do setki czy mikrona (choć dobrze do tego dążyć)
Imadło maszynowe do frezarki.
Budowa amatorska DIY


")
-
rdarek
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2116
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Re: Imadło maszynowe do frezarki.
Kolega już to wyjaśnił
P.S. dasza77 jam nie radek
-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 12
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Re: Imadło maszynowe do frezarki.
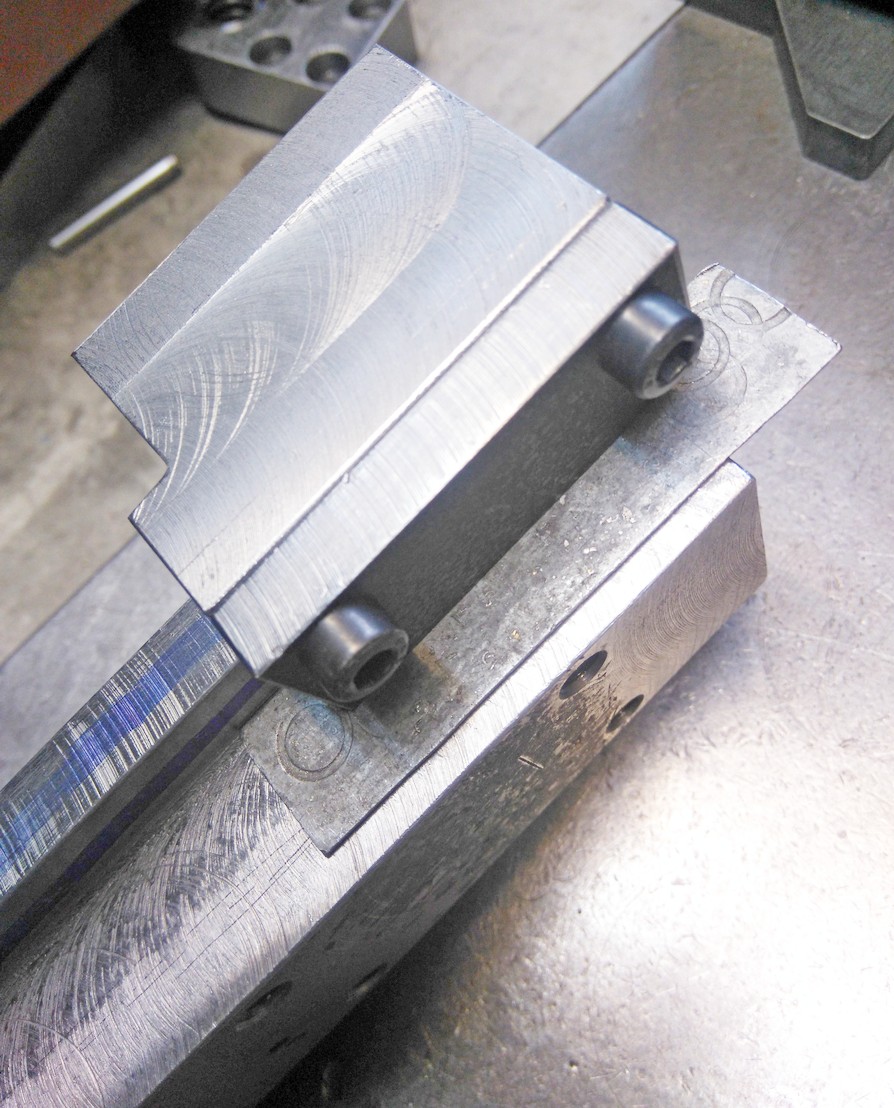
