



Witam!
Mam pytanie czy ktoś z forumowiczów spotkał się z taką blachą: DOMEX 650MCD.
Za bardzo nie mogę znaleźć informacji o niej (wiem że są to jakieś szwedzkie blachy, mogą być prawdopodobnie trudnościeralne)...byłbym wdzięczny za każdą pomoc(jak się zachowuje podczas ciecia, czy należy ją wcześniej podgrzać, czy po cięciu należy ja odpuszczać....) grubość blach 6,10,12mm.
pozdrawiam wszystkich
DOMEX 650MCD


-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 3572
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
http://www.hi-tech.co.kr/hitech/img/MECHANICAL.pdf
może coś znajdziesz przyliżonego w gatunkach .... a potem mozna szukać dalej.
jak będe w domu , to sprawdzę u siebie w tabelach.
może coś znajdziesz przyliżonego w gatunkach .... a potem mozna szukać dalej.
jak będe w domu , to sprawdzę u siebie w tabelach.
Pozdrawiam robaczki kolorowe :)
")
-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 3572
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
o ... cenna informacja.
A jestem akurat na "top-ie" kupna książki z metalurgii i technologii odlewniczych.
Potrzebuje cos do ustalenia parametrów dla plazmy przy cięciu stali trudnościeralnych drobno-ziarnistych oraz cięcia miedzi , brązu i mosiądzu.
Trzeba sie dokształcić
dokształcić
A jestem akurat na "top-ie" kupna książki z metalurgii i technologii odlewniczych.
Potrzebuje cos do ustalenia parametrów dla plazmy przy cięciu stali trudnościeralnych drobno-ziarnistych oraz cięcia miedzi , brązu i mosiądzu.
Trzeba sie
Pozdrawiam robaczki kolorowe :)
-
 berdysz
berdysz
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 188
- Rejestracja: 01 sie 2008, 09:39
- Lokalizacja: Gdańsk
DOMEX? No cóż jesli chodzi o palenie to lecisz jak przy czarnej stali. To blacha gorącowalcowana wytrzymała jak HARDOX ale do tego jeszcze przystosowana do gięcia na zimno. Możesz np. taka blachę zgiąć w pół i nie pęknie Ci na grzbiecie gięcia. Super blaszka, naprawdę. U mnie w firmie raz taka gięlismy. Cód malina.
Tu masz linka do karty charakterystyki DOMEX 650 MCD--> .DOMEX 650 MCD
DOMEX 650 MC- po polsku
A tu kilka informacji na temat stali DOMEX:
→Domex to stal wysokowytrzymała, niskostopowa, do kształtowania na zimno, przeznaczona głównie na potrzeby przemysłu maszynowego i motoryzacyjnego. Produkowana jest w nowoczesnych zakładach, przy zastosowaniu precyzyjnie sterowanych procesów technologicznych.
→Domex to stal mikro-stopowa z dodatkiem niobu, tytanu i wanadu, co pozwala na niską zawartość węgla i manganu.
Typy DOMEX`u:
Domex Wear - blacha trudnościeralna
Domex Weather Resistant - blacha trudnordzewiejąca
Domex Protect - blacha kuloodporna
Domex Pole Sheet - blacha prądnicowa o własnościach magnetycznych
Zalety wynikające ze stosowania stali Domex:
- możliwość zredukowania masy konstrukcji stalowej, przy zachowaniu jej nośności
- bardzo dobra spawalność
- dzięki niskiej zawartości składników stopowych nie jest podatna na pęknięcia gorące i wodorowe
- wysoka podatność na gięcie małymi promieniami, bez ryzyka pęknięć
- wysoka plastyczność, co ułatwia proces tłoczenia
- możliwość cięcia na nożycach gilotynowych
- otrzymywanie gładkich i prostych krawędzi przy cięciu laserem
- możliwość cięcia blachy plazmą
DOMEX
Blachy ze stali o wysokej granicy plastyczności do obróbki na zimno
wg EN10149-2
Gatunki:
S 355 MC
S 420 MC
S 460 MC
S 500 MC
S 550 MC
S 650 MC
S 700 MC
S 900 MC
Ponieważ tak łatwo nie pękają sa często stosowane do budowy pociągów, dźwigów.
DOMEX to wyrób huty Ssab, ALFORM to Voestalpine, jest jeszce PAS ThyssenKruppa.
Tu masz linka do karty charakterystyki DOMEX 650 MCD--> .DOMEX 650 MCD
DOMEX 650 MC- po polsku
A tu kilka informacji na temat stali DOMEX:
→Domex to stal wysokowytrzymała, niskostopowa, do kształtowania na zimno, przeznaczona głównie na potrzeby przemysłu maszynowego i motoryzacyjnego. Produkowana jest w nowoczesnych zakładach, przy zastosowaniu precyzyjnie sterowanych procesów technologicznych.
→Domex to stal mikro-stopowa z dodatkiem niobu, tytanu i wanadu, co pozwala na niską zawartość węgla i manganu.
