



4 baterie są od enkoderów, 6V zasila każdy enkoder.
AL-17 oznacza że parametry z ramu podtrzymywanego beznapięciwo się posypały - to scalak Fujitsu w podstawce gdzieś koło wyświetlacza.
Sprawdź napięcia na płycie jeśli ok to musisz zainicjować pamięć ram na serwonapędzie wrzeciona.
Procedura jest np tu:http://www.cnczone.com/forums/fanuc/469 ... oblem.html
Jeśli alarm masz po kilku minutach to zanim się pojawi spisz parametry Fxx przed tym procesem, bo wydaje mi się że parametry się posypią po inicjalizacji.
Wyłączenie "jak Off z guzika" trochę dziwnie ma się do tego AL-17.
Po AL-17 raczej jest spindle alarm
Fanuc 0-MC Stama MC 010


-
tomx_
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 9
- Posty: 84
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Witam
Dzięki za odpowiedz.
Problemy z samoczynnym wyłączaniem i alarmem AL-17 rozwiązane.
Brakowało jednej fazy na wyjściu z transformatora . (mój błąd)
teraz mam alarm 1003
wszystkie osie maja pozycje 0.000 mmm (skutek rozłączenia baterii )
i nie chcą się w żadne sposób poruszyć . Próbowałem w trybie joog z użyciem guzika OT Release.
Ale tylko wyświetla dodatkowe błędy
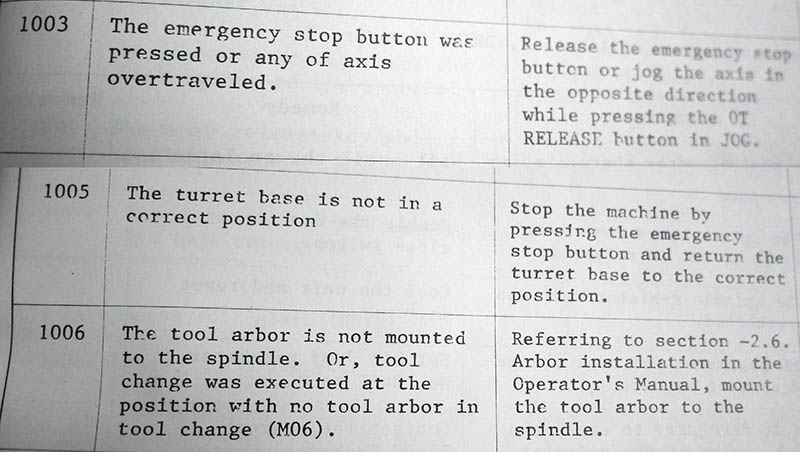
alarm 1005 – the turret base is not in a correct position
alarm 1006 – the tool arbor is not mounted to the spindle
Dzieki
Robert
Dzięki za odpowiedz.
Problemy z samoczynnym wyłączaniem i alarmem AL-17 rozwiązane.
Brakowało jednej fazy na wyjściu z transformatora . (mój błąd)
teraz mam alarm 1003
wszystkie osie maja pozycje 0.000 mmm (skutek rozłączenia baterii )
i nie chcą się w żadne sposób poruszyć . Próbowałem w trybie joog z użyciem guzika OT Release.
Ale tylko wyświetla dodatkowe błędy
alarm 1005 – the turret base is not in a correct position
alarm 1006 – the tool arbor is not mounted to the spindle
Dzieki
Robert
-
cnc35
- Znawca tematu (min. 80)
- Posty w temacie: 3
- Posty: 84
- Rejestracja: 25 lip 2010, 21:40
- Lokalizacja: PL
Posiadasz na papierze coś podobnego jak poniżej?
03004 |
74M *--|/|------|/|------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.0|
| |
| |
03009 |
74N *---||------|/|------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.1|
| |
| |
03014 |
74O *--|/|-------||------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.2|
| |
| |
03019 |
74P *--|/|---------------------------------------------------------------------( )---*
| X0012.1 R0630.0|
|
Naciśnij przycisk Param/Diagos kilka razy i zobacz czy wyświetli się ekran z takim czymś co wkleiłem powyżej?
Pozamykaj drzwi w maszynie
Jak opisany jest alarm 1003?
Zrób zdjęcie pulpitu z klawiszami pod fanuciem i wklej tu
03004 |
74M *--|/|------|/|------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.0|
| |
| |
03009 |
74N *---||------|/|------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.1|
| |
| |
03014 |
74O *--|/|-------||------|/|------|/|------------------------------------------( )---*
| D0452.0 D0452.1 D0452.2 D0452.3 R0553.2|
| |
| |
03019 |
74P *--|/|---------------------------------------------------------------------( )---*
| X0012.1 R0630.0|
|
Naciśnij przycisk Param/Diagos kilka razy i zobacz czy wyświetli się ekran z takim czymś co wkleiłem powyżej?