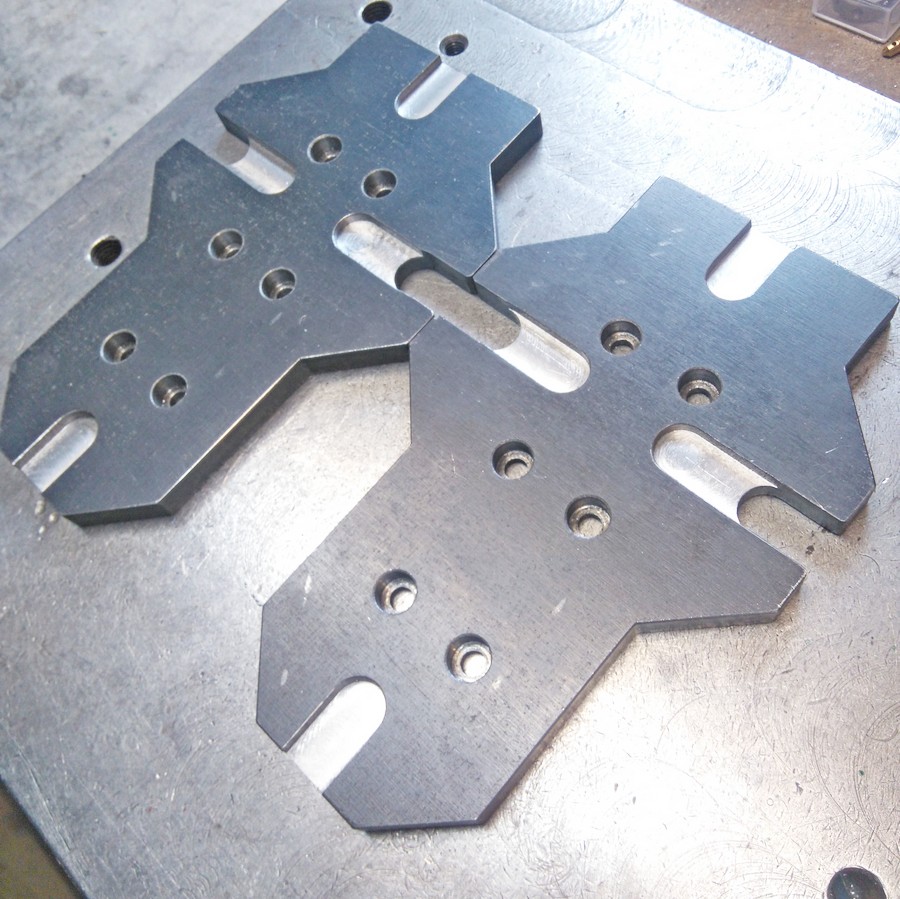
Szczęka ruchoma dostała wspomniane prowadnice (pierwsze zdjęcie). Wszystko zostało spasowane przez szlifowanie oraz skrobanie powierzchni za bardzo trących o siebie. Szczęka przesuwa się dość ciężko przesuwana ręcznie. Za pomocą śruby i klucza fajkowego 17mm dość płynnie i w miarę lekko. imadło zamocowane na stole frezarki przeszło próbę podnoszenia szczęki przy maksymalnym zacisku. Tyle ile się dało kluczem fajkowym, bez przedłużki. Szczęka uniosła się 0.03 mm.


