Na wstępie chcę przeprosić za tworzenie pewnie 100go tematu o z takim samym problemem, ale ilość prób już mnie przerosła i nie wiem czy w dobrym kierunku idę czy tak po prostu ma być jak jest.
Wrzeciono 3kW 3x220V 300Hz 18k obrotów zasilane z falownika LS ig5A sv040iG5a-4 (falownik 4kW na wyjściu ma 3x380V w parametrach obniżyłem napięcie wyjściowe do 220V tryb sterowania wybrałem skalarny przy wektorowym jak chwilę pracowałem to wrzeciono w sklejce pod obciążeniem mi się zatrzymało jakby niemało mocy)
Wrzeciono mam takie:

Wrzeciono z frezem przy 18k obrotów BEZ obciążenia=300Hz pobiera 0.7A(odczyt z falownika)
przy frezowaniu pobiera 1A prąd znamionowy wrzeciona to 8,6A czyli wrzeciono praktycznie chodzi na pusto(?)
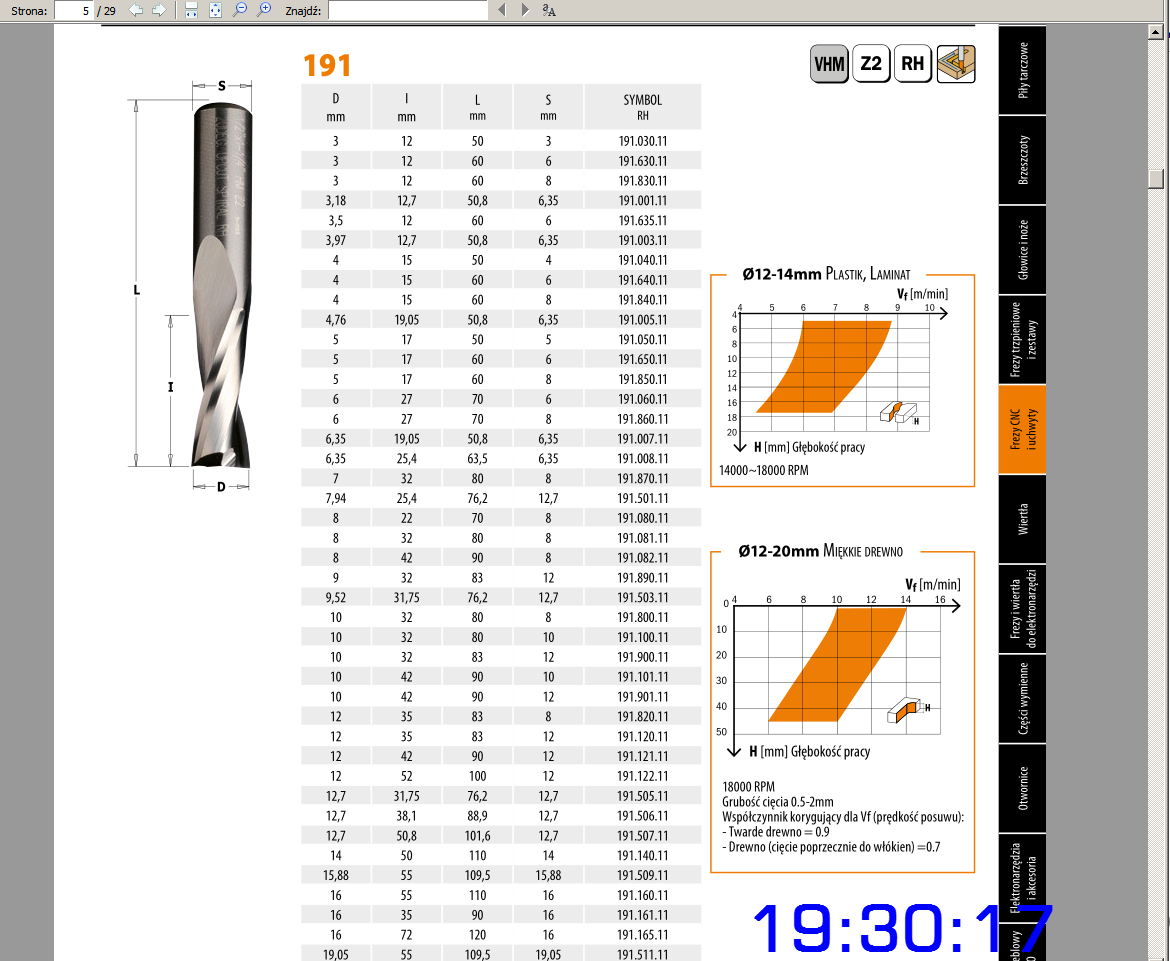
Frez jaki uzywam to CMT 912.080.11

Parametry pracy:
Vc=400mm/min (tu jest największy mój problem/pytanie-przy tej prędkości do zrobienia czegokolwiek trzeba używać kalendarza nie stopera.... )
5mm-ilość zbieranej sklejki na przejazd
18 000-obroty wrzeciona
75mm/min -V zagłębiania w materiał
Filmik z pracy: https://youtu.be/iBUuZGL2iAs
(Przepraszam za jakość-niebył nagrany w celu udostępniania)
Co zrobić żeby lepiej to szło?
*Czy przy tym frezie mogę zwiększyć posuw i naile? Nie mogę znaleźć w katalogu CMT charakterystyki pracy frezy tak jak jest dla części innych frezów.
*Czy może kupiłem wrzeciono o za małych obrotach (18 000obr/min) ?
Zamówiłem inny frez i dziś go włożę może ktoś mi podpowie posuw/zagłebienie/obroty dla sklejki?

Frez węglikowy 2-piórowy 8mm trzpień 8mm do DREWNA itp.
Specyfikacja:
Geometria - 2 ostrza
Materiał - węglik spiekany
Średnica części roboczej (ostrza) D1: 8,0 mm
Długość części roboczej L1: 32,0 mm
Średnica trzpienia (uchwytu) D2: 8,0 mm
Długość całkowita L2: 80,0 mm
Kod frezu: 2PGL1.080.032.080
Z góry dziękuje za wskazówki.



")
")

")