



Cięcie profili stalowych piłą ramową.


-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
Armstec:
Widze nastepujace problemy z takim mocowaniem:
1. Profil zawieszony jest w imadle ponad powierzchnia ( ze wzgledu na fakt ze te rowki trojkatne sa na jakiejs tam wysokosci a profile sa rozne ) - to oznacza ze zeby chwycic ten profil musisz go podniesc i popodstawiac z dwoch stron podkladki.
2. Jak te trojkatne wybraniasa duze to nie powinno wyrywac ale juz przy takich malych 5mm to roznie moze byc.
3. Przy takich szczekach nie istnieje mozliwosc ciecia wiecej niz jednego profilu naraz ( ciecie pakietowe ).
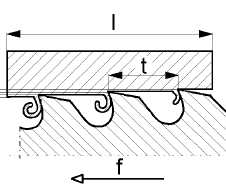
Normalna pila z normalnymi szczekami wszystko dobrze ustawionw ( predkosc tasmy, nacisk, naciag tasmy, rodzaj tasmy - ilosc zebow na cal i ich rozstaw na boki ) i wszystko bedzie idealne. Pila nie docina ostatniej krawedzi jesli jest zaprojektowana przez pseudo-projektantow. Porzadne pily "zjezdzaja" kilka milimetrow wglab ponizej.
Takie dwie ciekawostki:
Kazda tasme do pily nalezy przy pierwszym uzyciu zatepic na najnizszych parametrach i na grubym "klocu" metalu. Jesli sie tego nie zrobi tylko nowy brzeszczot od razu na szybkich parametrach i nie daj boze na cienkosciennych profilach. Poczatkowo ostre zby narazone sa na odlamywanie sie na ich powierzchni. Przy poczatkowym zatepieniu ostre krawedzie po ostrzeniu zatepiaja sie rownomiernie.
niedawno bylo takie ciecie: 80 blach razem w pakiecie kazda blacha 180x12mm przekroj.dobre ustawienia, 30 minut mniej wiecej i kazda blacha idealna krawedz.
Widze nastepujace problemy z takim mocowaniem:
1. Profil zawieszony jest w imadle ponad powierzchnia ( ze wzgledu na fakt ze te rowki trojkatne sa na jakiejs tam wysokosci a profile sa rozne ) - to oznacza ze zeby chwycic ten profil musisz go podniesc i popodstawiac z dwoch stron podkladki.
2. Jak te trojkatne wybraniasa duze to nie powinno wyrywac ale juz przy takich malych 5mm to roznie moze byc.
3. Przy takich szczekach nie istnieje mozliwosc ciecia wiecej niz jednego profilu naraz ( ciecie pakietowe ).
Normalna pila z normalnymi szczekami wszystko dobrze ustawionw ( predkosc tasmy, nacisk, naciag tasmy, rodzaj tasmy - ilosc zebow na cal i ich rozstaw na boki ) i wszystko bedzie idealne. Pila nie docina ostatniej krawedzi jesli jest zaprojektowana przez pseudo-projektantow. Porzadne pily "zjezdzaja" kilka milimetrow wglab ponizej.
Takie dwie ciekawostki:
Kazda tasme do pily nalezy przy pierwszym uzyciu zatepic na najnizszych parametrach i na grubym "klocu" metalu. Jesli sie tego nie zrobi tylko nowy brzeszczot od razu na szybkich parametrach i nie daj boze na cienkosciennych profilach. Poczatkowo ostre zby narazone sa na odlamywanie sie na ich powierzchni. Przy poczatkowym zatepieniu ostre krawedzie po ostrzeniu zatepiaja sie rownomiernie.
niedawno bylo takie ciecie: 80 blach razem w pakiecie kazda blacha 180x12mm przekroj.dobre ustawienia, 30 minut mniej wiecej i kazda blacha idealna krawedz.