-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 12
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Re: Imadło maszynowe do frezarki.
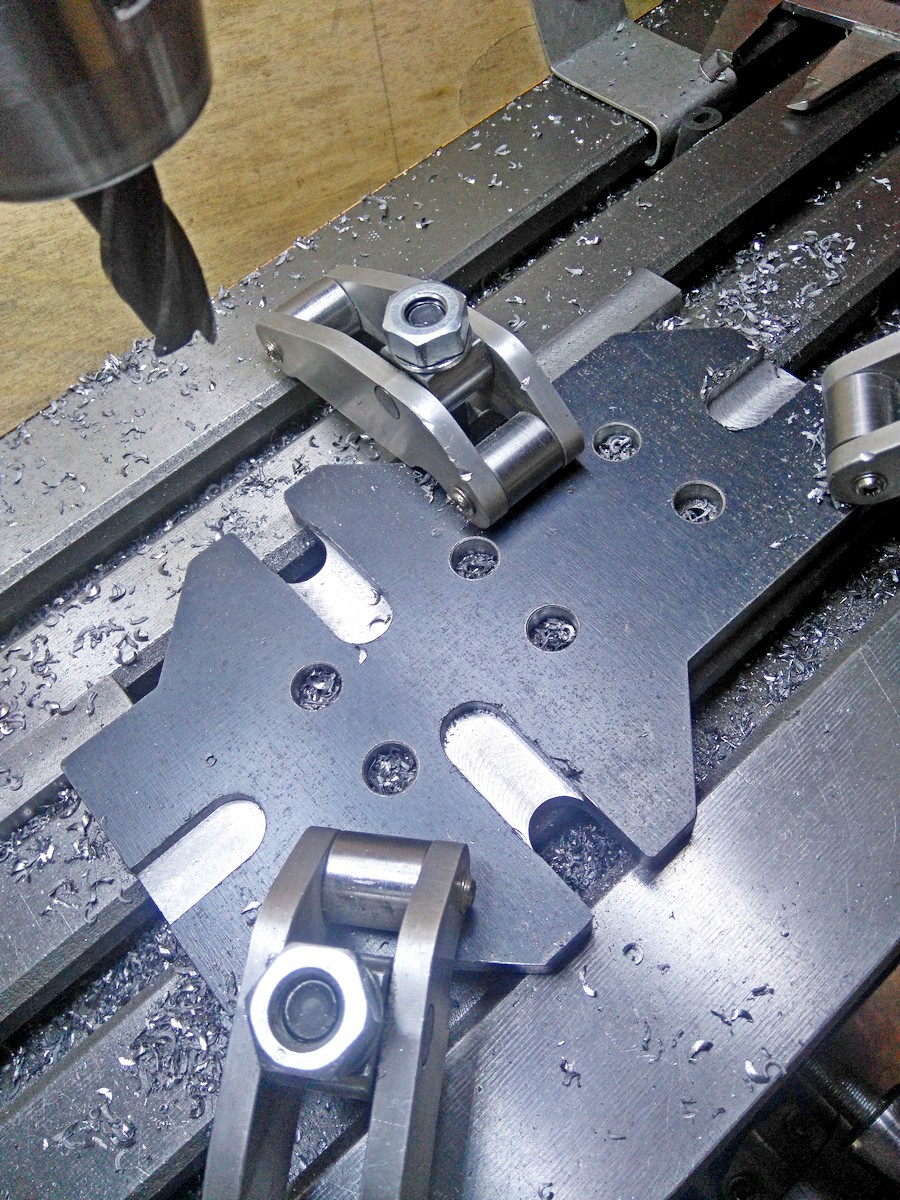
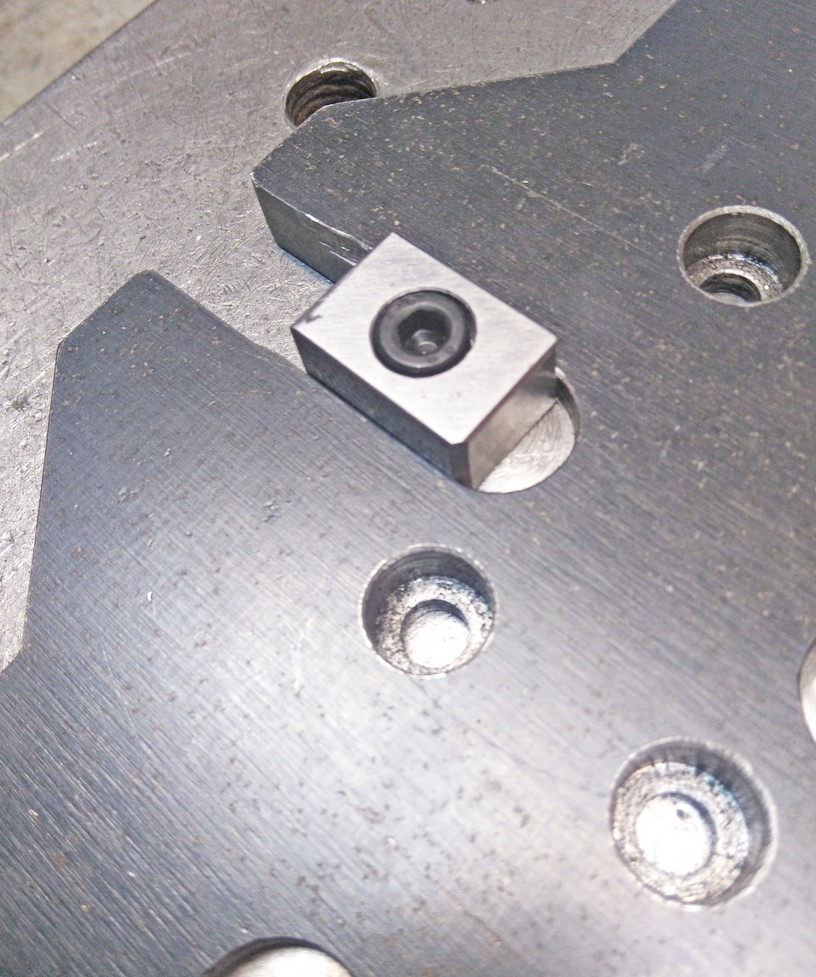
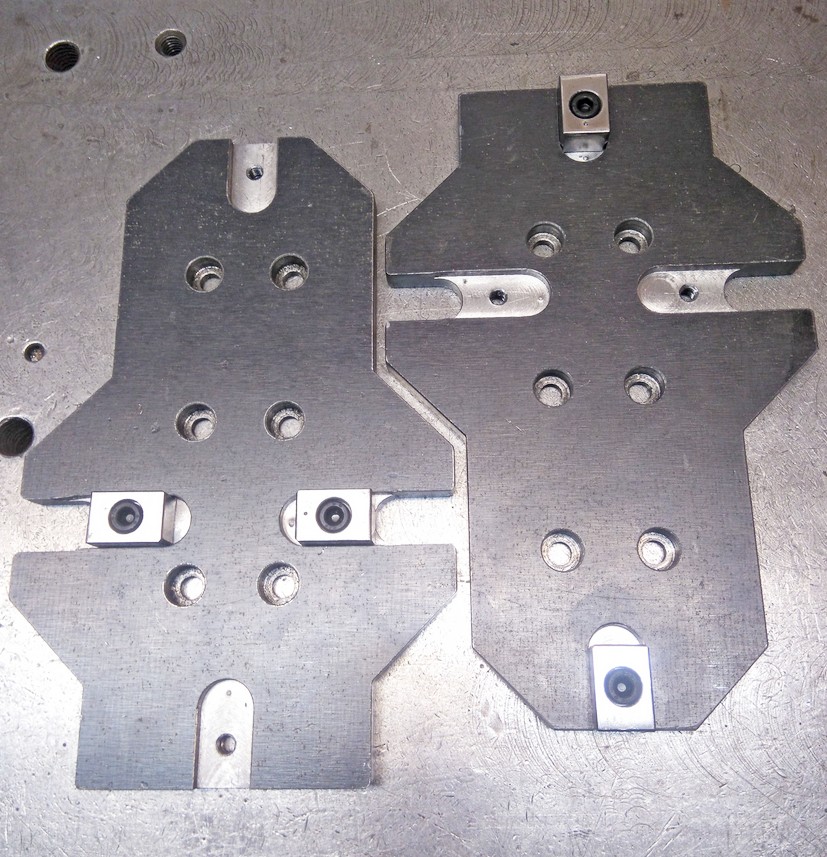
No i tak posuwam się do przodu. Imadło maszynowe obowiązkowo musi posiadać kamienie. Dzisiaj ogarnąłem też i ten temat. W podstawie imadła wyfrezowałem rowki, a z odpadów stali dorobiłem kamienie.