Pozamykaj drzwi w maszynie
Jak opisany jest alarm 1003?
Zrób zdjęcie pulpitu z klawiszami pod fanuciem i wklej tu
-
tomx_
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 9
- Posty: 84
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Bardzo dziękuję za odpowiedź
Tak wygląda Panel


treść komunikatu
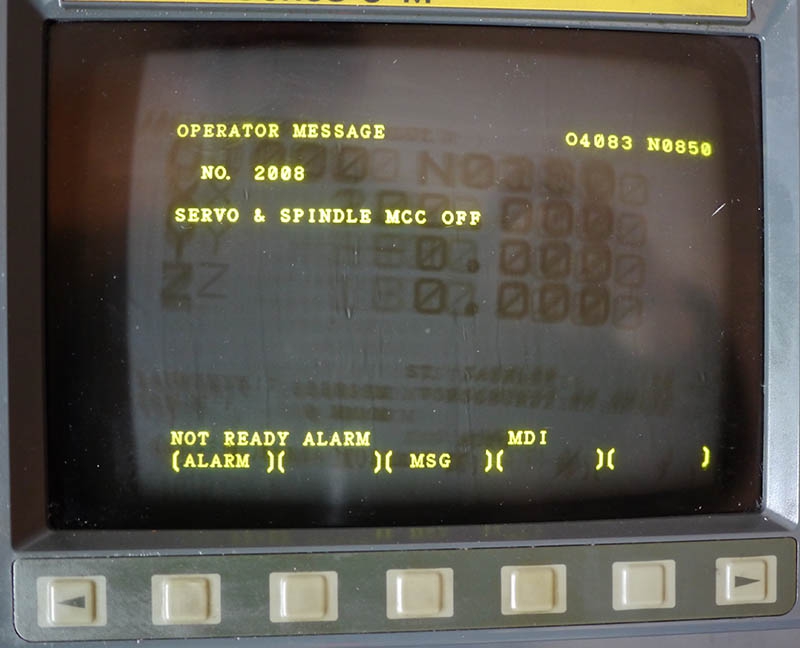
nr. błędów .
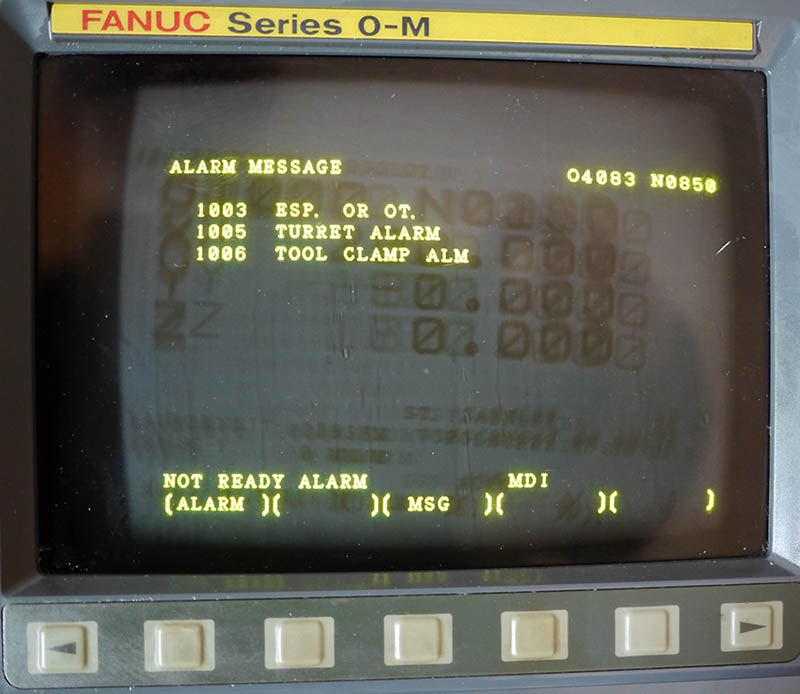
alarm 1003 jest cały czas . Pozostałe czyli 1005 i 1006 pokazują sie po naciśnięciu "ot release"
opisy alarmów
po trzecim naciśnięciu Param/Diagos pojawia się taki komnuikat:
Posiadam Papierową wersję tych diagramów które Kolega wkleił.
Drzwi są pozamykane . Jak je otwieram to wywala inny bład z komunikatem otwartych drzwi.