-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1687
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
Wychodzi faktycznie lepiej przyznaje. Ale ten sam efekt uzyskasz przy uzyciu wlasciwej pily ( te ktore pokazales na zdjeciu wydaja die miec za male zeby i maja tez bardzo niewielki rozstaw na boki ).
Pytanie do Ciebie:
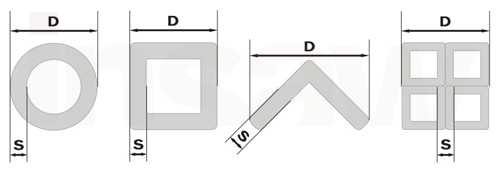
Zalozmy ze masz prace do wykonania do wyciecia masz 5000 profili kwadratowych ( takie jak pokazales na zdjeciu ) kazdy dajmy na to po 200mm dlugi.
Jak zamierzasz to ciac po jednym kawalku ustawiajac caly czas w pryzmach tak pod katem ? To ci sie beda chcialy nawet obrocic same na plasko ( wlasnie - jak utrzymasz taki 12 metrowy przekroj dajmy na to 100x100x6 - przeciez sie obroci ).
Pytanie do Ciebie:
Zalozmy ze masz prace do wykonania do wyciecia masz 5000 profili kwadratowych ( takie jak pokazales na zdjeciu ) kazdy dajmy na to po 200mm dlugi.
Jak zamierzasz to ciac po jednym kawalku ustawiajac caly czas w pryzmach tak pod katem ? To ci sie beda chcialy nawet obrocic same na plasko ( wlasnie - jak utrzymasz taki 12 metrowy przekroj dajmy na to 100x100x6 - przeciez sie obroci ).
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Wygląda nie najlepiej.
Powinna być gładka powierzchnia z rysami po zębach, a tu wyglada że ząb przy przechodzeniu przez przekrój ścianki chodzi sobie na boki, podskakuje. Pewnie nieźle piszczy?
Na mojej naprawdę dużo lepiej to wygląda, a ciąłem sporo profili o różnych wymiarach i grubościach, w tym alu..
Na moje oko to:
- albo masz gdzieś luz (stad powierzchnia typu "rybia łuska"), w mocowaniu lub prowadzeniu brzeszczotu/zawiasie prowadnicy ramki,
- albo za duża odległość imadło-brzeszczot (o czym już pisałem),
- albo za mało napięty brzeszczot (powinien dzwonić przy prztyknięciu paznokciem jak kamerton).
- albo za dużą podziałkę zębów dla danego przekroju materiału.
Bo nie podejrzewam, że stosujesz tępy.
Sprawdź czy ramka brzeszczotu w prowadnicy nie "chodzi na boki", to samo na zawiasie prowadnicy - musi być bez luzów na sworzniu.
W która stronę masz skierowane zęby brzeszczotu: "do" czy "od" ?
Jeżeli ramię opada grawitacyjnie to lepiej "do" gdyż nie podskakuje jak przy powrocie..
Jeden to już szarpanie, za dużo - to z kolei wypełnienie wrębu wiórowego przed wyjściem zeba z materiału, podnoszenie zęba nad materiał, tarcie wióra o dno rzazu, grzanie się i ślizganie brzeszczotu..


Powinna być gładka powierzchnia z rysami po zębach, a tu wyglada że ząb przy przechodzeniu przez przekrój ścianki chodzi sobie na boki, podskakuje. Pewnie nieźle piszczy?
Na mojej naprawdę dużo lepiej to wygląda, a ciąłem sporo profili o różnych wymiarach i grubościach, w tym alu..
Na moje oko to:
- albo masz gdzieś luz (stad powierzchnia typu "rybia łuska"), w mocowaniu lub prowadzeniu brzeszczotu/zawiasie prowadnicy ramki,
- albo za duża odległość imadło-brzeszczot (o czym już pisałem),
- albo za mało napięty brzeszczot (powinien dzwonić przy prztyknięciu paznokciem jak kamerton).
- albo za dużą podziałkę zębów dla danego przekroju materiału.
Bo nie podejrzewam, że stosujesz tępy.
Sprawdź czy ramka brzeszczotu w prowadnicy nie "chodzi na boki", to samo na zawiasie prowadnicy - musi być bez luzów na sworzniu.
W która stronę masz skierowane zęby brzeszczotu: "do" czy "od" ?
Jeżeli ramię opada grawitacyjnie to lepiej "do" gdyż nie podskakuje jak przy powrocie..
najlepiej gdy przypadaja co najmniej dwa, a najlepiej trzy, cztery zęby w szerokości przecinanego przekroju.InzSpawalnik pisze:te ktore pokazales na zdjeciu wydaja die miec za male zeby
Jeden to już szarpanie, za dużo - to z kolei wypełnienie wrębu wiórowego przed wyjściem zeba z materiału, podnoszenie zęba nad materiał, tarcie wióra o dno rzazu, grzanie się i ślizganie brzeszczotu..
Ostatnio zmieniony 21 lip 2016, 13:41 przez RomanJ4, łącznie zmieniany 4 razy.
pozdrawiam,
Roman
Roman
-
Armstec
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
InzSpawalnik:

poza tym przy takiej skali nie tnie sie profili ramówką. tylko przecinarka tarczowa, a jej ramie opuszcza tarcze po łuku pod skosem a nie pionowo i tarcza jest okrągła a nie liniowa kwesta regulacji oddalenia imadła i ciecie tez bedzie szło po przekątnej
nacisk grawitacyjny ciezarkami, ostrze tnie gdy pcha, nie wiedziałem ze ostrze ma byc tak mocno napiete zeby dzwoniło jak kamerton, boje sie urwac gwintu
według mnie jest jedna tez sprawa dla której kocham ramówke najbardziej... ze jest cicha i moge ciac nia pózno w nocy a zdarza mi sie czesto
poza tym przy takiej skali nie tnie sie profili ramówką. tylko przecinarka tarczowa, a jej ramie opuszcza tarcze po łuku pod skosem a nie pionowo i tarcza jest okrągła a nie liniowa kwesta regulacji oddalenia imadła i ciecie tez bedzie szło po przekątnej
RomanJ4 mam luzy na boki lata mi cała ramka na prowadnicy narazie nic z tym nie robie ale kiedys to podreguluje/poprawie, ale tez pamietaj że to jest zdjecie w bardzo dużym powiekszeniu te profile to 15x15mm x1mmRomanJ4 pisze: Sprawdź czy ramka brzeszczotu w prowadnicy nie "chodzi na boki"
nacisk grawitacyjny ciezarkami, ostrze tnie gdy pcha, nie wiedziałem ze ostrze ma byc tak mocno napiete zeby dzwoniło jak kamerton, boje sie urwac gwintu
według mnie jest jedna tez sprawa dla której kocham ramówke najbardziej... ze jest cicha i moge ciac nia pózno w nocy a zdarza mi sie czesto
Ostatnio zmieniony 21 lip 2016, 21:39 przez Armstec, łącznie zmieniany 1 raz.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
chyba, że tak.. odwróć ostrze i dobrze napnij, śruby nie urwiesz, powinno pomóc, skasuj nadmierny luz jeśli możesz..Armstec pisze: profile to 15x15mm x1mm
Jaką masz podziałkę zęba, bo przy grubości S≤2mm powinno być co najmniej 14/" ?
Jeśli masz długość brzeszczotu L=300 to możesz założyć nawet falisty od ręcznej (bodaj 24-36/") i sobie porównać skutek..
Ostatnio zmieniony 21 lip 2016, 14:03 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
dzieki temu co napisałes trafiamy w istote calej rozmowy bo tu własnie jest to metoda na otrzymanie takiej samej szerokosci przekroju od początku do konca cieciaRomanJ4 pisze: najlepiej gdy przypadaja co najmniej dwa, a najlepiej trzy, cztery zęby w szerokości przecinanego przekroju.

no pokazywałem ci wczesniej brzeszczot jaki używam (24T 8% cobalt)
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 11916
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Owszem, tak jest najlepiej.
Klasyczne mocowanie profili to zawsze będzie albo za mała, albo za duża ilość zębów do przekroju. Ja preferuję za dużą przy przecinaniu dolnej poziomej ścianki, idzie sporo wolniej bo się sporo ślizga, ale przy chłodzeniu się nie grzeje. Nawet przy profilach 60x60 czy płaskowniku szer. =80mm (wolę go ciąć poziomo bo nie chodzi za brzeszczotem, chyba że gruby)
Za to nie szarpie przy przecinaniu grubości ścianek pionowych, a górna pozioma idzie pod kątem, więc nie jest najgorzej...
Do pełnych wałków okrągłych i sztab biorę gruby ząb 2; 4; ew. 6/".
Klasyczne mocowanie profili to zawsze będzie albo za mała, albo za duża ilość zębów do przekroju. Ja preferuję za dużą przy przecinaniu dolnej poziomej ścianki, idzie sporo wolniej bo się sporo ślizga, ale przy chłodzeniu się nie grzeje. Nawet przy profilach 60x60 czy płaskowniku szer. =80mm (wolę go ciąć poziomo bo nie chodzi za brzeszczotem, chyba że gruby)
Za to nie szarpie przy przecinaniu grubości ścianek pionowych, a górna pozioma idzie pod kątem, więc nie jest najgorzej...
Do pełnych wałków okrągłych i sztab biorę gruby ząb 2; 4; ew. 6/".
pozdrawiam,
Roman
Roman
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Roman tak zapytam bo ty pewnie wiesz, czy w piłach ramowych z opuszczanych grawitacyjnie stosuje sie amortyzator hydrauliczny który tłumi opadanie , ze ramie opada bardzo bardzo powoli (jak klapa od kibla z cichym domykiem tylko o wiele wolniej)
tak mi sie wydaje ze to tez mogło by zapobiec zbyt głebokiemu zaczepianiu zębęm przy cienkim przekroju, bo ostrze nie zdąży opasc wiecej niz trzeba
znasz moze wartosc w N/m dla klucza dyno, z jaka siłą dokrecic naciag? mam juz dosc mocno dokrecone a jeszcze nie brzdeka wcale, mam wrazenie ze zblizam sie do czerwonego pola gwintu (M8)
tak mi sie wydaje ze to tez mogło by zapobiec zbyt głebokiemu zaczepianiu zębęm przy cienkim przekroju, bo ostrze nie zdąży opasc wiecej niz trzeba
znasz moze wartosc w N/m dla klucza dyno, z jaka siłą dokrecic naciag? mam juz dosc mocno dokrecone a jeszcze nie brzdeka wcale, mam wrazenie ze zblizam sie do czerwonego pola gwintu (M8)