-
grawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 12
- Posty: 394
- Rejestracja: 25 maja 2010, 15:55
- Lokalizacja: Bielsko-Biała
Re: Imadło maszynowe do frezarki.
Imadło prawie na ukończeniu. Wczoraj zostały zrobione prace kosmetyczne i co ważniejsze skalibrowanie imadeł. Prace kosmetyczne to wygładzenie powierzchni, załamanie krawędzi, usunięcie przyczyn tarcia i delikatne dotarcie powierzchni pracujących ze sobą.
Imadło które nie jest skalibrowane, a wykonane nawet bardzo precyzyjnie jak na domowe warunki daje słabe efekty w postaci gotowego elementu obrabianego. Frezując np. kostkę nie uzyskamy kątów prostych.
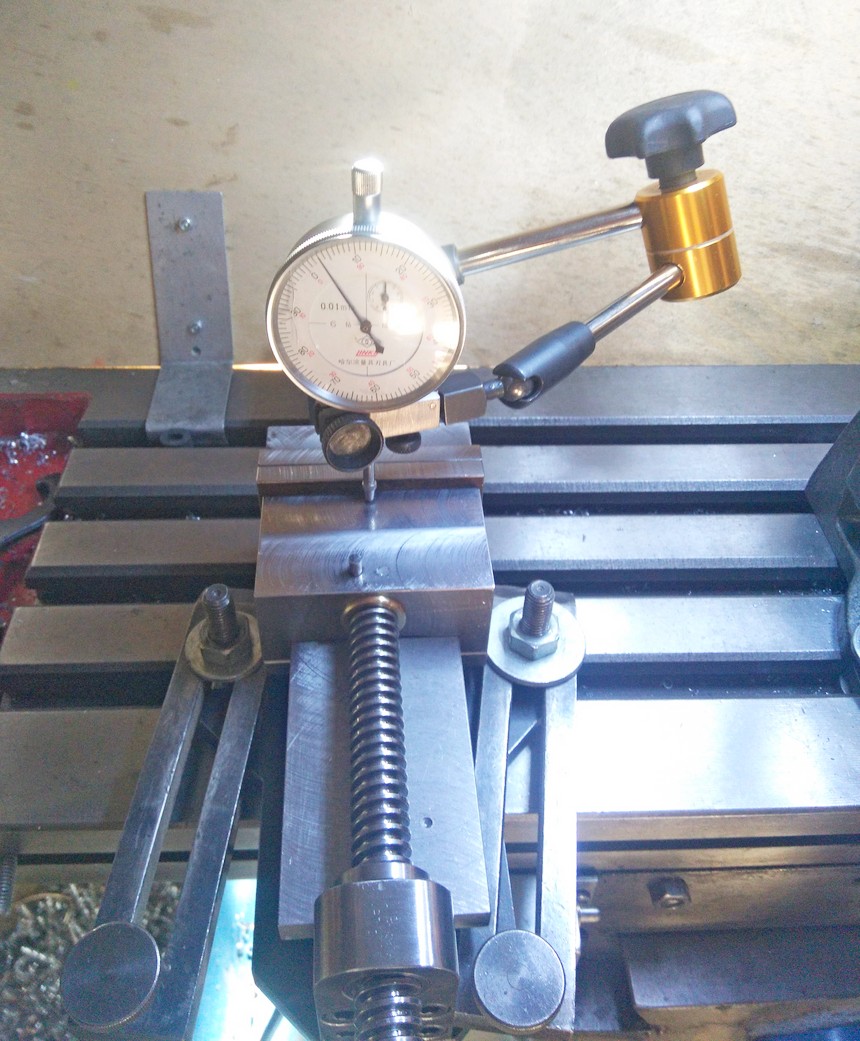
Sprawa była trochę uproszczona z racji tego że płyta podstawy jest przykręcana i ma nico luzu bocznego. Wystarczyło tylko osadzić imadło w rowkach frezarki zapiąć równą listwę i czujnikiem sprawdzić równoległość i prostopadłość. Następnie przez lekkie uderzenia w imadło i sprawdzanie czujnikiem po listwie zbliżać się do wyniku zerowego.
