



Witam wszystkich kolegów,
potrzebuję pomocy w napisaniu programiku
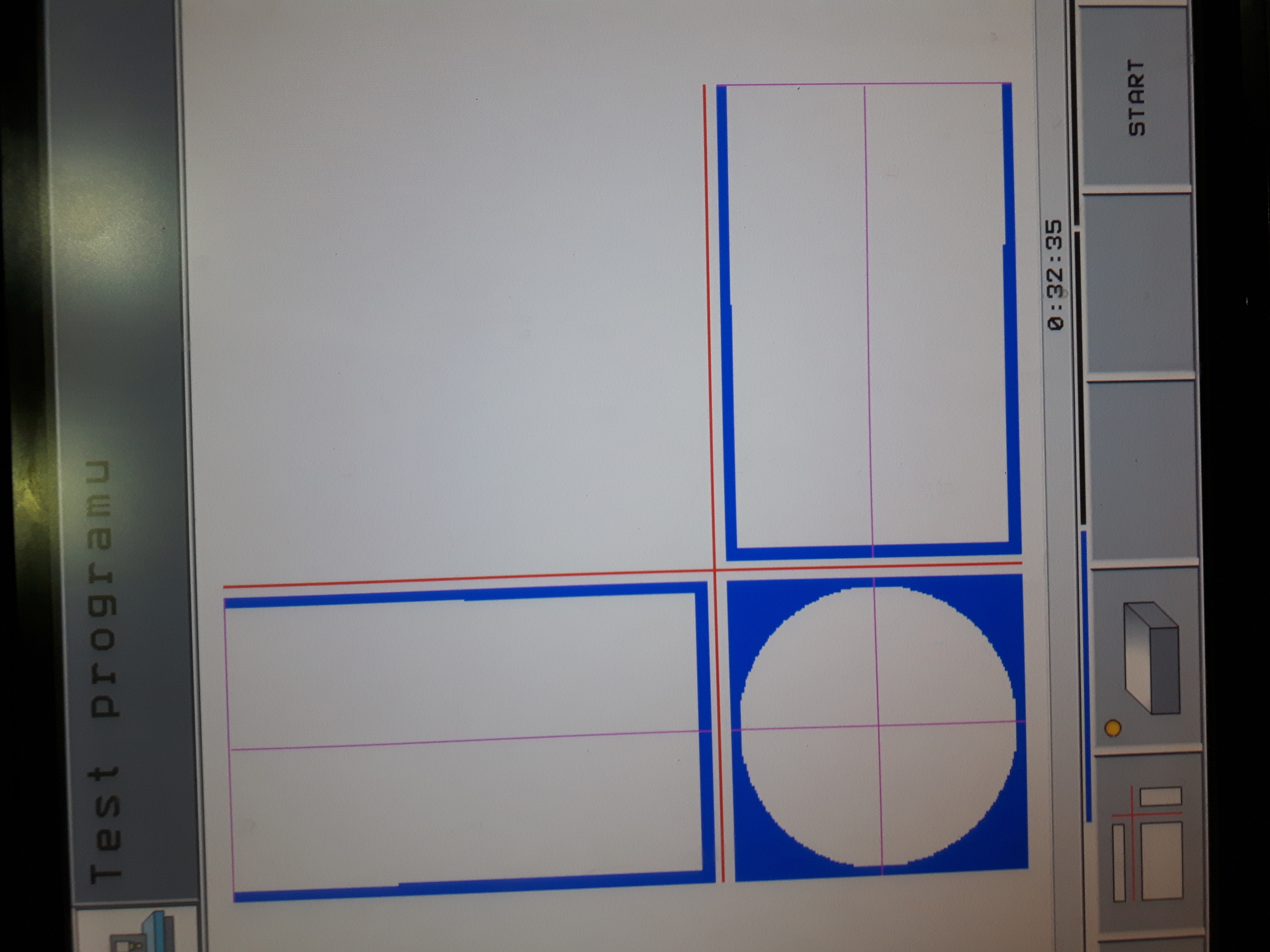
Mam do wykonania coś na zasadzie donicy
na górze średnica fi 120
na dole średnica fi 118
Wysokość detalu 200mm
chciałbym ten programik wykorzystać do obróbki zgrubnej i wykańczajacej