Typy DOMEX`u:
Domex Wear - blacha trudnościeralna
Domex Weather Resistant - blacha trudnordzewiejąca
Domex Protect - blacha kuloodporna
Domex Pole Sheet - blacha prądnicowa o własnościach magnetycznych
Zalety wynikające ze stosowania stali Domex:
- możliwość zredukowania masy konstrukcji stalowej, przy zachowaniu jej nośności
- bardzo dobra spawalność
- dzięki niskiej zawartości składników stopowych nie jest podatna na pęknięcia gorące i wodorowe
- wysoka podatność na gięcie małymi promieniami, bez ryzyka pęknięć
- wysoka plastyczność, co ułatwia proces tłoczenia
- możliwość cięcia na nożycach gilotynowych
- otrzymywanie gładkich i prostych krawędzi przy cięciu laserem
- możliwość cięcia blachy plazmą
DOMEX
Blachy ze stali o wysokej granicy plastyczności do obróbki na zimno
wg EN10149-2
Gatunki:
S 355 MC
S 420 MC
S 460 MC
S 500 MC
S 550 MC
S 650 MC
S 700 MC
S 900 MC
Ponieważ tak łatwo nie pękają sa często stosowane do budowy pociągów, dźwigów.
DOMEX to wyrób huty Ssab, ALFORM to Voestalpine, jest jeszce PAS ThyssenKruppa.
-
 Bri
Bri
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 6
- Posty: 814
- Rejestracja: 21 maja 2009, 07:31
- Lokalizacja: Ruda Śląska
Chciałem dodać że właśnie dostaliśmy zlecenie na ceowniki z Domexu S700MC.
Wyciąłem próbki dwie na dwie różne matryce (V32 i V40) jako że blacha jest twardsza od normalnych este-trójek czy 18gie-dwa-a. Ceownik miał być z całej długości arkusza (2000mm) - zawsze dla bezpieczeństwa (równam krawędź) odcinam mały paseczek najpierw (tnę laserem trumpf l3030) 12mm powiedzmy, i tu tak samo - blacha chyba była nie rozwalcowana i nie odprężona bo paseczek momentalnie zamienił się w łuk o prześwicie na łokieć.
Ale paseczek trzymał wymiar - no to drugie obcięcie - na wymiar rozwinięcia. Nie wiem jakim cudem próbny ceownik zgubił niemal 5mm z szerokości - w miarę cięcia (z głębi maszyny w moją stronę - do zera) odbijało go w dodatku w kierunku "od arkusza". Nie mówię już że przesunął arkusz na stole maszyny.
Co do gięcia to przebiegło bez żadnego problemu, operator dał radę.
Czy ktoś miał podobne przejścia z S700MC ? Dziś mam do ścięcia kilka arkuszy, wiem że będę wycinał poszczególne elementy z zachowaniem marginesu również z "przodu" i z "tyłu" blachy (na krótszych krawędziach).
Wyciąłem próbki dwie na dwie różne matryce (V32 i V40) jako że blacha jest twardsza od normalnych este-trójek czy 18gie-dwa-a. Ceownik miał być z całej długości arkusza (2000mm) - zawsze dla bezpieczeństwa (równam krawędź) odcinam mały paseczek najpierw (tnę laserem trumpf l3030) 12mm powiedzmy, i tu tak samo - blacha chyba była nie rozwalcowana i nie odprężona bo paseczek momentalnie zamienił się w łuk o prześwicie na łokieć.
Ale paseczek trzymał wymiar - no to drugie obcięcie - na wymiar rozwinięcia. Nie wiem jakim cudem próbny ceownik zgubił niemal 5mm z szerokości - w miarę cięcia (z głębi maszyny w moją stronę - do zera) odbijało go w dodatku w kierunku "od arkusza". Nie mówię już że przesunął arkusz na stole maszyny.
Co do gięcia to przebiegło bez żadnego problemu, operator dał radę.
Czy ktoś miał podobne przejścia z S700MC ? Dziś mam do ścięcia kilka arkuszy, wiem że będę wycinał poszczególne elementy z zachowaniem marginesu również z "przodu" i z "tyłu" blachy (na krótszych krawędziach).

Śląsk - Nierdzewka, Alloy, Laser, Gięcie, Excel
-
berdysz
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 188
- Rejestracja: 01 sie 2008, 09:39
- Lokalizacja: Gdańsk
Witam,
-zastrzały na końcach blachy coby "nie chodziła" albo chefnąć blaszkę do cięższego kloca i będzie ten sam efekt
-odcinanie od "większej" całości
-opcjonalnie cięcie z mostkami co wykluczy ci "banany" i odchyłki w wymiarze.
I powinno byc git.
Jeśli chodzi nawet o laser to nie wydaje mi się żeby ktoś zalecał cięcie płaskowników bez mostowania- no ale nie wiem jaka blacha-a ale skoro arkusz ci chodzi po stole to musi być dośc cieńka.