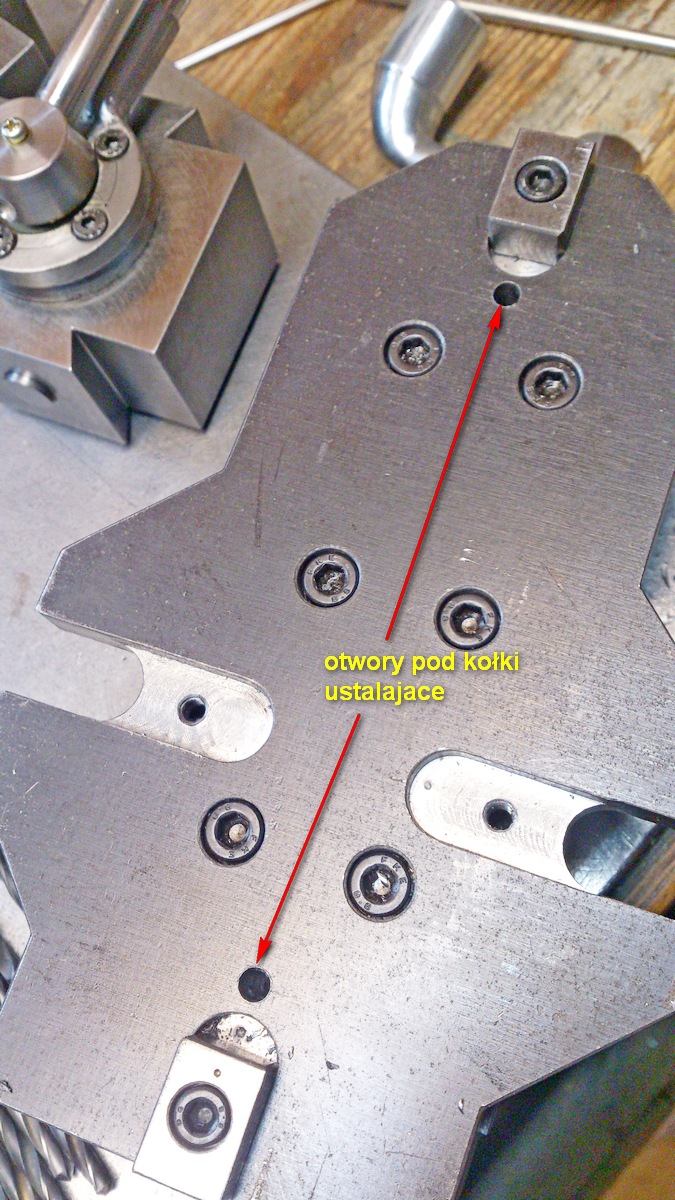
Zdjąć imadło z frezarki dokręcić mocniej dwie przeciwległe śruby oraz wywiercić i rozwiercić