



geometria noża tokarskiego do toczenia żeliwa
-
ak47
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 941
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
geometria noża tokarskiego do toczenia żeliwa
Witam. Jak powinien wyglądać prawidłowo zaostrzony nóż do toczenia żeliwa ? mam na myśli nóż z płytką lutowaną. Wierzchołek zaokrąglony ? Kat natarcia dodatni ? zerowy ? ujemny ? i wszelkie uwagi na temat dobrego ostrzenia noży do żeliwa. Czeka mnie toczenie kilku wałków dla rodziny z tym że mają mieć jak najlepszą powierzchnię (niczym tarcza hamulcowa) więc wypadałoby poznać tajniki właściwego ostrzenia noża do tej pracy.
Tagi:


-
pukury
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 7724
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
raczej na zero - ani dodatni ani ujemny.
tak robię - ale ktoś może inaczej .
i też dobrze.
tylko z obrotami nie przesadzaj .
i oczywiście nóż do żeliwa - inne płytki.
z żeliwem to zdrada - niby nie takie twarde ( szare ) a noże idą szybko.
no i podłóż gazetkę pozbieraj wióra - chętnie wezmę
pozdrawiam.
raczej na zero - ani dodatni ani ujemny.
tak robię - ale ktoś może inaczej .
i też dobrze.
tylko z obrotami nie przesadzaj .
i oczywiście nóż do żeliwa - inne płytki.
z żeliwem to zdrada - niby nie takie twarde ( szare ) a noże idą szybko.
no i podłóż gazetkę pozbieraj wióra - chętnie wezmę
pozdrawiam.
Mane Tekel Fares
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Żeliwo(szare nie stopowe i niskostopowe) jest dosyć twarde(węgiel) ale sypkie, więc nie ma co robić dodatniego kąta natarcia(ewentualnie niewielki łagodny) i ostrego wierzchołka bo szybko się stępi, zwłaszcza jak są wtrącenia rdzy(porowate) i piasku(odlewy w formach piask.).
Tak więc wystarczy, że typowa płytka będzie tylko podostrzona (gł. pow. przyłożenia) i lekko zukosowana do tyłu powierzchnia pomocnicza, tak by kąt miedzy nimi był mniejszy jak 90°, przy prostopadłej do osi toczenia głównej, nóż NNBE(surowe płytki często mają kąt 90° i brak skosów). Promień wierzchołka dość spory (lub spora fazka), nawet ze 2mm. Będzie również gładsza powierzchnia.
 (NNBE)
(NNBE)
Można do żeliwa użyć również NNZC, powierzchnie(gł. przyłożenia i pomocniczą) przeostrzyć, wierzchołek zaokrąglić.
NNZC będzie jednak potrzebować większej mocy niż NNBE przy takiej samej głębokości skrawania.
Najlepszy węglik do żeliwa szarego nie stopowego i niskostopowego (sypki wiór), to gatunku H (według ISO- na trzonku ozn. K- kolor czerwony, lub M i kolor żółty)


Cyfry po literze np: K10 do najtwardszych żeliw (węglik najtwardszy ale najbardziej kruchy) ÷ K30 do najbardziej miękkich (węglik mniej twardy, za to najelastyczniejszy, np do zapiaszczonych, porowatych itd...)
(to samo dotyczy P)
Do żeliwa ciągliwego natomiast(dającego długi wiór) gatunek litera S (według ISO- P -kolor niebieski)

Tak więc wystarczy, że typowa płytka będzie tylko podostrzona (gł. pow. przyłożenia) i lekko zukosowana do tyłu powierzchnia pomocnicza, tak by kąt miedzy nimi był mniejszy jak 90°, przy prostopadłej do osi toczenia głównej, nóż NNBE(surowe płytki często mają kąt 90° i brak skosów). Promień wierzchołka dość spory (lub spora fazka), nawet ze 2mm. Będzie również gładsza powierzchnia.
(NNBE)Można do żeliwa użyć również NNZC, powierzchnie(gł. przyłożenia i pomocniczą) przeostrzyć, wierzchołek zaokrąglić.
NNZC będzie jednak potrzebować większej mocy niż NNBE przy takiej samej głębokości skrawania.
Najlepszy węglik do żeliwa szarego nie stopowego i niskostopowego (sypki wiór), to gatunku H (według ISO- na trzonku ozn. K- kolor czerwony, lub M i kolor żółty)
Cyfry po literze np: K10 do najtwardszych żeliw (węglik najtwardszy ale najbardziej kruchy) ÷ K30 do najbardziej miękkich (węglik mniej twardy, za to najelastyczniejszy, np do zapiaszczonych, porowatych itd...)
(to samo dotyczy P)
Do żeliwa ciągliwego natomiast(dającego długi wiór) gatunek litera S (według ISO- P -kolor niebieski)
pozdrawiam,
Roman
Roman
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
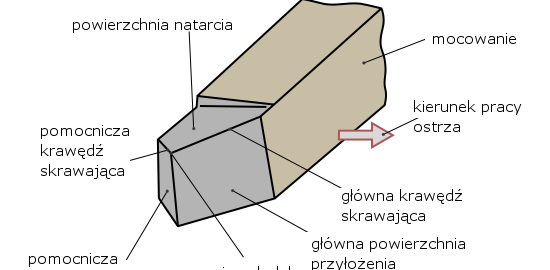
Kąt ujemny stosuje się zazwyczaj do płytek wymiennych( z łamaczami) przy toczeniu twardych materiałów, przy dużych głębokościach skrawania i posuwach, by jak najmniej narażać krawędź skrawającą na uszkodzenie, ścieranie, udary, gdyż jak widać na tym rysunku odcinany wiór napiera na powierzchnię natarcia trochę dalej od krawędzi skrawającej mniej ją ścierając i rozgrzewając (żółte pole na zdjęciach), a jego kształt( wióra) sam tworzy pseudododatni kąt natarcia. Ale musi być do tego zachowana duża prędkość Vc (skrawania, czyli w praktyce posuw) i głębokość skrawania.ak47 pisze:Przy kolejnym wałku dałem kat ujemny ale nie wpłynęło to na pracę w sposób zauważalny.

[youtube][/youtube] dodatni (błędnie wpisano: "skrawanie - kąt ujemny")
[youtube][/youtube] ujemny
Czyli generalnie aby wydłużyć czas do wymiany, ale w mocnych i sztywnych maszynach produkcyjny, jak również głowicach frezerskich.
Tu ciekawy filmik o skrawaniu stali przez pojedyncze ostrze (ziarno), paralelne do toczenia.
Można zauważyć wpływ kształtowania się wióra w zależności od głębokości skrawania, o czym była dysputa na forum (widać dlaczego wychodzi gorsza powierzchnia przy zbyt małej głębokości w por. do końca filmu, i związane z tym implikowanie narostów w powierzchnię).
[youtube][/youtube]
pozdrawiam,
Roman
Roman