Chodzi Ci zatem o cięcie płaskowników czy tak? I pytasz jak sądzę o cięcie plazmą bo w kwestii lasera to ja nie znaju. Ciąłem bl.#12 650MC na pasy i nie miałem problemów. Nie wiem jak grubą blachę palisz bo nie podajesz ale co do cięcia na płaskowniki to jak to kiedyś kolega chris 1976 powiedział:Czy ktoś miał podobne przejścia z S700MC ? Dziś mam do ścięcia kilka arkuszy, wiem że będę wycinał poszczególne elementy z zachowaniem marginesu również z "przodu" i z "tyłu" blachy (na krótszych krawędziach)
-zastrzały na końcach blachy coby "nie chodziła" albo chefnąć blaszkę do cięższego kloca i będzie ten sam efekt
-odcinanie od "większej" całości
-opcjonalnie cięcie z mostkami co wykluczy ci "banany" i odchyłki w wymiarze.
I powinno byc git.
Jeśli chodzi nawet o laser to nie wydaje mi się żeby ktoś zalecał cięcie płaskowników bez mostowania- no ale nie wiem jaka blacha-a ale skoro arkusz ci chodzi po stole to musi być dośc cieńka.
-
Bri
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 6
- Posty: 814
- Rejestracja: 21 maja 2009, 07:31
- Lokalizacja: Ruda Śląska
Berdysz - to była trójeczka, wycinana jak to nazywamy "obcięciami" - spreparowany rysunek uwzględniający kerf (szczelinę po cięciu). Widocznie to tylko kwestia że pierwsze obcięcie zostawiało wąski pasek (15mm) powodowało że ten pasek się giął i skręcał. Nie było później problemu.
I oczywiście na laserku ciąłem. Właśnie to przesunięcie podczas testowego cięcia było dziwne.
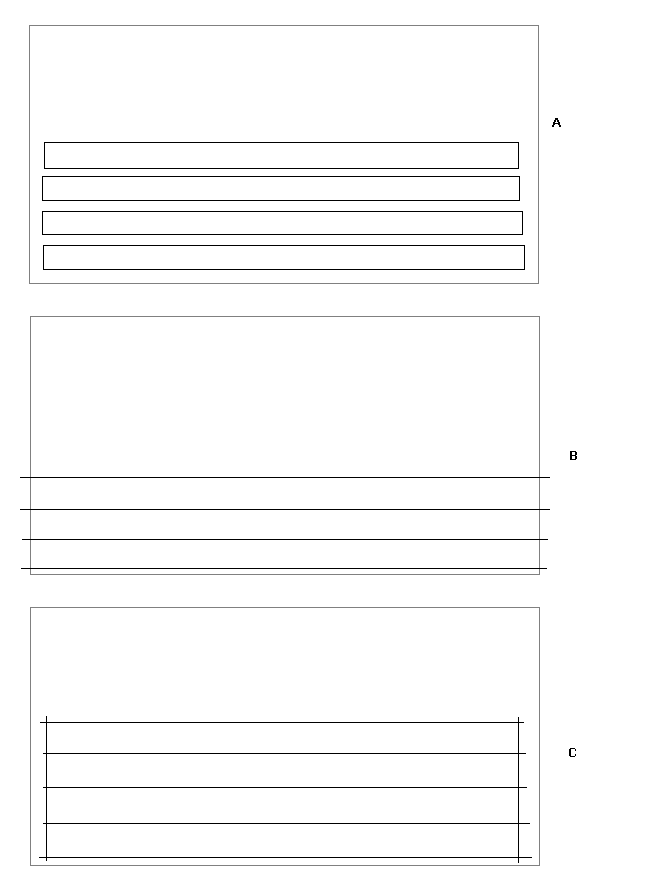
Dla lepszego wyobrażenia - schemacik
Wersja A - każdy płaskownik traktowany jako osobny element (cięcie po zewnętrznym obrysie) - tak nie robiłem tego
Wersja B - w szerokość płaskownika wliczono szerokość kerfu - obcinanie przez całą długość arkusza - to powodowało problemy przy testowych egzemplarzach
Wersja C - podobnie jak wyżej tylko że nie cięto przez całą długość arkusza - najpierw cięcia poziome po osi X (dłuższa krawędź) potem obcięcia w osi Y - tak wycinałem resztę.
I oczywiście na laserku ciąłem. Właśnie to przesunięcie podczas testowego cięcia było dziwne.
Dla lepszego wyobrażenia - schemacik
Wersja A - każdy płaskownik traktowany jako osobny element (cięcie po zewnętrznym obrysie) - tak nie robiłem tego
Wersja B - w szerokość płaskownika wliczono szerokość kerfu - obcinanie przez całą długość arkusza - to powodowało problemy przy testowych egzemplarzach
Wersja C - podobnie jak wyżej tylko że nie cięto przez całą długość arkusza - najpierw cięcia poziome po osi X (dłuższa krawędź) potem obcięcia w osi Y - tak wycinałem resztę.
Śląsk - Nierdzewka, Alloy, Laser, Gięcie, Excel