otworki ustalające.
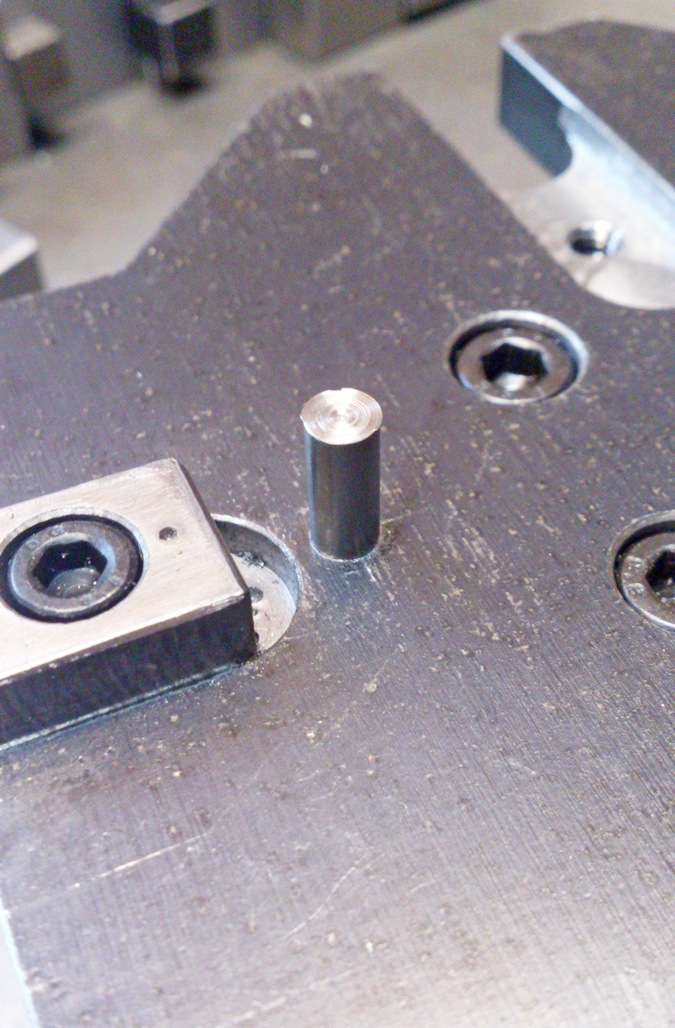
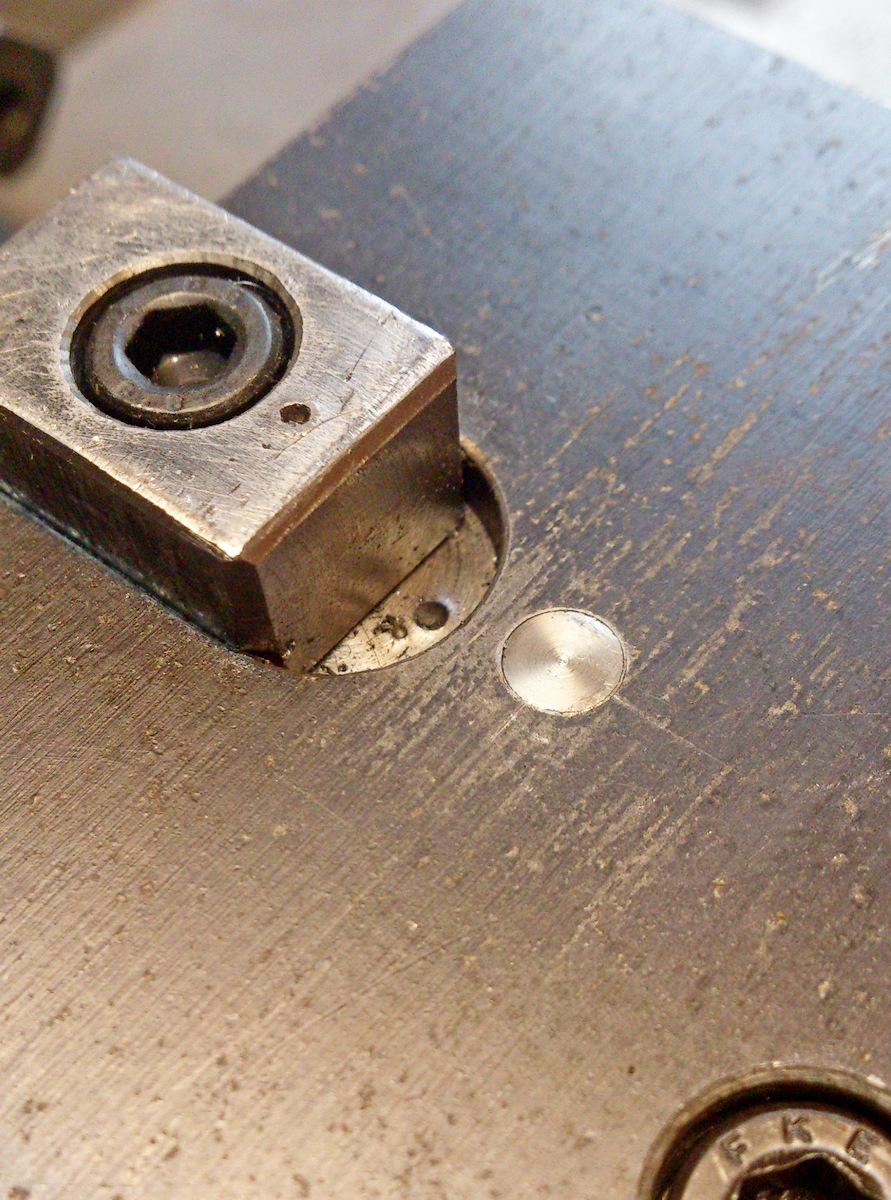
Osadzić kołki i jest gotowe.


