



HARTOWANIE MATRYC KUŹNICZYCH NC11LV

-
melonmelon
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 601
- Rejestracja: 16 wrz 2010, 11:58
- Lokalizacja: świete miasto
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
Fakt, da się hartować z ok. 900 st. C i będzie twarde.
Nie twardość jest ważna, ale jakie chcesz otrzymać inne własności, choćby odporność na pękanie, czy odporność na ścieranie. Pod własności dobiera się obróbkę cieplną.
Ciekawostka: czasem hartowanie w wodzie powoduje odpowiednią twardość i brak pęknięć, ale hartowanie w wodzie też trzeba dobrać do procesu.
Przy takich hartowniach, gdzie ludzie uczą się z internetu, występują wszystkie problemy jakie możesz sobie wymyśleć, plus to ci się Ci nawet nie śniło.
Nie podam szczegółów tego co tu było problemem wg Nich.
Wg mnie nie byli przygotowani do obróbki cieplnej
Nie mieli odpowiedniej wiedzy
Odpowiednich narzędzi
Itd
By miało to jakikolwiek sens.
pozdro
Nie twardość jest ważna, ale jakie chcesz otrzymać inne własności, choćby odporność na pękanie, czy odporność na ścieranie. Pod własności dobiera się obróbkę cieplną.
Ciekawostka: czasem hartowanie w wodzie powoduje odpowiednią twardość i brak pęknięć, ale hartowanie w wodzie też trzeba dobrać do procesu.
Przy takich hartowniach, gdzie ludzie uczą się z internetu, występują wszystkie problemy jakie możesz sobie wymyśleć, plus to ci się Ci nawet nie śniło.
Nie podam szczegółów tego co tu było problemem wg Nich.
Wg mnie nie byli przygotowani do obróbki cieplnej
Nie mieli odpowiedniej wiedzy
Odpowiednich narzędzi
Itd
By miało to jakikolwiek sens.
pozdro
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 5768
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
Nie da się hartować z 900 stopni. Uwierz mi, jasia niezłe docenty uczyły metaloznawstwa, a później jasiu miał okazję współpracować z bardzo dobrą hartownią, to się trochę zna. Tym bardziej, że sporo form z stali odpornych na wysoką temperaturę zrobił. Dla tej stali masz tysiąc stopni plus minus 30 stopni. I nie kombinuj, to musi się w austenit zamienić, trzeba dobrze wygrzać, ale nie przegrzać. Z 900 stopni pewnie coś tam już pociągnie, ale to nie będzie zahartowane.
-
melonmelon
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 601
- Rejestracja: 16 wrz 2010, 11:58
- Lokalizacja: świete miasto
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8194
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
I tu kolega ma rację.CFA pisze: ↑29 lip 2021, 18:24Ma dokładnie do Twojego problemu to, że może nie ma takiego problemu, bo nikt nie hartuje bez atmosfery ochronnej albo robi sie to tylko w piecach próżniowych. Po co smarować pastą jak hartowanie będzie z ochroną albo w próżniowym?CwaniakzPKSU pisze: ↑29 lip 2021, 18:17Tak ale co to ma do mojego problemu ? Pytałem o jakość tego zabezpieczenia. Wiem że istnieją piece z opcją wprowadzania gazów ochronnych )) . Poza tym hartowanie próżniowe jest dosyć drogie więc raczej odpada.
PS
I dlaczego sądzisz, że hartowanie próżniowe jest drogie?
Jest dość powszechne, nie wiem co dla Ciebie oznacza drogie - na pewno taniej niż gimnastyka z pastami czy foliami.
Dobrze jest mieć piec.CwaniakzPKSU pisze: ↑29 lip 2021, 19:32Ponieważ posiadamy piec , ale ... bez atmosfery więc taniej wyjdzie pasta lub folia niż zlecać to na zewnątrz. ....
Można sobie upiec chleb Romana , albo pizze.
....
Jak schrzanisz materiał to wyrzucisz do kosza .... , a pewnie nie mało kosztował..... Podejrzewam że w próżni to ponad 10 zł za kg więc po co mam płacić 400 zł , jak można u siebie. Pasta 30 zł , folia 36 lub 80 zł większa, ponoć da się wykorzystać 5 razy .
I gdzie tu oszczędność ?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Shrinker
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 66
- Rejestracja: 06 paź 2020, 18:53
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
Jeżeli detal ma wagę >40kg, to dzielić zapaliczkę na 4 części - nie warto.
Albo podgrzewanie w BaCl2+KCO3 do 1050 stopni, albo normalny piec próżniowy+argon.