czyli zgrubnie frezowanie po ok 1mm
wykańczająco ap=0.2
nie mam jeszcze doświadczenia z Q parametrami dlatego proszę o pomoc bardziej doświadczonych ode mnie
pozdrawiam
HH pomoc w napisaniu programu
-
wawer
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 347
- Rejestracja: 30 kwie 2007, 14:29
- Lokalizacja: Wawa
HH pomoc w napisaniu programu
Jeżeli uważasz że pomogłem kliknij 
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM
Tagi:


-
nutrash
- Stały bywalec (min. 70)
")
- Posty w temacie: 2
- Posty: 70
- Rejestracja: 29 sty 2016, 19:24
- Lokalizacja: Wrocław
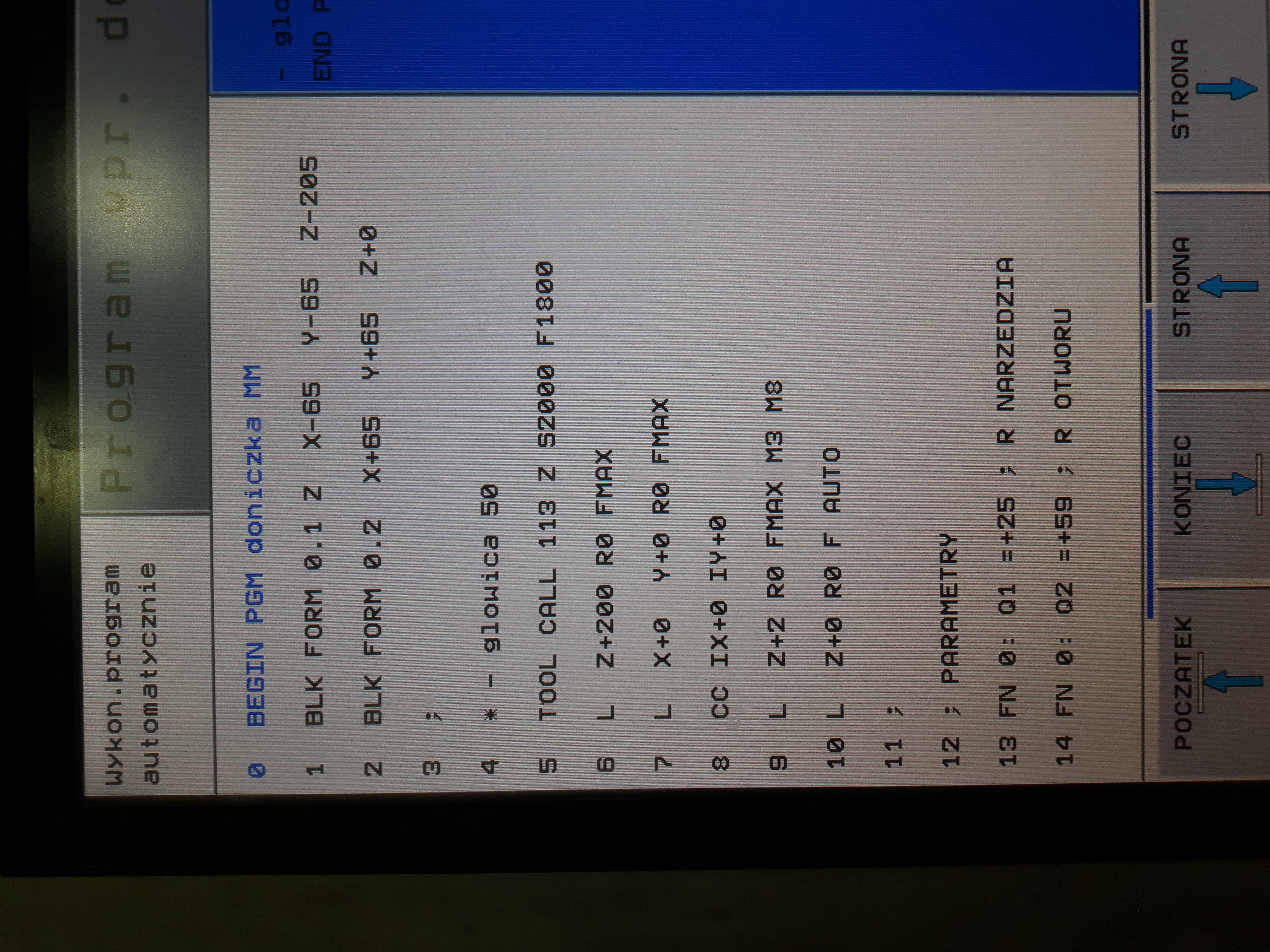