Jeszcze raz Bardzo dziękuję za poświęcony czas i proszę o dalszą pomoc
Pozdrawiam
Robert
[ Dodano: 2017-01-14, 16:31 ]
Alarm 1003 zniknął – zjechałem ręcznie z krańcówki osi Z
pozostały alarmy 1005 i 1006 .
Wszystkie osie maja położenie 0.000
nie poruszają się
[ Dodano: 2017-01-14, 20:28 ]
No to pozostał mi alarm 1005.
Jak sprawdzić jakiego położenia ATC oczekuje system ?
W jakimś rejestrze jest to zapisane ?
Tak wygląda Panel
treść komunikatu
nr. błędów .
alarm 1003 jest cały czas . Pozostałe czyli 1005 i 1006 pokazują sie po naciśnięciu "ot release"
opisy alarmów
po trzecim naciśnięciu Param/Diagos pojawia się taki komnuikat:
Posiadam Papierową wersję tych diagramów które Kolega wkleił.
Drzwi są pozamykane . Jak je otwieram to wywala inny bład z komunikatem otwartych drzwi.
Jeszcze raz Bardzo dziękuję za poświęcony czas i proszę o dalszą pomoc
Pozdrawiam
Robert
[ Dodano: 2017-01-14, 16:31 ]
Alarm 1003 zniknął – zjechałem ręcznie z krańcówki osi Z
pozostały alarmy 1005 i 1006 .
Wszystkie osie maja położenie 0.000
nie poruszają się
[ Dodano: 2017-01-14, 20:28 ]
No to pozostał mi alarm 1005.
Jak sprawdzić jakiego położenia ATC oczekuje system ?
W jakimś rejestrze jest to zapisane ?
-
igaswaski
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 1
- Posty: 28
- Rejestracja: 05 gru 2013, 22:08
- Lokalizacja: Gdańsk, Kościerzyna
Witam
Podepne sie pod temat
Posiadam od niedawna maszyne MC320 z Fanuc OM-B. Nigdy nie pracowałe na fanucu i uruchomienie troche sie przedłuża. Powie mi ktoś co oznacza Alarm P/S nr 59 ? ( program number not found? ). Wyskakuje mi za kazdym razem jak przechodze do MEM. Podejżewam ze przez to nie działa mi wymiana narzedzia w auto i ruch osi ( single blok w auto przy linijce gdzie jest M6 maszyna stoi i czeka ). Dodam ze w MDI maszyna wymienia narzedzia. Czekam na jakieś światełko w tunelu od Was.
Pozdrawiam, Andrzej
P.S. Ma może ktoś dokumentacje po angielsku do tego fanuca/maszyny bo dostalem tylko jedna ksiege ale po niemiecku
Podepne sie pod temat
Posiadam od niedawna maszyne MC320 z Fanuc OM-B. Nigdy nie pracowałe na fanucu i uruchomienie troche sie przedłuża. Powie mi ktoś co oznacza Alarm P/S nr 59 ? ( program number not found? ). Wyskakuje mi za kazdym razem jak przechodze do MEM. Podejżewam ze przez to nie działa mi wymiana narzedzia w auto i ruch osi ( single blok w auto przy linijce gdzie jest M6 maszyna stoi i czeka ). Dodam ze w MDI maszyna wymienia narzedzia. Czekam na jakieś światełko w tunelu od Was.
Pozdrawiam, Andrzej
P.S. Ma może ktoś dokumentacje po angielsku do tego fanuca/maszyny bo dostalem tylko jedna ksiege ale po niemiecku
-
mateusz661
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 45
- Rejestracja: 20 sty 2014, 16:26
- Lokalizacja: Ostrzeszów
Re: Fanuc 0-MC Stama MC 010
Witam,
Macie jakieś opinie na temat tej małej frezarki MC 010? Jaka jest sztywność tej maszyny? Chodzi mi o małe zgrabne centrum do wiercenia i gwintowania flansz. Czasami aluminium do frezowania. Możecie się podzielić informacjami na temat tej maszyny? Co o niej sądzicie??
pozdrawiam
Mateusz
Macie jakieś opinie na temat tej małej frezarki MC 010? Jaka jest sztywność tej maszyny? Chodzi mi o małe zgrabne centrum do wiercenia i gwintowania flansz. Czasami aluminium do frezowania. Możecie się podzielić informacjami na temat tej maszyny? Co o niej sądzicie??
pozdrawiam
Mateusz
-
ZbiguPnk
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 15 sty 2023, 10:31
Re: Fanuc 0-MC Stama MC 010
Witam , mam pytanie odnośnie Mc010 , jak wygląda obróbka wygenerowana przez CAM, czy jest możliwość wygrania takiego programu , czy jest dostępny postprocesor, czy ta maszyna jest w stanie odczytać taki program .