Mały detali możliwe ochronić boraksem w wodzie. T.zn. woda z boraksem - podgrzewamy do 300 stopni, ponownie woda z boraksem, dopóki nie otrzymamy warstwę suchego boraksu. Przy +600 on ochroni stal przed utlenieniem.
Albo podgrzewanie w BaCl2+KCO3 do 1050 stopni, albo normalny piec próżniowy+argon.
Mały detali możliwe ochronić boraksem w wodzie. T.zn. woda z boraksem - podgrzewamy do 300 stopni, ponownie woda z boraksem, dopóki nie otrzymamy warstwę suchego boraksu. Przy +600 on ochroni stal przed utlenieniem.
-
kolec7
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 996
- Rejestracja: 01 mar 2009, 22:40
- Lokalizacja: Poznań
- Kontakt:
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
Głupoty gadasz.Nie da się hartować z 900 stopni.
Da się. Sprawdzone.
- zarówno w piśmie:
...jak organoleptycznie.
Akurat w tym przypadku, to nie kwestia wiary, ale przerobionych paru kilogramów tej popularnej stali.Uwierz mi,
Zapewne docenty były niezłe, ale wcale jasiu nie musiał rozumieć ich mowy.jasia niezłe docenty uczyły metaloznawstwa,
Jeśli wyżej wspomniana hartownia z tolerancją plus/minus 30 ° C kontroluje temperaturę, to śmiem twierdzić, że "dobrą" nie jest.a później jasiu miał okazję współpracować z bardzo dobrą hartownią
Jasiu - ta stal właśnie pozwala na olbrzymie kombinacje. Po, to została stworzona. Po, to został opracowany jej unikatowy skład chemiczny.I nie kombinuj, to musi się w austenit zamienić, trzeba dobrze wygrzać, ale nie przegrzać.
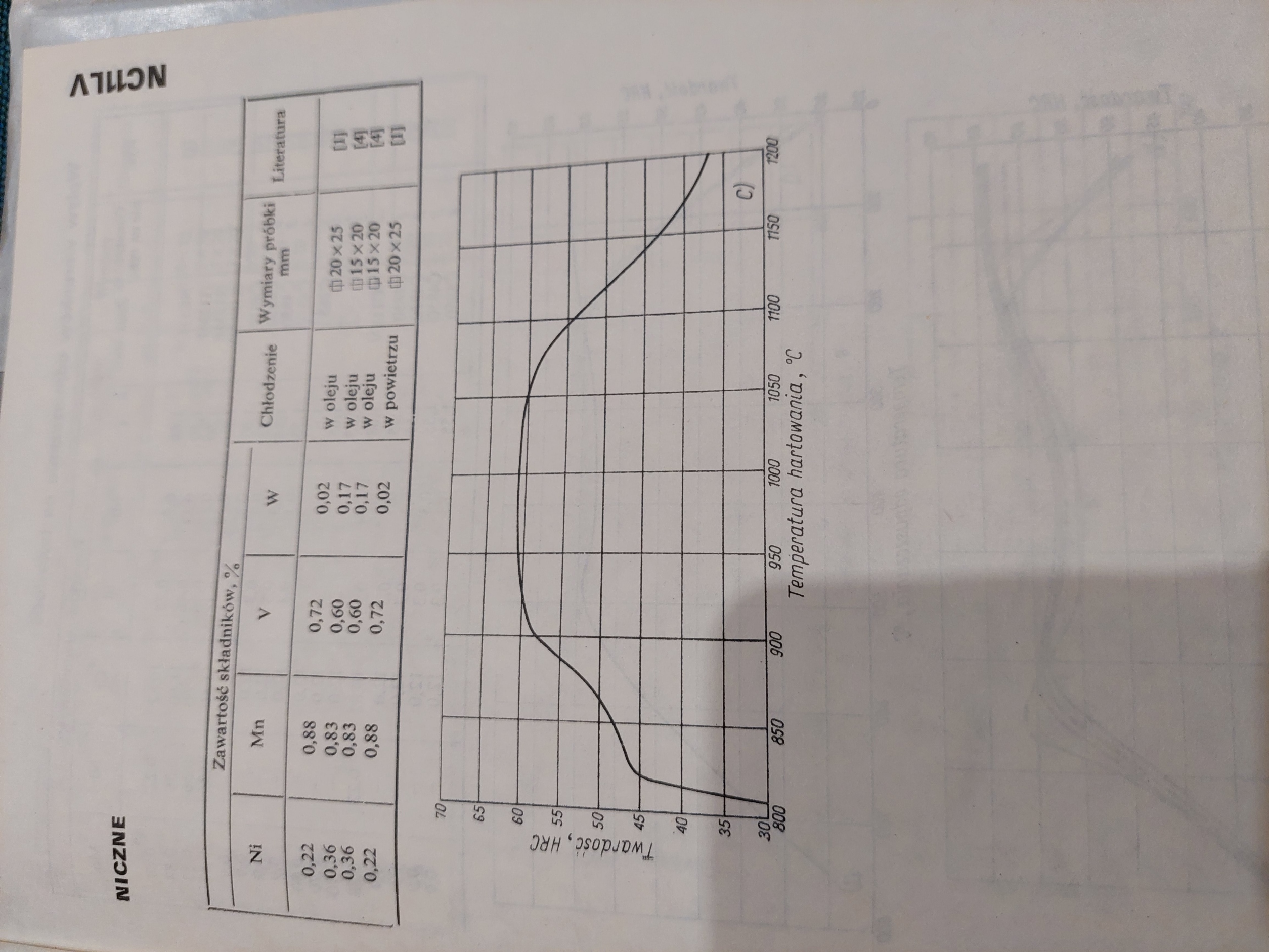
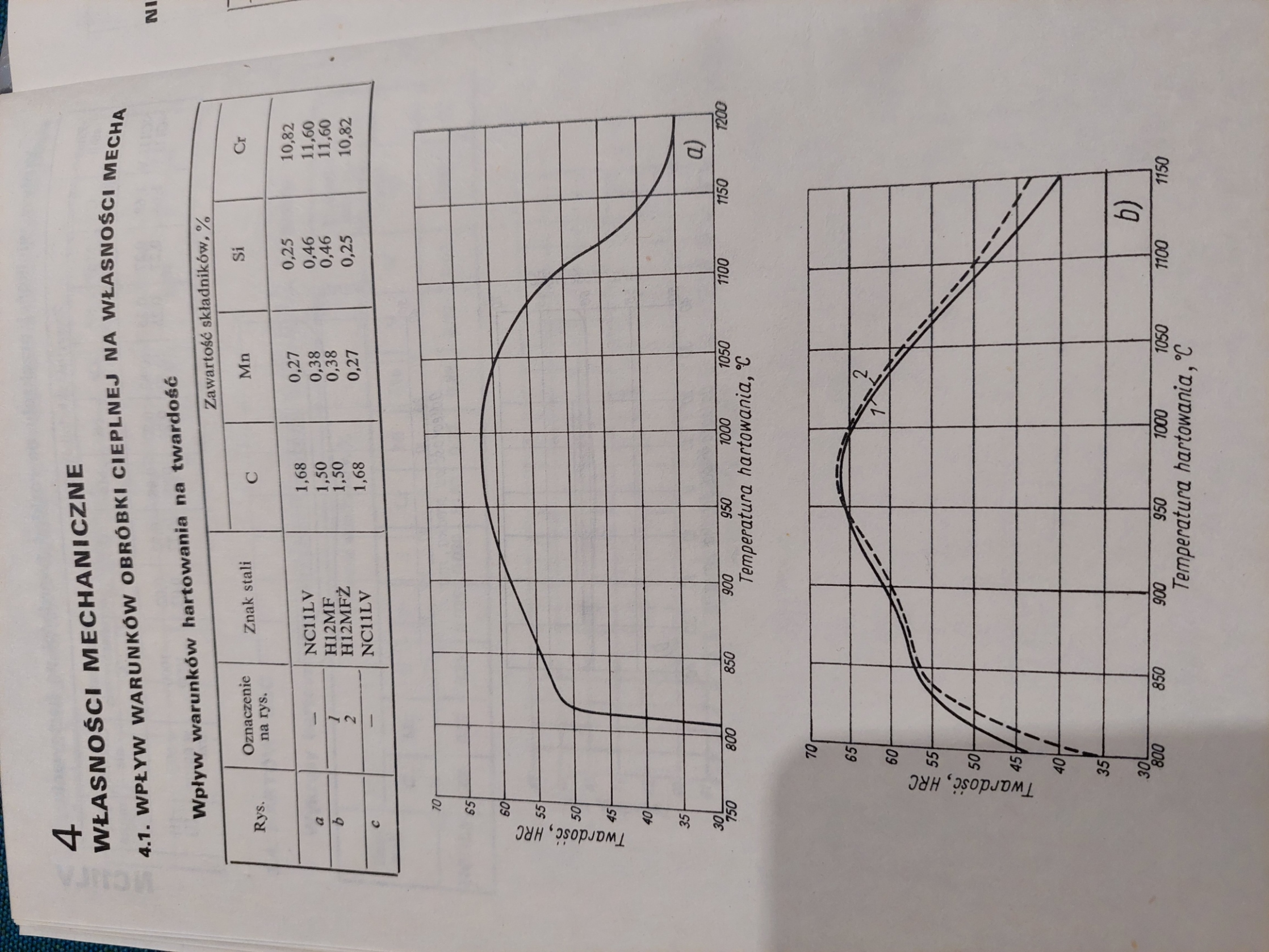
To właśnie długie wypłaszczenie krzywych, które przytoczyłem powyżej, pozwala na sterowanie własnościami stali NC11LV w bardzo szerokich granicach. Tylko trzeba mieć świadomość co się robi i po co. Co się traci, kosztem zysku w innym miejscu.