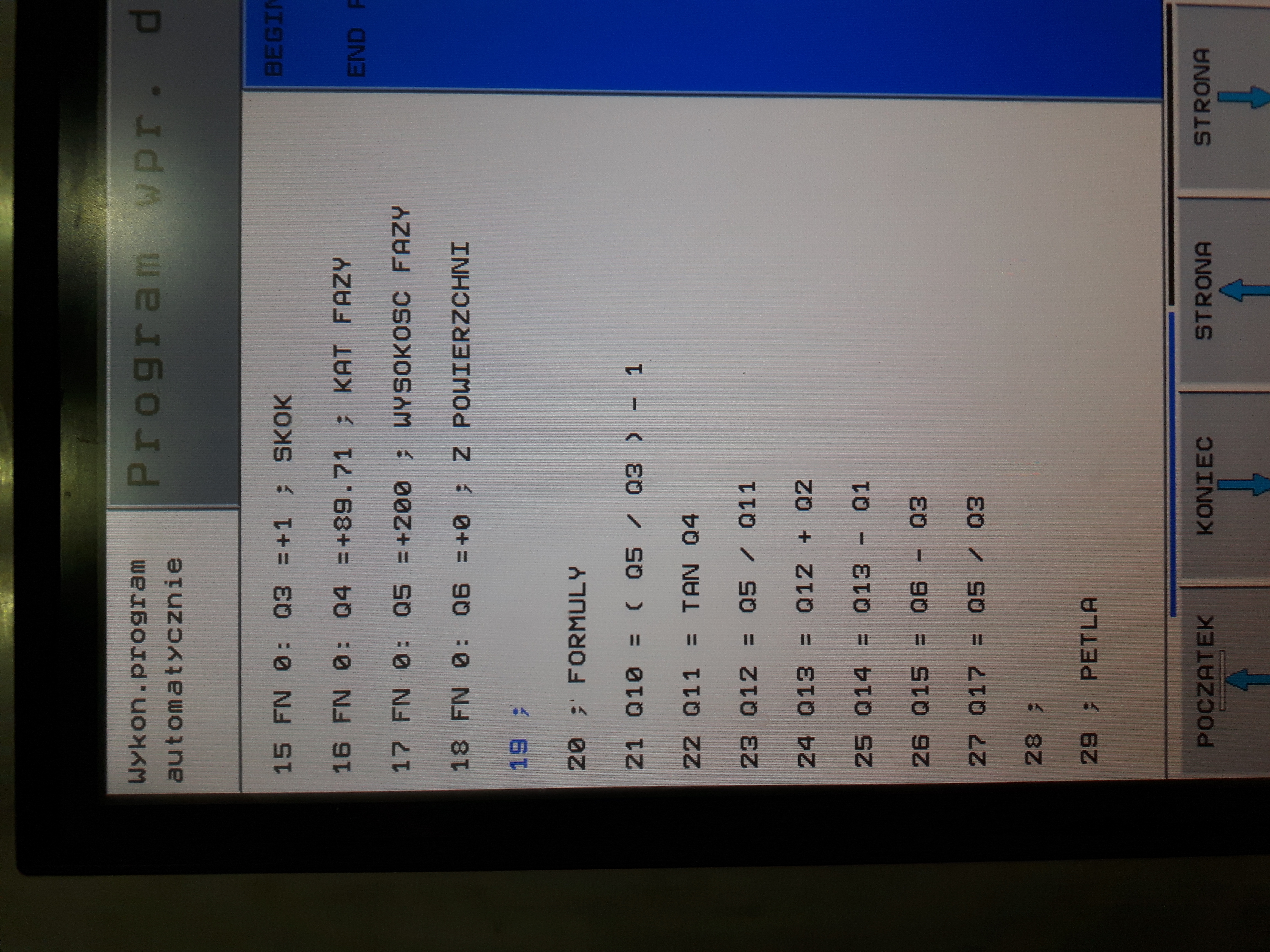
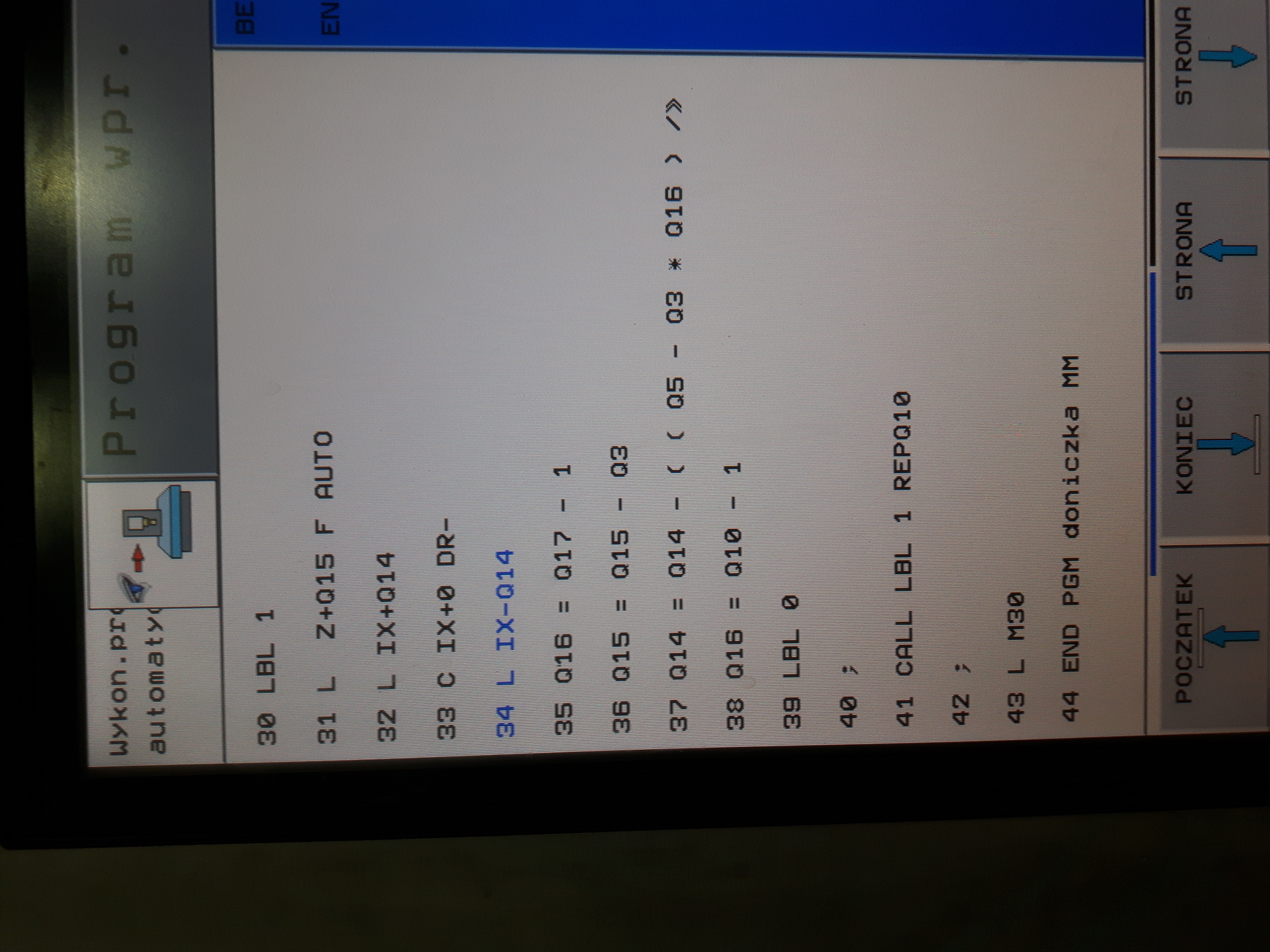
Blok 37 (nie widać całego na zdjęciu): Q14=Q14-((Q5-Q3*Q16)/Q11
Jedyne co musisz zmienić to blok 7 - współrzędne otworu oraz bloki 13 i 15. Ewentualnie 18 gdybyś zaczynal gdzie indziej niż na Z0.
