#4
Post
napisał: InzSpawalnik » 12 lis 2013, 10:19
Nie podoba mi sie ten sposob wogole.
Po 1. gdyz jest to testowanie powietrzem - pomimo ze jest to dosc niskie cisnienie wciaz na zimne dmuchac jak mowi stara zasada ( skoro to sa jakies zlaczki hydrauliczne to wciaz nie widze problemu zeby testowac to H2O, przeciez te elementy i tak mialy kontakt z woda w czasie obrobki toczeniem chociarzby ... ? ). Specyfikacja specyfikacja, bierze sie i wysyla oficjalnego maila z zapytaniem do klienta czy w takim wypadku moga zezwolic na testowanie woda i sprawa zalatwiona.
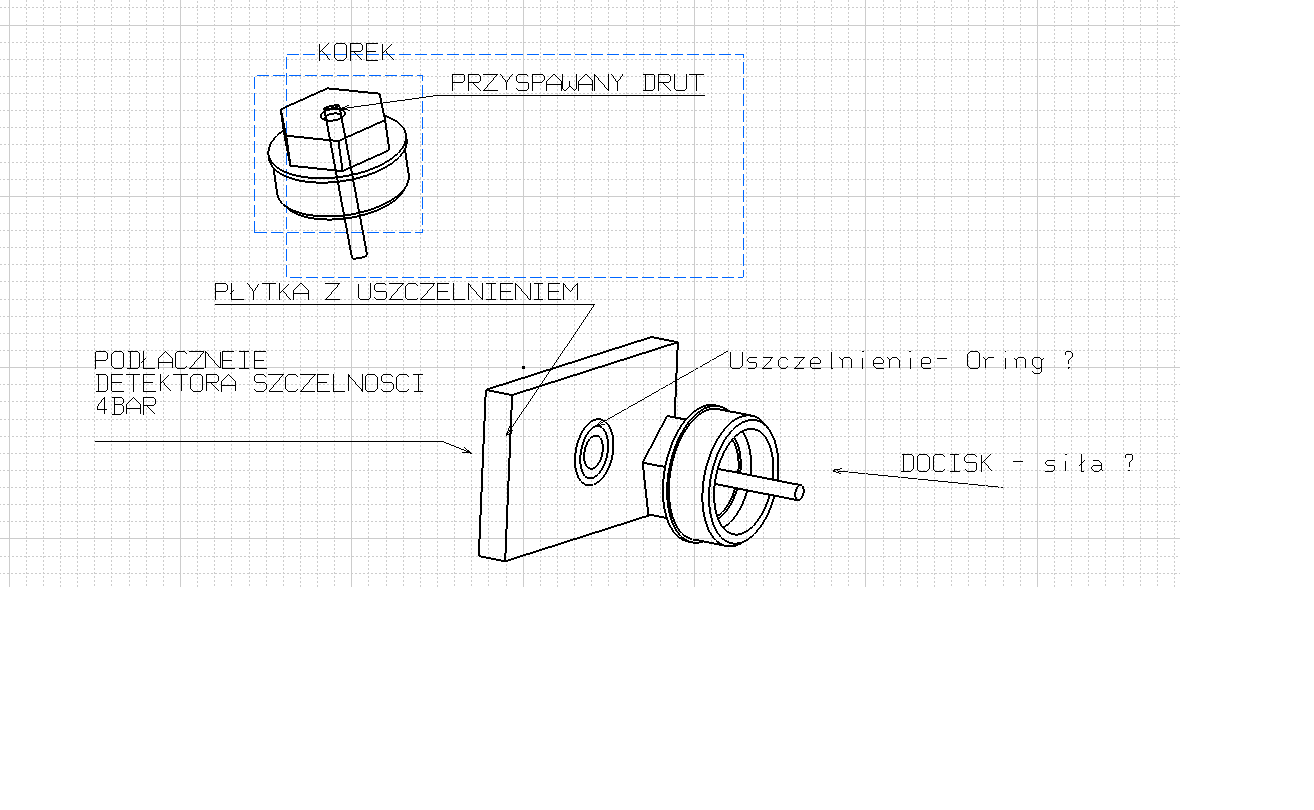
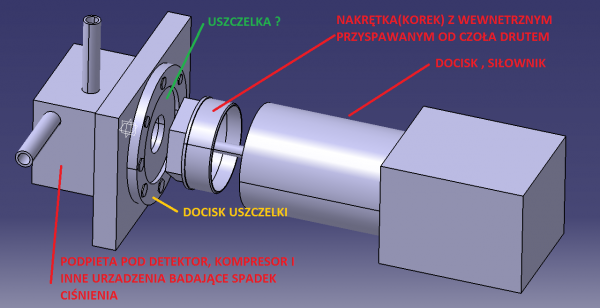
Po 2. nie wierze w dokladnosc samej metody pomiarowej - jak dziala ten uklad - po lewej stronie jest zbiornik z powietrzem zamkniety przez scianke twojej nakretki wraz ze spawem i czolem owego druta, dodatkowo fragment uszczelki, scianki samej komory ktora narysowales na ostatnim rysunku, przewody doprowadzajace sprezone powietrze od kompresora, wszystkie zlaczki po drodze i w koncu sam kompresor ( nie wspominajac o przewodach do samego urzadzenia mierzacego cisnienie, i zlaczkach itp ).
Jednym slowem badasz bardzo zlozony uklad w ktorym powietrze ma bardzo wiele mozliwosci przeciekania do otoczenia. Co wiecej Twoje cisnienie jest dosc niewysokie wiec sama utrata powietrza na potencjalnej porze w spawie bedzie bardzo znikoma a co za tym idzie ( biorac pod uwage ze powietrze jest bardzo scisliwe ) fluktuacja cisnienia mierzona przez czujnik bedzie tez w granicach bledu ....
Malo tego ! Przy tak malych odchylkach ktore chcesz zmierzyc wplyw bedzie miala tez temperatura samego powietrza w ukladzie - ktora jak sie pewnie domyslasz bedzie sie zmieniac i bedzie inna w momencie kiedy skonczysz "nabijac" uklad powietrzem a inna po paru minutach kiedy przewody oddadza troche tej energii do otoczenia...
No i jak ominiesz problem testowania samego kompresora i przewodow od niego ? Jesli zastosujesz zawor izolujacy to znowu pojawia sie problem szczeolnosci samego zawora.
Z mojej praktyki w testowaniu spawow - czasami zdarza sie ze spaw jest z jakiegos powodu nieszczelny ( pora, pekniecie, itp ) i na powierzchni sprawdzanego elementu widac jak zbieraja sie bardzo male kropelki ( pocenie ) wody, te krople sa bardzo malej wielkosci, po pewnym czasie dopiero jest tej wody wystarczajaco duzo zeby bylo je widac.
Napisz dokladnie jaki to material i jaka metoda spawasz ?
Czemu to nie moze miec kontaktu z woda ?




")

")
")




