

")
Witam,
posiadam piłę ramową PM- 120, chciałbym nią ciąć profile stalowe ale piła nie docina do samego końca. Gdy podłożę coś pod profil i tnę w ten sposób to podczas przecinania dolnej ścianki profil jest już bardzo niestabilny, zaczyna się ruszać, zaklinuje brzeszczot i łamie go, jak sobie z tym radzicie?
Cięcie profili stalowych piłą ramową.



-
arasz
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 255
- Rejestracja: 30 maja 2009, 22:26
- Lokalizacja: Warszawa
Ale chory pomysł,
Tak to się nie montuje profili.
1) mocując tak deformujesz profil.
2) jesli nie dasz pryzmy z dołu bądź z boku, to Ci piła wyrwie ten profil.
Piła ramowa nie za bardzo nadaję się do cięcia profili, pomyśl nad najtańszą piła taśmową.
Ja mam tanią chińską pilę taśmową za 3000 zł i pracuję już 5 lat.
Tak to się nie montuje profili.
1) mocując tak deformujesz profil.
2) jesli nie dasz pryzmy z dołu bądź z boku, to Ci piła wyrwie ten profil.
Piła ramowa nie za bardzo nadaję się do cięcia profili, pomyśl nad najtańszą piła taśmową.
Ja mam tanią chińską pilę taśmową za 3000 zł i pracuję już 5 lat.
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
ja mam w imadle piły pryzmy na szczękach 3 rzedy na róznych wysokosciach i tak własnie tne profile kwadratowe i rury idzie o wiele szybciej , niz normalnie bo w każdym miejscu scianka profila jest cięta pod kątem a nie równolegle do brzeszczota, potrzebny tez jest minimalny nacisk brzeszczota, a trzyma bardzo solidnie i bez zgniatania mocno imadłem. tne tak od dawna i nie widze problemu
co do najlepszej opcji do ciecia profili to nie tasmowa a piła tarczowa jest najlepsza ale mniejsza o to
tasmowa przecinarka jest chyba najlepsza do grubych i litych materiałów jak walce, czy bloki
co do najlepszej opcji do ciecia profili to nie tasmowa a piła tarczowa jest najlepsza ale mniejsza o to
tasmowa przecinarka jest chyba najlepsza do grubych i litych materiałów jak walce, czy bloki
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 11915
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
daj zdjęcie twojej piły, zwłaszcza okolic imadła przy brzeszczocie. Może masz za daleko odsuniętą krawędź szczęk od brzeszczotu i dlatego materiał jest wiotki. Im mniej - tym lepiej. U mnie jest ok 10mm prześwitu i nawet okrągły drut ø8mm da się przeciąć bez klinowania, ale przy tym odstępie cieńszy lub cienki płaskownik ustawiony na sztorc już zaczyna "chodzić" za brzeszczotem. Jesli nie można przysunąć imadła do brzeszczotu, to można zastosować pośrednie wkładki z płaskownika między materiałem a oryginalnymi szczękami, trzymające materiał bliżej brzeszczotu Czasem można ograniczyć bujanie zmieniając brzeszczot na taki z drobniejszym zębem - za duże zęby szarpią materiał. Podziałki z= 3*/"; 4/"; 6/"; 8/"; 10/"; 14/"; 18*/"; 24*/"; 32*/";... (*-ciężko dostępne) http://www.globus-wapienica.eu/userfile ... zynowe.pdf
http://sklep.tomaco.ogicom.pl/webpage/z ... golne.html
https://www.cnc.info.pl/topics66/pila-r ... t31081.htm
Do ciecia cienkościennych profili, kształtek, zwłaszcza z alu, stosuje brzeszczot z14/" i z32/", a nawet zwykły falisty od ręcznej ramki.
piła nie moja -zdjęcie poglądowe

http://sklep.tomaco.ogicom.pl/webpage/z ... golne.html
https://www.cnc.info.pl/topics66/pila-r ... t31081.htm
Do ciecia cienkościennych profili, kształtek, zwłaszcza z alu, stosuje brzeszczot z14/" i z32/", a nawet zwykły falisty od ręcznej ramki.
piła nie moja -zdjęcie poglądowe
Ostatnio zmieniony 20 lip 2016, 09:20 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
RomanJ4 ty chyba też masz ramówkę na brzeszczot 300, Ja mam obecnie taki założony (ten górny 24T) i polecam

są łatwo dostepne i kosztują one 7zł/szt bardzo ładnie tną profile i szybko do tego starczają na bardzo długo
jedne z lepszych jakie spotkałem i do tego bardzo tanie, i chyba przy nich zostane
są łatwo dostepne i kosztują one 7zł/szt bardzo ładnie tną profile i szybko do tego starczają na bardzo długo
jedne z lepszych jakie spotkałem i do tego bardzo tanie, i chyba przy nich zostane
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
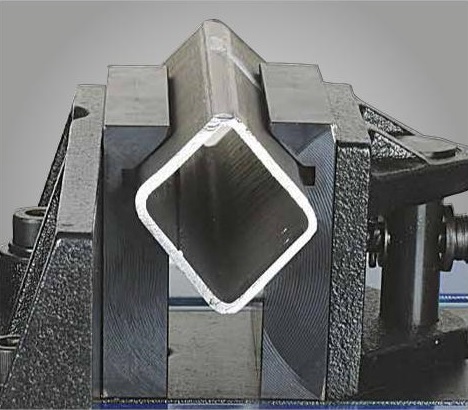
szczeki mam bardzo podobne jak te poniżej te pryzmy mają u mnie głegokosc/szerokość ok 5x5 mm (ja mam małą piłe 300mm ale rozwiązanie wygląda w ten sposób ) do dużej maszyny na pewno tez takie szczęki są odpowiednio wieksze lub takie jak na zdjeciu u góry wkładki

Polecam wam wyprobujcie takie rozwiązanie do ciecia profili we wszystkich typach przecinarek sie sprawdzi. Jakosc wykonania ciecia jest o niebo lepsza , szybsza i praktycznie niweluje grzanie się materiału
( mocowanie klasyczne często konczy sie na ostatniej sciance profila równoleglej do ostrza że materiał tam aż fioletowy sie robi np. w korundowej przecinarce nie mówiąc że zawsze trzeba poprawiac pilnikiem, a taka metoda rozwiazuje te problemy znacznie)