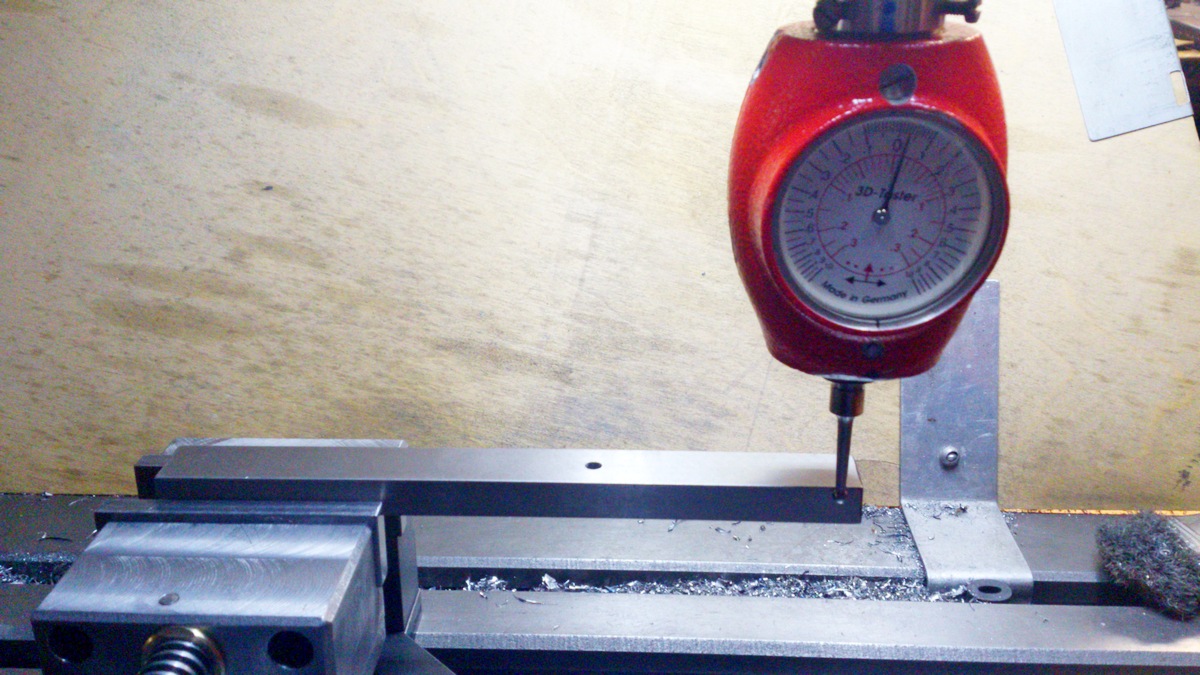
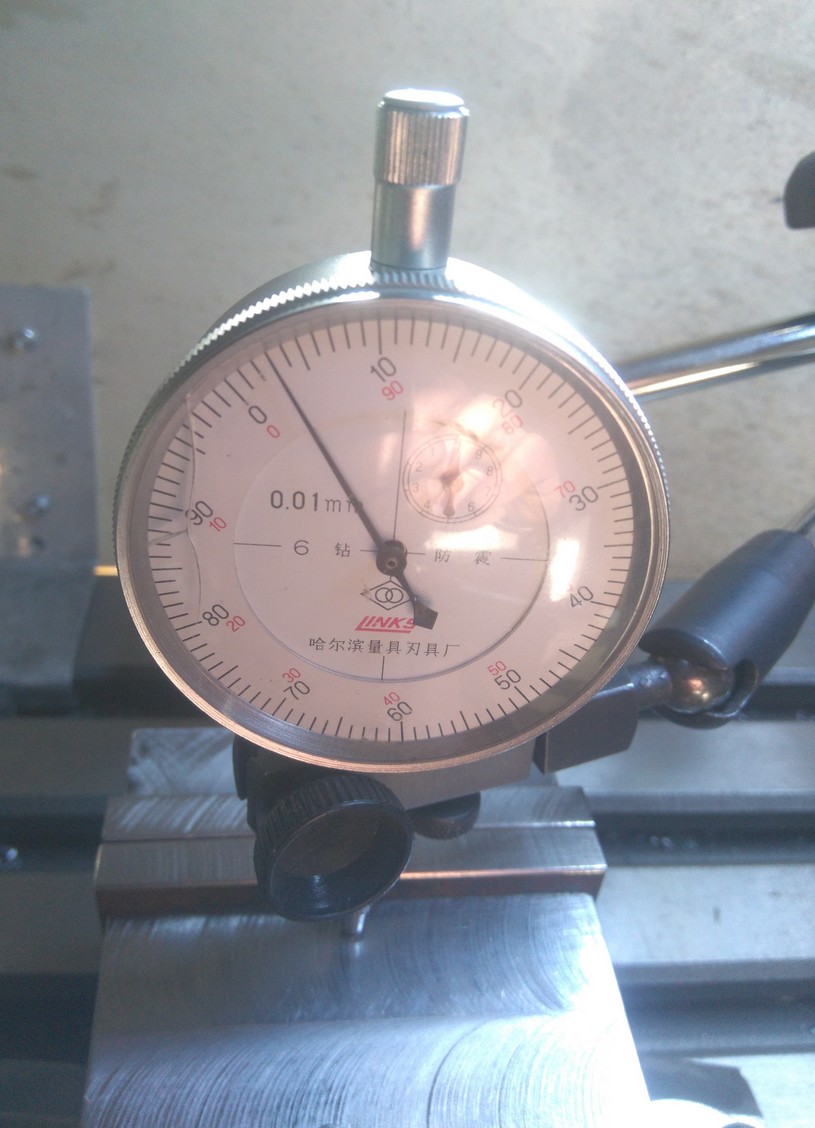
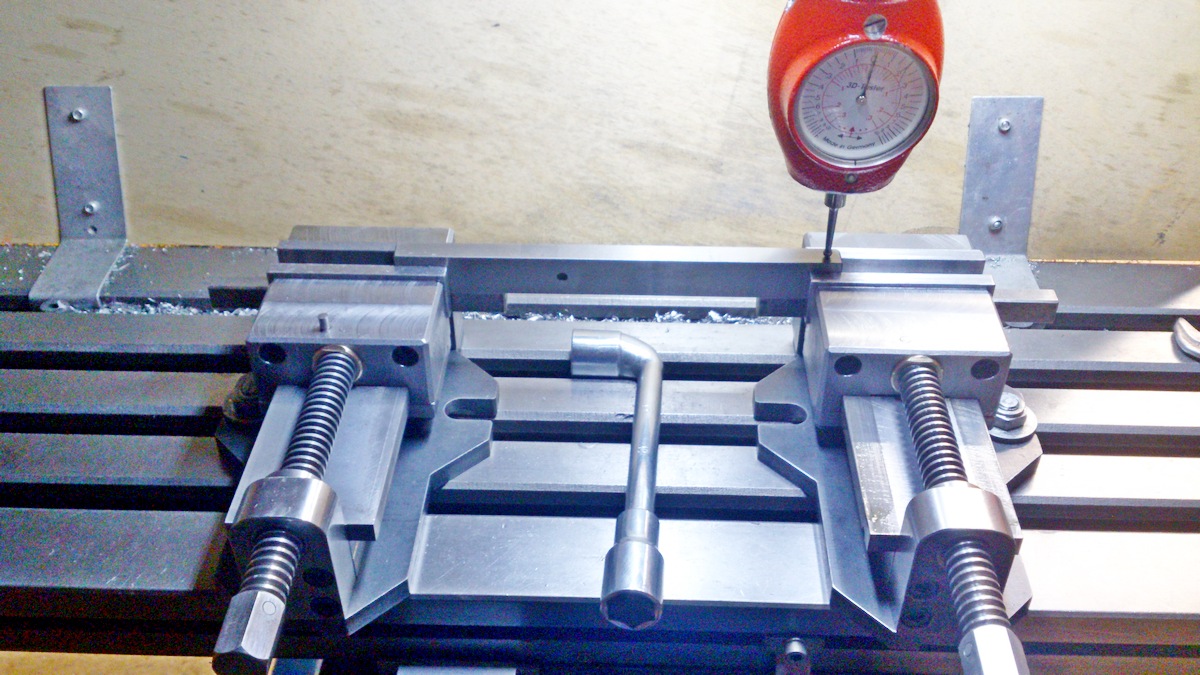
Teraz ustawić i sprawdzić na stole frezarki jakie są odchyłki dla dwóch imadeł mocowanych obok siebie i spiętych razem listwą. Tutaj był błąd 0,5mm. Zostało to skorygowane podkładką z blaszki 0,5mm pod wkładkę szczęki stałej.
Po sprawdzeniu czujnik pokazuje na odcinku około 20cm zbieżność 0,03mm.
Imadło które nie jest skalibrowane, a wykonane nawet bardzo precyzyjnie jak na domowe warunki daje słabe efekty w postaci gotowego elementu obrabianego. Frezując np. kostkę nie uzyskamy kątów prostych.
Sprawa była trochę uproszczona z racji tego że płyta podstawy jest przykręcana i ma nico luzu bocznego. Wystarczyło tylko osadzić imadło w rowkach frezarki zapiąć równą listwę i czujnikiem sprawdzić równoległość i prostopadłość. Następnie przez lekkie uderzenia w imadło i sprawdzanie czujnikiem po listwie zbliżać się do wyniku zerowego.
Zdjąć imadło z frezarki dokręcić mocniej dwie przeciwległe śruby oraz wywiercić i rozwiercić otworki ustalające.
Osadzić kołki i jest gotowe.
Teraz ustawić i sprawdzić na stole frezarki jakie są odchyłki dla dwóch imadeł mocowanych obok siebie i spiętych razem listwą. Tutaj był błąd 0,5mm. Zostało to skorygowane podkładką z blaszki 0,5mm pod wkładkę szczęki stałej.
Po sprawdzeniu czujnik pokazuje na odcinku około 20cm zbieżność 0,03mm.