Ponadto jeśli wspominasz o austenityzacji, to sprawdź, gdzie się wydzielenie austenitu zaczyna dla tego gatunku.
Zaręczam Cię, że NC11LV możesz hartować już z temperatur lekko powyżej 900 ° C. Z tym, że w austenicie mało co rozpuścisz w tej temperaturze. Ma, to swoje wady i zalety. Jakie? Do książek - lub zapytaj swoich docentów. Jeśli żyją jeszcze. Bo dziś już docentów nie ma (prawie). W drugą stronę - możesz tą stal wygrzać bardzo wysoko. Też ma, to swoje wady i zalety. Jedno jest pewne - trudno ją sp***dolić. Trudno doprowadzić do anormalnego rozrostu ziarna. Można ją odpuszczać na twardość wtórną. Tylko trzeba wcześniej odpowiednio ją zahartować, aby "coś" w strukturze zaszło. A może zajść - bez wspomnianego rozrostu ziarna. Można tą stal odpuścić dwu lub trzy krotnie - na podobieństwo stali szybkotnących, bo zajdzie w niej zjawisko bardzo podobne, do tego właśnie ze stali szybkotnących. NC11LV można zrobić nawet "prawie" nierdzewną. A można ją sp***dolić uczulając na korozję międzykrystaliczną. Można ją hartować w solach, w foliach, w mazidłach. Można hartować w powietrzu. Można w próżni. Jednak wszystko ma swoje wady i zalety. Nawet, ta cudowna próżniowa technologia.
Można powiedzieć, że na ten gatunek wręcz nie ma jednego przepisu.
Ale.....
Jest jeden złoty środek, który godzi większość zalet i wad. Co nie oznacza wcale, że stosowane w hartowniach usługowych, dwa główne "przepisy" na pieczenie tego gatunku, wyzyskują z niego, to co najlepsze w danym zastosowaniu. W hartowaniu usługowym ogół klientów ma być zadowolony i jest. Jednak przemysłowe hartownie (wewnątrz-zakładowe) mocno zmieniają tą receptę uniwersalną. Tylko!.... technolog układający proces pod konkretny produkt wie gdzie jest w danym momencie na wykresie CTPi i CTPc.......
Znakomicie jest mieć piec. Tylko trzeba wiedzieć, jak z niego korzystać....Dobrze jest mieć piec.
"W życiu piękne są tylko chwile...."
-
Mrozik
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 748
- Rejestracja: 19 maja 2007, 20:33
- Lokalizacja: Wrocław
- Kontakt:
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
1. NC11LV to stal narzędziowa do pracy na zimno.
2. Melonkote to powłoka ochronna do ~900 stopni a NC11LV się hartuje z ~1050stopni.
3. My grzejemy w folii + papierek na wypalenie tlenu. Zendry nie ma, nalot z oleju jest. Przed chłodzeniem wyciągamy z folii.
2. Melonkote to powłoka ochronna do ~900 stopni a NC11LV się hartuje z ~1050stopni.
3. My grzejemy w folii + papierek na wypalenie tlenu. Zendry nie ma, nalot z oleju jest. Przed chłodzeniem wyciągamy z folii.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 5768
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: HARTOWANIE MATRYC KUŹNICZYCH NC11LV
Oj zdziwiłbyś się. Powiem nieskromnie, miałem propozycję pozostania na wydziale metalurgicznym. Nie stać mnie było na życie w domu asystenta.
A gdzie ja napisałem, że z taką tolerancją pracował piec?
Tak? Sto lat temu (faktycznie poumierali) robiliśmy badania właśnie matryc kuziennych. Gdzieś to pewnie jeszcze jest opisane. Zauważ, że czym innym jest forma odlewnicza (np. do lania aluminium), a czym innym forma do kucia, gdzie musisz mieć też odporność na zmęczenie. Wiem, że masz spore wiadomości z metaloznawstwa, ale ja cały czas sugeruję się właśnie tym, że to dotyczy matryc do kucia, właśnie dlatego proponowałem ten tysiak, plus minus 30 stopni. Możesz na piecu ustawić 970, możesz 1030, możesz każdą inną wartość, ale ja bym sugerował z tego zakresu. Tak przypominając sobie, co wychodziło nam później na badaniach zmęczeniowych, to proponuję.