Jak zrobisz to daj znać jak poszło, zwłaszcza wykańczanie
P.S. jak ktoś wie jak zmodyfikować, by promień ciągnęło samo z tabeli narzędzi to będę wdzięczny za informację
-
rafa30
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 197
- Rejestracja: 19 lut 2014, 23:41
- Lokalizacja: hyt
doniczka
Witam oto przykład prościej opisany zgrubnie a na wykończenie wystarczy
Q10=1000 i bedzie po 0,2 na obr.
0 BEGIN PGM MM
1 BLK FORM 0.1 Z X-60 Y-60 Z-200
2 BLK FORM 0.2 X+60 Y+60 Z+0
3 TOOL DEF 5 L0 R25
4 TOOL CALL 5 Z S3000
6 FN0:Q1=+200-GL.STOZKA
6 FN0:Q2=-1-PR.NA DOLE
6 FN0:Q10=+200- ILOSC POWT.
6 FN0:Q4=+60-PR.NA GORZE
6 FN4:Q1=Q1 DIV Q10
6 FN4:Q2=Q2 DIV Q10
6 FN4:Q2=Q2 DIV4
6 FN4:Q1=Q1 DIV2
7 CC X+0 Y+0
L Z+100 R0 F MAX
9 LP PR +Q4 PA+90 RR FMAX
10 L Z+10 R0 F1200 M3
L Z0 R0 F MAX
12 LBL 1
13 CC X0 Y-Q2
14 CP IPA+180 IZ-Q1 DR- RL
CC X0 Y+Q2
CP IPA +180 IZ-Q1 DR- RL
15 LBL0
16 FN1:Q10=Q10+-1
16 FN10:IF+Q10 NE0 GOTO LBL1
17 STOP M30
18 END PGM MM
[ Dodano: 2016-03-11, 18:46 ]
aha tam gdzie jest CP IPA+180 IZ-Q1 zapomniałem zmienić kompensacje promienia z RL na RR za co przepraszam
Q10=1000 i bedzie po 0,2 na obr.
0 BEGIN PGM MM
1 BLK FORM 0.1 Z X-60 Y-60 Z-200
2 BLK FORM 0.2 X+60 Y+60 Z+0
3 TOOL DEF 5 L0 R25
4 TOOL CALL 5 Z S3000
6 FN0:Q1=+200-GL.STOZKA
6 FN0:Q2=-1-PR.NA DOLE
6 FN0:Q10=+200- ILOSC POWT.
6 FN0:Q4=+60-PR.NA GORZE
6 FN4:Q1=Q1 DIV Q10
6 FN4:Q2=Q2 DIV Q10
6 FN4:Q2=Q2 DIV4
6 FN4:Q1=Q1 DIV2
7 CC X+0 Y+0
L Z+100 R0 F MAX
9 LP PR +Q4 PA+90 RR FMAX
10 L Z+10 R0 F1200 M3
L Z0 R0 F MAX
12 LBL 1
13 CC X0 Y-Q2
14 CP IPA+180 IZ-Q1 DR- RL
CC X0 Y+Q2
CP IPA +180 IZ-Q1 DR- RL
15 LBL0
16 FN1:Q10=Q10+-1
16 FN10:IF+Q10 NE0 GOTO LBL1
17 STOP M30
18 END PGM MM
[ Dodano: 2016-03-11, 18:46 ]
aha tam gdzie jest CP IPA+180 IZ-Q1 zapomniałem zmienić kompensacje promienia z RL na RR za co przepraszam
-
wawer
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 347
- Rejestracja: 30 kwie 2007, 14:29
- Lokalizacja: Wawa
Panowie trochę to trwało ale obydwa programy sprawdzone i działają
zasłuzone "pomógł " przyznane
dzięki wielkie
[ Dodano: 2016-04-05, 14:09 ]
Panowie trochę to trwało ale obydwa programy sprawdzone i działają
zasłuzone "pomógł " przyznane
dzięki wielkie
zasłuzone "pomógł " przyznane
dzięki wielkie
[ Dodano: 2016-04-05, 14:09 ]
Panowie trochę to trwało ale obydwa programy sprawdzone i działają
zasłuzone "pomógł " przyznane
dzięki wielkie
Jeżeli uważasz że pomogłem kliknij
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM
Pomagam w frezarkach HAAS
Tokarkach HAAS
Drutówkach MITSUBISHI
DRUTÓWKACH ACCUTEX
Świadczę usługi Obróbka skrawaniem, frezowanie, toczenie cięcie WEDM






